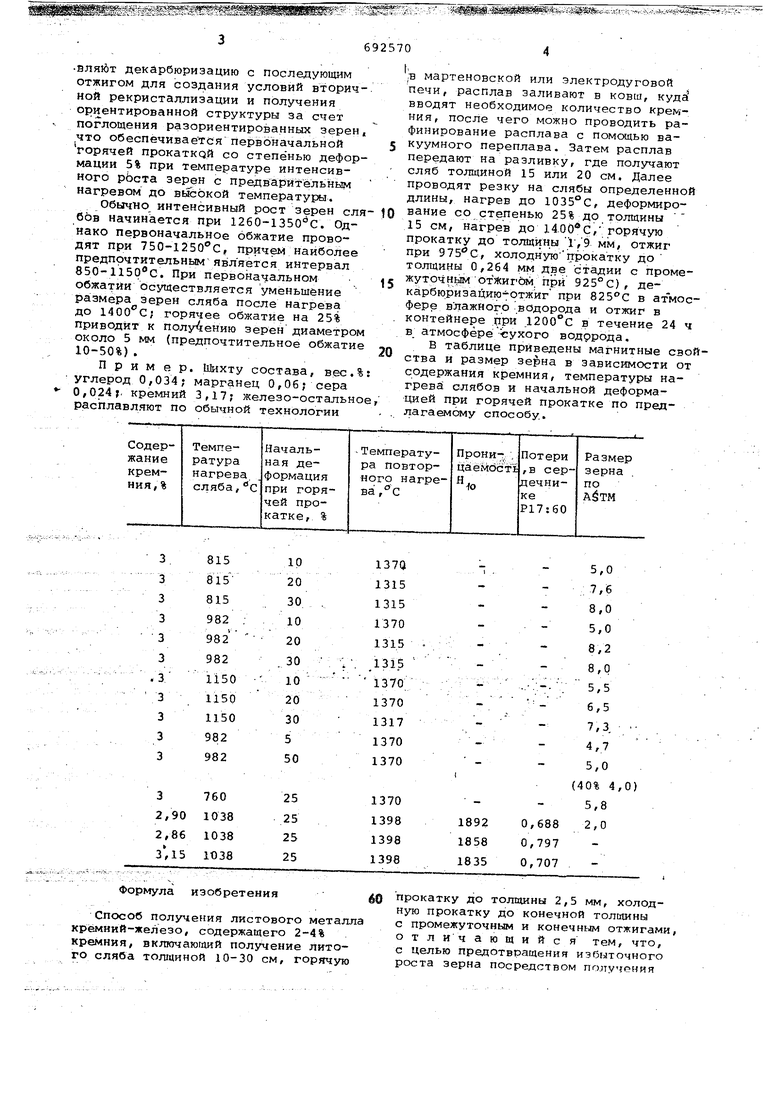
(54) СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО МЕТАЛЛА КРЕМНИЙ-ЖЕЛЕЗО вляйт декарбюриэацию с последующим отжигом для создания условий вторич ной рекристаллизации и получения ориентированной структуры за счет поглощения разориентированных зерен что обеспечивается первоначальной горячей прокаткой со степенью дефор мации 5% при температуре интенсивного рЬста зерен с предварительным нагревом до высокой температуры. Обычно интенсивный рост зерен сл бон начинается при 12бО-1350°С. Однако первоначальное обжатие проводят при 750-1250С, причем наиболее предпочтительнымявляется интервал 850-И5рс. При первоначальном обжатии осуществляется уменьщёние ра змера зерен сляба после нагрева до 1400С; горячее обжатие на 25% Приводит к получению зерен диаметро около 5 мм (предпочтительное обжати 10-50%). Пример. Шихту состава, вес углерод 0,034; марганец 0,06; сера 0,024 г кремний 3,17; железо-осталь расплавляют по обычной технологии ;-в мартеновской или электродуговой печи, расплав заливают в ковш, куда вводят необходимое количество кремния, после чего можно проводить рафинирование расплава с помощью вакуумного переплава. Затем расплав передают на разливку, где получают сляб толщиной 15 или 20 см. Далее проводят резку на слябы определенной длины, нагрев до 1035°С, деформирование со степенью 25% др толщины 15 см, нагрев до 14., горячую прокатку до толщины Г,9 мм, отжиг при , холоднуюпрокатку до толщины 0,264 мм две стадии с промежуточнумотжигом; при 925° С), декарбюризайию-отжиг при 825°С в атмосфере влажногр водорода и отжиг в контейнере при 1200с в течение 24 ч в атмосфере сухого водррода. В таблице приведены магнитные свойства и размер зерна в зависимости от содержания кремния, температуры нагрева слябов и начальной деформацией при горячей прокатке по предлагаемому способу.

Формула изобретения
Способ получения листового металла кремний-железо, содержащего 2-4% кремния, включающий получение литого сляба толщиной 10-30 см, горячую
прокатку до толщины 2,5 мм, холодную прокатку до конечной толщины с промежуточным и конечным отжигами, отличающийс я тем, что, с целью предотвращения избыточного роста зерна посредством по.пучрния
литой столбчатой структуры, ориентированной внутрь от каждой поверхности литого сляба, создания ориентации структуры зерна (110) (001), повышения однородности магнитной проницаемости и потерь в сердечнике, горячую прокатку литого сляба сначала осуществляют при 750-1250®,С
со степенями деформации 5-50%, а затем - до толмины 2,5 мм при 1260ИОО С.
Источники инфо1 1ации, принятые во внимание при экспертизе
