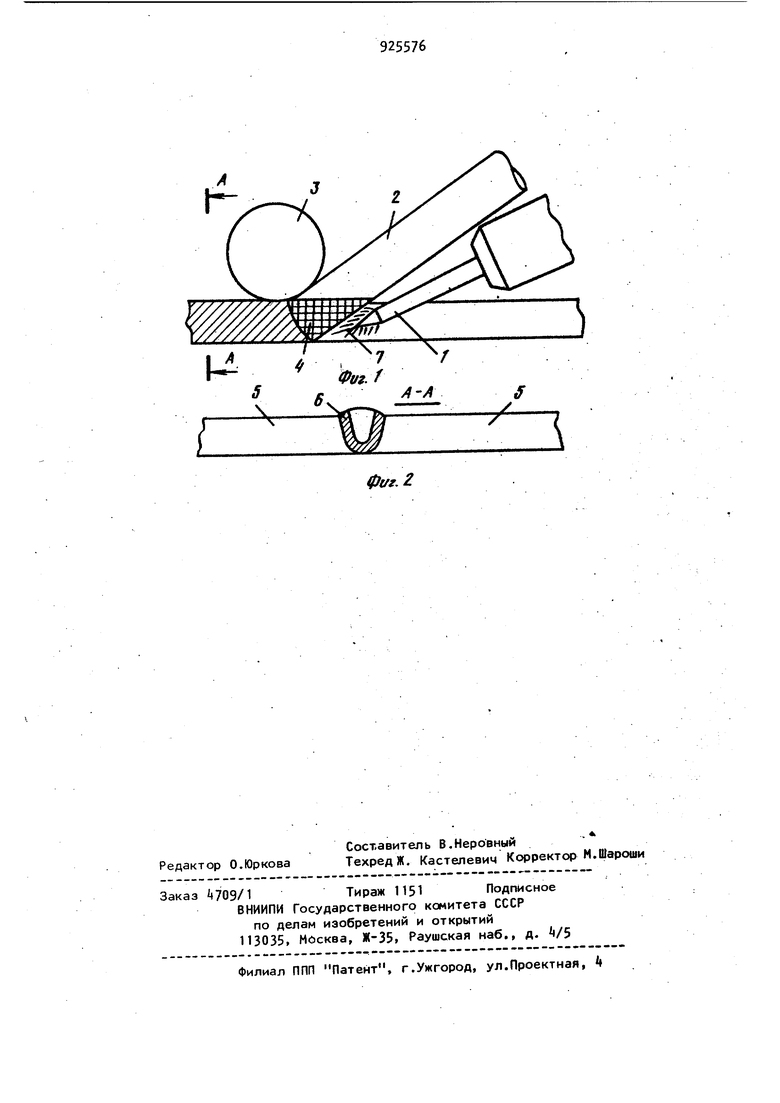
Изобретение относится к области iсварки, в частности к способам дуго вой сварки стыковых соединений, и может быть.использовано в маимностроении, строительстве и других отраслях Известен способ дуговой сварки с принудительным давлением на металл сварочной ванны, при котором принудительное давление осуществляют вспомогательной дугой, следующей за основной на расстоянии 0,,7 от длины сварочной ванны 1. Недостаток этого способа заключает ся в том, что вспомогательная дуга вносит дополнительное тепло в кристал лизующийся металл сварочной ванны, увеличивая время его пребывания а расплавленном состоянии. Наиболее близким по технической сущности к изобретению является способ, по которому присадочную проволоку, подогретую от постороннего источника, предварительно укладывают в разделку и осаживают на некотором pac стоянии от дуги С21. Тепловые параметры нагрева присадочж й проволонм подбирают таким образом, чтобы она нагревалась до пластического состояния и осаждалась в разделке усилием подачи. При этом она заполняет корень разделки; создавая своеобразный технологический слой, затем накладываются два рабочих шва с лицевой и обратной стороны. Недостатком указанного способа является то, что происходит значительный ввод тепла, вследствие чего чива.ется зона термовлияния и снижаются механические свойства сварочного соединения из-за полного расплавления присадка, а также затрачивается значительное количество электроэнергии. Целью изобретения является, повышение механических свойств и снижение энергозатрат. Цель достигается тем, что в способе сварки плавлением, по которому присадочную проволоку подают в разделку и осаживают, а кромки сваривае мых деталей расплавляют дугой, приса дочную проволоку оплавляют со стороны поверхности, входящей в контакт со свариваемыми кромками, а осадку ведут по нормали к оси присадочной проволоки в месте нагрева ее сварочной дугой. При этом присадочной проволоке придают форму, соответству 1дую конфигурации разделки. На фиг. 1 схематично показано сва иое соединение по предлагаемому