Область техники, к которой относится изобретение
Настоящее изобретение относится к способу производства электротехнической листовой стали с ориентированной структурой для использования в стальных сердечниках трансформаторов, генераторов и другого электрического оборудования.
Уровень техники
В последние годы, благодаря повышенному интересу к рациональному расходованию энергии, возникла острая необходимость в трансформаторах, генераторах и другом электрическом оборудовании, характеризующемуся низкими потерями в сердечнике, небольшими размерами и малым весом. Удовлетворение этой потребности требует создания электротехнической тонколистовой стали с ориентированной структурой и высокой плотностью магнитного потока.
Благодаря заметным достижениям в технологии производства, в настоящее время можно производить электротехническую листовую сталь с ориентированной структурой толщиной 0,23 мм, имеющую плотность магнитного потока В8 (значение при напряженности магнитного поля 800 А/м), равную 1,92 Т и потери в сердечнике W 17/50 (значение при 50 Гц и максимальной плотности магнитного потока 1,7 Т), равные 0,85 Вт/кг.
Производство электротехнической листовой стали с ориентированной структурой, имеющей такие превосходные магнитные свойства, требует, во время окончательного отжига, образования текстуры вторичной рекристаллизации, в которой зерна после вторичной рекристаллизации сильно ориентированы в направлении {110} <001> (направление Госса).
Для образования текстуры вторичной рекристаллизации, которая сильно ориентирована в направлении Госса, необходимо (i) образовать структуру первичной рекристаллизации, способствующую предпочтительному росту вторично рекристаллизованных зерен, ориентированных в направлении Госса, (ii) и контролировать рост кристаллических зерен с нежелательной ориентацией, т.е. не являющейся ориентацией Госса, с помощью ингибитора во время процесса вторичной рекристаллизации.
Общей практикой является использование в качестве ингибитора выделения, например, AlN, Mn (S, Se) или Cu2 (S, Se) и дополнительное использование элемента для сегрегации на границах зерен, например Sn или Sb (см., например, патентную публикацию JP №S46-23820 (В) и патентную публикацию JP №S62-403515 (А)). Однако в способе производства, использующем ингибитор, высокая плотность магнитного потока не может быть получена без образования соответствующей структуры первичной рекристаллизации.
Для образования соответствующей структуры первичной рекристаллизации важно установить постоянный диаметр кристаллического зерна и совместить кристаллические зерна, ориентированные в направлении Госса, и кристаллические зерна, имеющие сходство соосной ориентации с ориентацией Госса, в направлении прокатки. Однако на эти факторы сильно влияют условия холодной прокатки. Исходя из этого, было предложено множество технологий холодной прокатки (см., например, патентную публикацию JP №S54-13846 (В) и JP №S54-29182 (В) и патентную публикацию JP №Н4-289121 (А)).
Холодную прокатку выполняют или с помощью реверсивной прокатки (см. патентную публикацию JP №S54-13846 (В)) или тандем-прокатки (см. патентную публикацию JP №S54-29182 (В)). В настоящее время в основном используют способ, представляющий собой реверсивную прокатку, при которой осуществляется деформационный нагрев и используется эффект старения, сопровождающий намотку рулона между проходами прокатки.
Листовая сталь с высоким содержанием Si имеет значительное сопротивление деформации. Следовательно, при реверсивной прокатке листовой стали с использованием рабочего валка большого диаметра высокая результирующая сила реакции при прокатке ограничивает предел обжатия. Однако при использовании рабочего валка малого диаметра площадь контакта с листовой сталью невелика, так что предел обжатия увеличивается, поскольку сила реакции при прокатке будет меньше любого заданного значения обжатия. Следовательно, при прокатке с высокой степенью обжатия полезно использовать рабочий валок малого диаметра (см. патентную публикацию JP №S50-37130 (В) и патентные публикации JP №Н2-282422 (А), JP №Н5-33056 (А) и №Н9-287025 (А)).
В общем, уменьшение диаметра рабочего валка увеличивает вероятность деформации валка и, следовательно, нежелательно из-за формы и магнитных свойств листовой стали. Однако прокатные станы Сендзимира и прокатные станы NMS, оборудованные 6-, 12- и 20-валковыми узлами, сконструированы так, что валки поддерживают рабочий валок во многих направлениях, препятствуя деформации валка и обеспечивая использование рабочего валка малого диаметра. По этой причине большинство электротехнических листовых сталей с ориентированной структурой производят с помощью многовалковых реверсивных прокатных станов.
Широко распространенными многовалковыми реверсивными прокатными станами являются прокатные станы Сендзимира, обычно прокатные станы ZR21 и ZR22. Для обеспечения качества прокатки тонколистовой стали эти прокатные станы обычно оборудуют небольшими рабочими валками диаметром 95 мм или менее. Например, патентная публикация JP №Н9-287025 (А) описывает варианты выполнения, использующие рабочие валки диаметром 80 мм и 90 мм.
Как показано на фиг.1(а), прокатные станы Сендзимира, представленные станами ZR21 и ZR22, смонтированы в моноблочных корпусах. В случае моноблочного корпуса внутри корпуса в наличии имеется только фиксированное свободное пространство. Поэтому при замене рабочего валка диаметр валка, который может быть установлен, ограничен.
В отличие от этого, как показано на фиг.1(b), в случае прокатного стана Сендзимира, установленного в разъемном корпусе, пространство внутри корпуса может быть отрегулировано перемещением половин корпуса по вертикали. Это позволяет изменять диаметр рабочего валка в соответствии с типом, толщиной и другими параметрами листовой стали, а также условиями прокатки. Последние достижения в области оборудования и технологий эксплуатации совместно с разработкой стана NMS позволяют использовать рабочие валки диаметром 95 мм и более.
На этом фоне заявитель исследовал влияние диаметра рабочего валка на магнитные свойства.
Было установлено, что магнитные свойства улучшаются при диаметре рабочего валка 95-170 мм. Поэтому была разработана технология производства электротехнической листовой стали с ориентированной структурой, имеющей превосходные магнитные свойства, используя реверсивный многовалковый прокатный стан с диаметром рабочего валка 95-170 мм (см. патентные публикации JP №2001-192732 (А) и JP №2002-129234 (А)).
Раскрытие изобретения
Технология, описываемая в патентной публикации JP №2001-192732 (А), предназначена для улучшения магнитных свойств электротехнической листовой стали с ориентированной структурой, используя рабочий валок диаметром 95-170 мм. Она направлена на использование преимущества рабочего валка малого диаметра, т.е. на высокую степень обжатия, а не на улучшение производительности.
Японская патентная публикация JP №2002-129234 (А) основана на данных из области металлургии о том, что «рабочий валок большого диаметра многовалкового стана производит заметный эффект при последующих проходах прокатки, и описывает технологию производства электротехнической листовой стали с ориентированной структурой с использованием многовалкового стана, оборудованного разъемным корпусом, в котором последующие проходы прокатки выше выполняются рабочим валком большого диаметра, а предыдущие проходы выполняются рабочим валком, замененным валком малого диаметра. Другими словами, она описывает способ использования рабочего валка большого диаметра при последующих проходах прокатки.
Однако при этом способе начальный проход холодной прокатки, при котором по существу требуется обжатие большой толщины, также выполняется с помощью валка большого диаметра, так что недостаток значительного ограничения захвата валками и другие аспекты прокатки проявляются уже при начальном проходе.
Считалось, что при холодной прокатке электротехнической листовой стали с ориентированной структурой использование рабочего валка малого диаметра, например валка диаметром 90 мм и менее, ухудшает, а не улучшает магнитные свойства. Однако настоящее изобретение направлено на то, чтобы максимально использовать характеристики интенсивного обжатия с помощью рабочего валка малого диаметра и получить структуру первичной рекристаллизации, которая показывает одинаковый диаметр кристаллических зерен и в которой кристаллические зерна, ориентированные в направлении Госса, и кристаллические зерна, имеющие сходство соосной ориентации с ориентацией Госса, совмещены в направлении прокатки.
Цель настоящего изобретения состоит в том, чтобы создать способ производства электротехнической листовой стали с ориентированной структурой, который решает эту задачу.
Авторы изобретения обратили внимание на то, что прокатный стан Сендзимира, оборудованный разъемным корпусом, позволяет заменять рабочий валок в соответствии с типом, толщиной и другими параметрами листовой стали, а также условиями прокатки.
Авторы изобретения в дальнейшем установили, что, выполняя прокатку с использованием рабочего валка малого диаметра с последующей прокаткой с использованием валка большого диаметра, можно образовать структуру рекристаллизации, которая показывает одинаковый диаметр кристаллических зерен и в которой кристаллические зерна, ориентированные в направлении Госса, и кристаллические зерна, имеющие сходство соосной ориентации с ориентацией Госса, совмещены в направлении прокатки.
Кроме того, авторы изобретения установили, что еще более предпочтительную структуру первичной рекристаллизации можно образовать, выполняя старение между проходами во время прокатки, используя рабочий валок большого диаметра.
Настоящее изобретение создано на основе упомянутых выше данных, и его сущность изложена ниже.
(1) Способ производства электротехнической листовой стали с ориентированной структурой, включающий:
нагрев сляба, содержащего, мас.%: C 0,025-0,10, Si 2,5-4,5, Mn 0,03-0,55 и Al 0,007-0,040, до 1100-1450°С и выше;
горячую прокатку сляба для получения горячекатаного листа;
отжиг горячекатаного листа;
многократную холодную прокатку отожженного листа в реверсивном многовалковом прокатном стане с разъемным корпусом; и
первичный рекристаллизационный отжиг и последующий вторичный рекристаллизационный отжиг холоднокатаного листа,
при этом в способе:
(a) первую холодную прокатку или первую и вторую холодную прокатки выполняют, используя рабочий валок малого диаметра при диаметре от 55 мм до менее 105 мм;
(b) холодную прокатку со второй или третьей по предпоследнюю выполняют, используя рабочий валок большого диаметра при диаметре от 105 мм до менее 150 мм; и
(c) окончательную холодную прокатку выполняют, используя малый рабочий валок, диаметр которого меньше диаметра рабочего валка большого диаметра.