способу, нй фиг. 2 - разрез А-А на фиг. Электрод 1 одновременно оплавляет кромки свариваемого стыка (не показан и присадочную проволоку 2 по поверхности, входящей в контакт со свариваемыми кромками. Прижимной ролик 3 укладывает оплавленную присадочную проволо ку 2 а ванну 4, которая наведена на кромках деталей 5 в стыке. В результате жидкий слой металла присадкй входит в контакт по поверхности с жидким металлом свариваемых деталей. Образовавшаяся жидкая прослойка 6 деформируется в месте контакта, т.е. происходит осадка по прослойке 6. Осадку выполняют по нормали оси присадочной проволоки 2 в месте ее нагрева сварочной дугой 7. Предлагаемым способом создают сварное соединение. Пример осуществления способа. Для сравнительных испытаний были сварены образцы из материала 1Х18Н10Т толщиной 3 мм, с углом раскрытия кромок бо присадочной проволокой СвО Х19Н9. Сварку выполняли в приспособлении, величина давления прижимного ролика на сварочную регулировалась ходом пружины и составляла примерно 130-150 кг. Результаты эксперимента изложены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1980 |
|
SU882712A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| Способ дуговой сварки под флюсом с дополнительной присадкой | 2020 |
|
RU2735084C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ СОЕДИНЕНИЙ, СТОЙКИХ К ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ | 2014 |
|
RU2571294C2 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
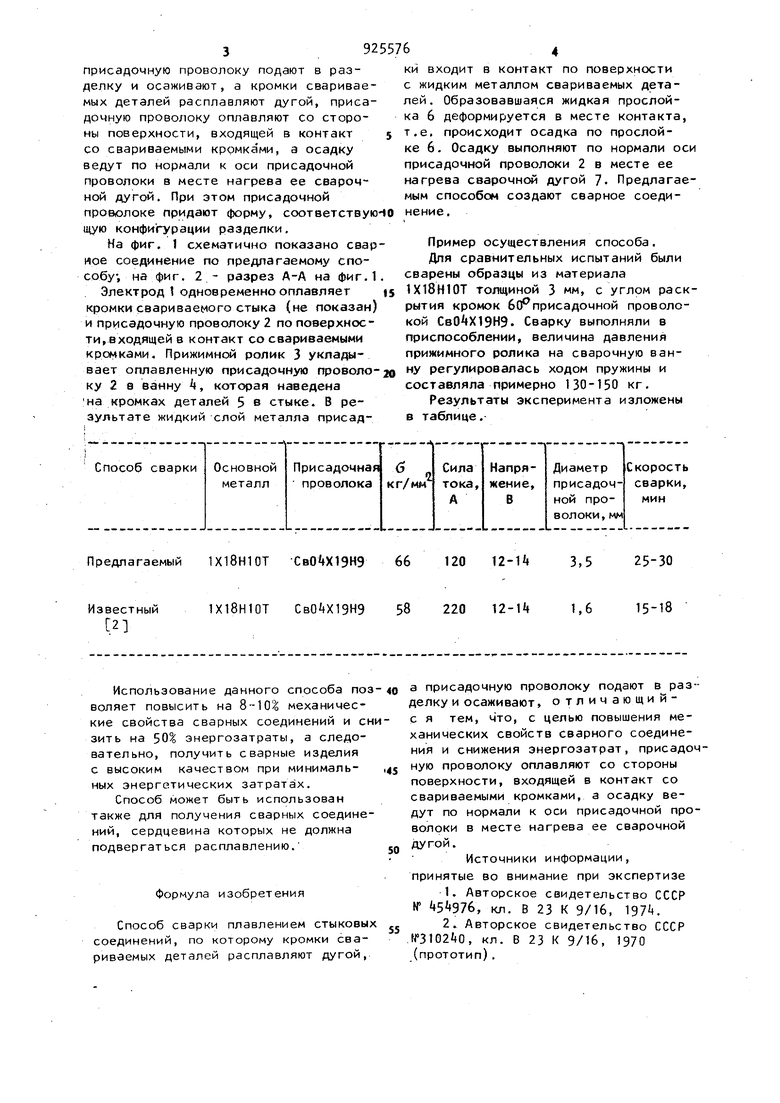
Предлагаемый 1Х18Н10Т СвО Х19Н9 66120 12-U
1Х18Н10Т Св04Х19Н9 58 220 12-Й
Известный
2 Использование данного способа по воляет повысить на 8-10 механические свойства сварных соединений и с зить на 50 энергозатраты, а следовательно, получить сварные изделия с высоким качеством при минимальных энергетических затратах. Способ может быть использован также для получения сварных соедине ний, сердцевина которых не должна подвергаться расплавлению. Формула изобретения Способ сварки плавлением стыковы соединений, по которому кромки свариваемых деталей расплавляют дугой,
3,525-30
15-18