(2) Способ производства электротехнической листовой стали с ориентированной структурой согласно п.(1), в котором диаметр рабочего валка малого диаметра составляет 70-95 мм.
(3) Способ производства электротехнической листовой стали с ориентированной структурой согласно п.(1), в котором диаметр рабочего валка большого диаметра составляет от 115 мм до менее 150 мм.
(4) Способ производства электротехнической листовой стали с ориентированной структурой согласно любому из п.п.(1)-(3), в котором диаметр рабочего валка малого диаметра, используемого при окончательной холодной прокатке, составляет от 55 мм до менее 105 мм.
(5) Способ производства электротехнической листовой стали с ориентированной структурой согласно любому из п.п.(1)-(4), в котором старение между проходами выполняют при 100-350°С в течение 1 минуты или более во время холодной прокатки со второй или третьей по предпоследней.
(6) Способ производства электротехнической листовой стали с ориентированной структурой согласно п.(5), в котором старение выполняют, используя деформационный нагрев.
(7) Способ производства электротехнической листовой стали с ориентированной структурой согласно любому из п.п.(1)-(6), в котором число холодных прокаток составляет от 3 до 7.
Краткое описание чертежей
Фиг.1 - схемы, показывающие конструкции прокатного стана Сендзимира, на которых (a) показывает стан, установленный в моноблочный корпус, и (b) показывает стан, установленный в разъемный корпус.
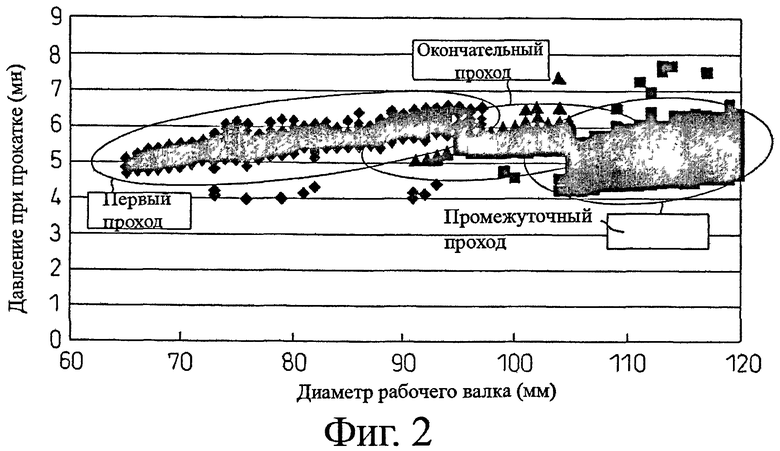
Фиг.2 - график, показывающий изменение давления при прокатке в зависимости от диаметра рабочего ролика.
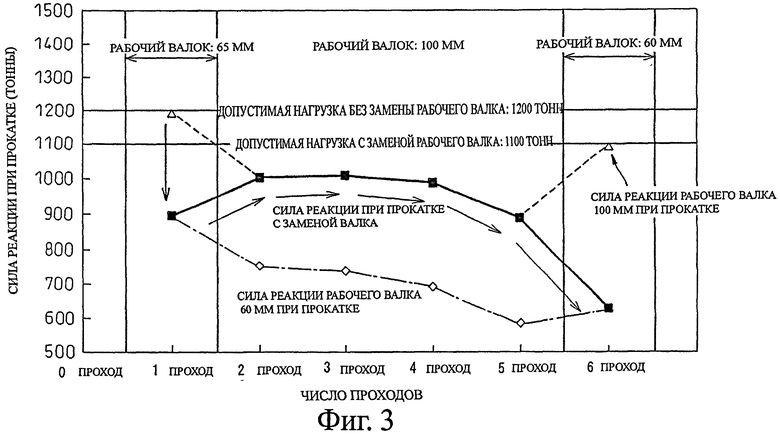
Фиг.3 - график, показывающий изменение силы реакции при прокатке в случае, когда при первом проходе был использован рабочий валок малого диаметра, и при промежуточных проходах со второго по пятый был использован рабочий валок большого диаметра.
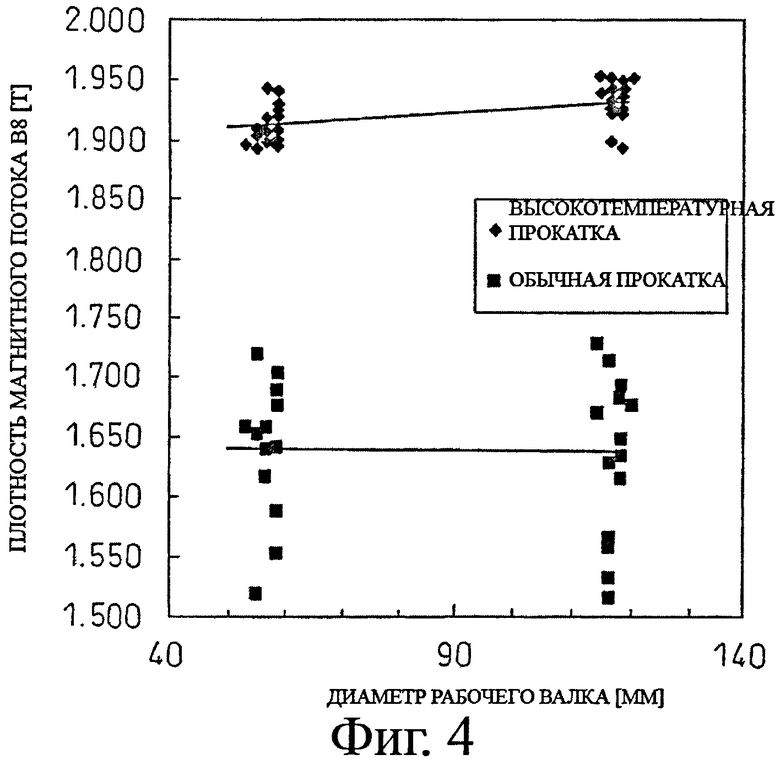
Фиг.4 - график, показывающий изменение плотности магнитного потока В8 в зависимости от диаметра рабочего валка (мм).
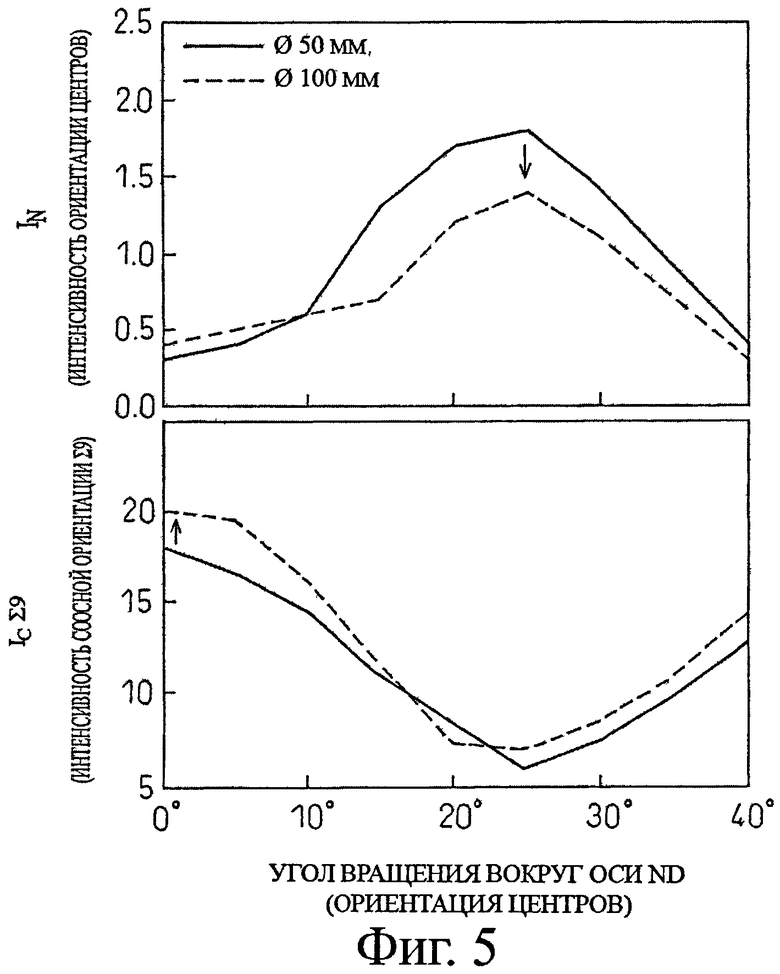
Фиг.5 - график, показывающий изменение интенсивности ориентации Госса (IN) и интенсивности соосной ориентации ∑9 (Ic∑9) в зависимости от угла вращения вокруг оси ND.
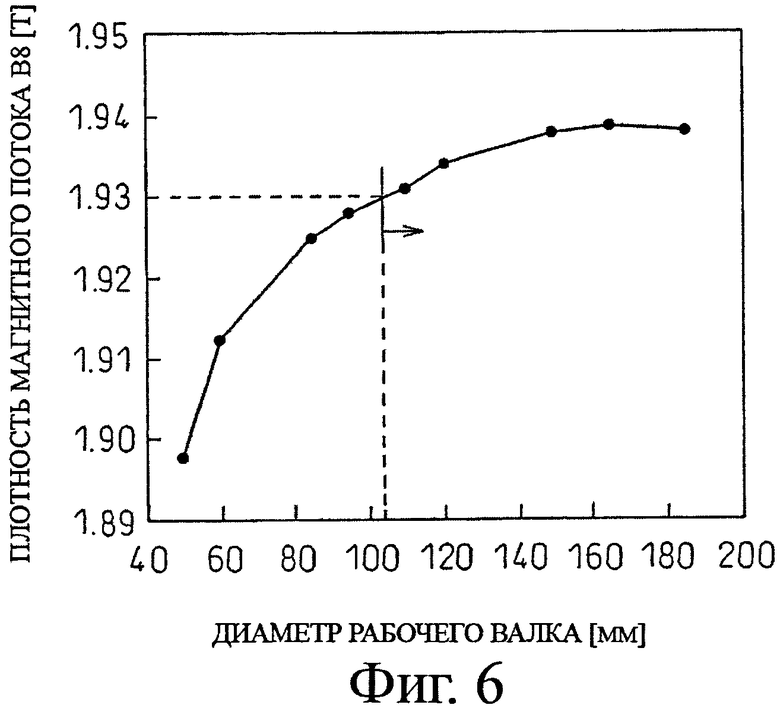
Фиг.6 - схема, показывающая изменение плотности магнитного потока В8 в зависимости от диаметра рабочего валка (мм).
Осуществление изобретения
Авторы изобретения нагрели сляб из электротехнической стали, содержащей, мас.%: C 0,005, Si 3,3, Mn 0,1, S 0,07, Al 0,0282, N 0,0070 и Sn 0,07, до 1150°С, подвергли сляб горячей прокатке для получения горячекатаного листа толщиной 1,8 мм,
отожгли горячекатаный лист при 1100°С и 6 раз подвергли отожженный лист холодной прокатке до суммарного обжатия 90% в реверсивном многовалковом прокатном стане с разъемным корпусом, получив стальной лист толщиной 0,18 мм. Между прокатками было выполнено надлежащее старение в течение 5 минут при 200°С.
Во время многократного выполнения процесса первая холодная прокатка (далее иногда именуемая «первый проход») и окончательная холодная прокатка (далее иногда именуемая «окончательный проход») были выполнены с использованием рабочих валков различного диаметра в диапазоне 65-97 мм, и были измерены давления при прокатке. Кроме того, прокатки со второй по предпоследнюю (далее иногда называемые «промежуточные проходы») были выполнены с использованием рабочих валков различного диаметра в диапазоне 95-180 мм, и были измерены давления при прокатке. Режим прохода был одним и тем же во всех случаях. Результаты показаны на фиг.2.
Из фиг.2 видно, что диапазон давления при прокатке рабочими валками диаметром 65-97 мм (далее иногда называемые «рабочие валки малого диаметра») и диапазон давления при прокатке рабочими валками диаметром 95-180 мм (далее иногда называемые «рабочие валки большого диаметра») были по существу одинаковыми.
Эффективность прокатки в реверсивном прокатном стане может быть увеличена за счет увеличения обжатия на проход, но при этом существует тенденция к нестабильности захвата валками и повышению риска поломки. Поэтому при отдельных проходах установлено предельное обжатие для каждой группы толщин листа, температур и других условий.
Для выполнения наиболее эффективного обжатия при каждом проходе, в то же время, поддерживая силу реакции при прокатке в пределах несущей способности подшипников и других компонентов стана, необходимо, как показано на фиг.2, использовать при первом проходе рабочий валок малого диаметра.
Это означает, что даже при использовании рабочих валков малого диаметра в начальных проходах прокатки, где требуется высокая степень обжатия (первый и второй проходы), и в окончательном проходе, при котором должен быть прокатан упрочненный стальной лист, прокатка возможна примерно при таком же давлении прокатки, как в случае использования рабочего валка большого диаметра в промежуточных проходах.
Фиг.3 показывает изменение силы реакции при прокатке в 6-проходном режиме, когда в первом проходе был использован рабочий валок малого диаметра 65 мм, в промежуточных проходах со второго по пятый был использован рабочий валок большого диаметра 100 мм и в окончательном (шестом) проходе был использован рабочий валок малого диаметра 60 мм.
Для сравнения чертеж также показывает силы реакции при прокатке для случая, когда рабочий валок большого диаметра 100 мм был использован в первом и окончательном проходах (см. Δ на чертеже), и случая, когда рабочий валок малого диаметра 60 мм был использован в промежуточных и окончательном проходах (второй и все последующие проходы) (см. ◊ на чертеже).
Сила реакции при прокатке в первом проходе, использующем небольшой валок, составляла 900 т, что намного ниже допустимого давления при прокатке 1200 т. Несмотря на то, что сила реакции при прокатке в промежуточных проходах повысилась из-за использования рабочего валка большого диаметра 100 мм, сила составила примерно 1000 т, в то время как в окончательном проходе увеличение, из-за использования рабочего валка большого диаметра 100 мм, составило примерно 1100 т.
В этом случае допустимое давление при прокатке составляло 1100 т на протяжении всей прокатки, что значительно ниже по сравнению с допустимым давлением при прокатке 1200 т (= силе реакции при прокатке в первом проходе), когда во всех проходах был использован рабочий валок большого диаметра 100 мм.
Несмотря на то, что допустимое давление при прокатке изменяется в зависимости от диаметра рабочего валка, из фиг 3 видно, что допустимое давление при прокатке может быть значительно уменьшено за счет соответствующего выбора диаметров рабочего валка малого диаметра и рабочего валка большого диаметра. В результате число проходов, необходимых для прокатки до требуемой толщины листа, может быть уменьшено и можно не допустить разрушения листа, обеспечивая заметное повышение производительности.
Данные, полученные заявителем (см. патентные публикации JP №2001-192732 (А) и JP №2002-129234 (А)), показывают, что магнитные свойства электротехнической листовой стали могут быть улучшены за счет выполнения прокатки, использующей рабочий валок большого диаметра, и выполнения сопутствующего старения, использующего деформационный нагрев.
Фиг.4 показывает плотность магнитного потока В8 [Т] электротехнической листовой стали толщиной 0,23 мм, изготовленной прокаткой рабочими валками малого диаметра 50-60 мм и плотность магнитного потока В8 [Т] электротехнической листовой стали толщиной 0,23 мм, изготовленной прокаткой рабочими валками большого диаметра 110-120 мм. Плотности магнитного потока в случае высокотемпературного деформационного нагрева при прокатке показаны выше, а плотности магнитного потока в случае обычной прокатки без старения показаны ниже.
Видно, что плотность магнитного потока В8 [Т] не улучшилась, когда рабочий валок малого диаметра был заменен рабочим валком большого диаметра при обычной прокатке, но плотность магнитного потока В8 [Т] улучшилась, когда была выполнена высокотемпературная прокатка с использованием рабочего валка большого диаметра.
В начальных проходах прокатки (первый и второй проходы) трудно ожидать эффекта улучшения плотности магнитного потока за счет использования рабочего валка большого диаметра, поскольку температура листовой стали еще не достигла максимума.
При деформационном нагреве для увеличения температуры листа обычной практикой является уменьшение количества подаваемого охлаждающего масла. Однако принимая во внимание необходимость обеспечить минимальное требуемое смазочное действие и предотвратить задир валков, в начальных проходах прокатки (первый и второй проходы) сложно достичь диапазона температур, при которых, как можно ожидать, рабочий валок большого диаметра обеспечивает эффект улучшения плотности магнитного потока.
Следовательно, основным принципом настоящего изобретения является использование рабочего валка малого диаметра при начальных проходах прокатки для выполнения прокатки с высокой степенью обжатия при низком давлении прокатки, рабочего валка большого диаметра при промежуточных проходах, что улучшает плотность магнитного потока при совместном использования старения с помощью деформационного нагрева. Кроме того, рабочий валок малого диаметра используют при окончательном проходе холодной прокатки для обжатия холоднокатаной листовой стали до требуемой толщины листового материала.
Таким образом, настоящее изобретение устанавливает режим проходов прокатки, который имеет различия при использовании рабочих малых и больших валков с учетом их соответствующего действия и эффектов. Настоящее изобретение характеризуется этой особенностью.
То обстоятельство, что плотность магнитного потока улучшается при использовании рабочего валка большого диаметра при промежуточных проходах, было установлено авторами изобретения следующим образом.
Образцы для испытаний, взятые на 1/5 толщины листовой стали толщиной 50 мм и 110 мм, подвергнутой первичному рекристаллизационному отжигу, были подвергнуты рентгеновскому анализу и анализу с помощью способа SGH (Harase et al.: Journal of the Japan Institute of Metals, т.29, №7, стр.552) для определения интенсивности ориентации Госса (IN) и интенсивности соосной ориентации ∑9 (Ic∑9) вокруг оси ND. Результаты показаны на фиг.5.
Из фиг.5 видно, что при использовании в промежуточных проходах рабочего валка большого диаметра (см. штрихпунктирную кривую на чертеже) интенсивность IN ухудшается и Ic∑9, центрируемая по оси ND, резко увеличивается в районе 25°.
При производстве электротехнической листовой стали с ориентированной структурой с высокой плотностью магнитного потока от структуры первичной рекристаллизации требуются следующие характеристики:
(i) устойчивая ориентация Госса и (ii) отчетливая соосная ориентация ∑9 для предпочтительного роста зерен, ориентированных в направлении Госса.
Из фиг.5 ясно, что использование рабочего валка большого диаметра в промежуточных проходах приводит к образованию соответствующей текстуры первичной рекристаллизации, идеальной для повышения интенсивности ориентации Госса текстуры вторичной рекристаллизации.
Несмотря на то, что вышеуказанные результаты относятся к способу низкотемпературного нагрева сляба с AlN в качестве ингибитора, авторы изобретения также выполнили аналогичное исследование в отношении высокотемпературного нагрева сляба, используя в качестве ингибиторов MnS, AlN+MnS (MnSe) и дополнительно используя Sn, Sb, Cu и подобные элементы в качестве вспомогательных ингибиторов.
Результаты показали, что эффект улучшения плотности магнитного потока при использовании рабочего валка большого диаметра в промежуточных проходах обычно можно было наблюдать в композитных системах, использующих AlN в качестве ингибитора. Напротив, никакого подобного эффекта не наблюдалось в композитных системах, не содержащих AlN.
AlN имеет более сильный эффект замедления, чем MnS (MnSe), и является термически стабильным. Предполагают, что по этой причине текстура первичной кристаллизации эффективно улучшает плотность магнитного потока даже когда высокотемпературную прокатку, использующую рабочий валок большого диаметра, выполняют при промежуточных проходах.
Несмотря на то, что не ясен механизм, определяющий взаимосвязь между диаметром рабочего валка и образованием структуры первичной рекристаллизации, заявитель выдвинул следующее предположение (см. патентные публикации JP №2001-192732 (А) и JP №2002-129234 (А)).
При использовании при промежуточных проходах рабочего валка малого диаметра компонент деформации сдвига на участке поверхности листовой стали увеличивается, так что после первичной рекристаллизации (см. Kono et al.: Iron and Steel, 68 (1982 г.) стр.58) плоскость (110) усиливается, а плоскость (111) ослабевает. В это время в плоскости (110) группа ориентации, вращающаяся вокруг оси ND из ориентации Госса, увеличивается и создает нежелательную текстуру.
Усиление этой структуры эффективно повышает плотность магнитного потока. Следовательно, в настоящем изобретении, которое использует рабочий валок малого диаметра при начальной прокатке (первый проход или первый и второй проходы) для улучшения производительности, рабочий валок большого диаметра используют при промежуточных проходах для усиления текстуры первичной рекристаллизации с целью получения текстуры, предпочтительной для повышения плотности магнитного потока.
Теперь будет объяснен химический состав сляба из электротехнической стали, используемой в настоящем изобретении (сляб из электротехнической стали изобретения), и предпочтительного состава. Если не указано иначе, символ %, используемый в отношении содержания элемента, означает мас.%.
Al - элемент, необходимый в качестве ингибирующего компонента. Содержание Al 0,007% и более необходимо для обеспечения требуемого количества ингибитора и получения высокой плотности магнитного потока. С другой стороны, излишнее содержание Al ухудшает производительность из-за увеличения времени нагрева сляба, необходимого при термообработке с образованием твердого раствора. По этой причине верхний предел содержания составляет 0,040%.
Если сляб из электротехнической стали должен быть нагрет до высокой температуры, AlN должен быть образован за счет выполнения отжига перед окончательной холодной прокаткой. Следовательно, в этом случае требуется, чтобы сляб из электротехнической стали содержал N примерно 0,003-0,020%. С другой стороны, если должен быть выполнен низкотемпературный нагрев сляба, добавление N в сляб из электротехнической стали не является необходимым, поскольку AlN образуется при азотировании, следующем за первичной рекристаллизацией. По этой причине содержание N в слябе из электротехнической стали специально не определяется настоящим изобретением.
C - важный элемент для образования аустенита. Необходимое содержание С составляет 0,025% и более. Излишнее содержание С затрудняет обезуглероживание, верхний предел составляет 0,10%.
Содержание Si должно составлять 2,5% и более, чтобы обеспечить требуемое электрическое сопротивление и получить надлежащую характеристику потерь в сердечнике. Однако излишне высокое содержание Si увеличивает твердость листовой стали. Это затрудняет холодную прокатку, и верхний предел содержания составляет 4,5%.
Mn - элемент, входящий в состав как неизбежный компонент. Его добавляют до содержания 0,03% или более, поскольку он увеличивает ударную вязкость. Если содержание Mn слишком высокое, обильное образование MnS и/или MnSe делает затруднительным термообработку с образованием твердого раствора даже при высокотемпературном нагреве сляба. По этой причине верхний предел содержания составляет 0,55%.
S и Se соединяются с Mn для образования MnS и MnSe, причем они оба действуют как ингибиторы. Следовательно, S и Se добавляют соответствующим образом, принимая во внимание тип используемых ингибиторов. Предпочтительное количество добавки составляет 0,01-0,04%, по отдельности и совместно.
Высокотемпературный нагрев сляба необходим для мелкозернистого выделения MnS и MnSe. В случае низкотемпературного нагрева сляба необходимы мелкозернистые MnS и MnSe, поскольку AlN вводят в качестве ингибитора при последующем азотировании. В этом случае содержание S и Se предпочтительно составляет 0,015% и менее, поэтому настоящее изобретение специально не определяет содержание S и Se в слябе из электротехнической стали.
Помимо вышеуказанных элементов один или несколько элементов из Sn, Sb, Cu, Ni, Cr, P, V, В, Bi, Mo, Nb и Ge могут быть добавлены в целях улучшения магнитных свойств в соответствующих количествах в пределах диапазонов, которые не ухудшают механические свойства или свойства поверхности листовой стали.
Далее будут объяснены условия способа производства. Сляб из электротехнической стали изобретения может быть слябом, изготавливаемым с помощью обычного способа производства. После придания требуемых размеров и формы сляб из электротехнической стали нагревают до 1100-1450°С в нагревательной печи и подвергают горячей прокатке. Нагревательная печь может быть обычной газовой нагревательной печью, индукционной печью или электрической печью сопротивления. Сляб из электротехнической стали, нагретый до 1100-1450°С, подвергают горячей прокатке до получения горячекатаного листа требуемой толщины, отжигают и подвергают многократной холодной прокатке, используя реверсивный многовалковый прокатный стан с разъемный корпусом. Во время холодной прокатки между прокатками может быть выполнено старение. Старение может использовать как деформационный нагрев, так и другое средство нагрева. При этом температура и продолжительность старения могут быть надлежащим образом выбраны в пределах обычных диапазонов; температуры 100-350°С и продолжительность, равная 1 мин, являются предпочтительными.
При необходимости перед окончательной холодной прокаткой холоднокатаная листовая сталь может быть отожжена при обычных условиях. Если должен быть выполнен высокотемпературный нагрев сляба, этот отжиг является обязательным для мелкозернистого выделения соответствующего количества AlN (ингибитор) в листовом материале.
С другой стороны, если должен быть выполнен низкотемпературный нагрев сляба, хотя отжиг для выделения AlN и не является необходимым, отжиг может быть выполнен перед окончательной холодной прокаткой, чтобы получить выделение карбида и/или растворить С в твердом растворе, что является более эффективным для старения, выполняемого между проходами.
Далее листовую сталь подвергают холодной прокатке, используя реверсивный многовалковый прокатный стан с разъемным корпусом. В это время холодную прокатку предпочтительно выполняют при суммарном обжатии 81% и более, чтобы окончательно образовать текстуру вторичной рекристаллизации с четкой ориентацией Госса и получить высокую плотность магнитного потока.
Если старение выполняется между проходами, важно выдерживать холоднокатаный лист при 100-350°С в течение 1 мин и более.
Как было указано выше, настоящее изобретение характеризуется тем, что оно устанавливает режим проходов прокатки, который обеспечивает различное использование малых и больших рабочих валков с учетом их соответствующего действия и эффектов. Другими словами, настоящее изобретение основано на технической концепции использования различного действия и эффектов рабочего валка малого диаметра и рабочего валка большого диаметра в процесс производства электротехнической листовой стали.
Кроме того, настоящее изобретение характеризуется использованием реверсивного многовалкового прокатного стана с разъемным корпусом для использования этой технической концепции (см. фиг.1(b)).
В случае моноблочного корпуса, показанного на фиг.1(а), несмотря на то, что диаметр рабочего валка может быть изменен за счет замены промежуточного валка, диаметр может быть изменен только в пределах небольшого диапазона, равного примерно 10 мм и для замены валков потребуются значительные трутовые затраты.
В отличие от этого в случае разъемного корпуса, показанного на фиг.1(b), рабочий валок по существу другого диаметра может быть установлен за счет подъема и опускания верхней и нижней половин корпуса, чтобы отрегулировать размер отверстия. Кроме того, отсутствие подушки валка в многовалковом прокатном стане обеспечивает быструю замену рабочих валков в процессе прокатки без снижения производительности.
Реверсивные многовалковые прокатные станы с разъемным корпусом оборудованы 6-, 12- и 20-валковыми узлами (прокатные станы Сендзимир, NMS и другие подобные станы) для обеспечения высокотемпературной прокатки при промежуточных проходах и стабильной прокатки тонкого листа при окончательном проходе.
Диаметры рабочего валка малого диаметра, используемые для выполнения высокотемпературной прокатки при низком давлении прокатки при начальной прокатке и рабочего валка малого диаметра, используемые для последующего обжатия холоднокатаной листовой стали в окончательном проходе, должны быть меньше диаметра рабочего валка большого диаметра, используемого в промежуточных проходах.
С учетом этого, а также данных, представленных на фиг.2 и 3, диаметр рабочего валка малого диаметра составляет от 55 мм до менее 105 мм.
Если диаметр меньше 55 мм, жесткость валка будет недостаточной и валок может разрушиться, даже если он опирается на опорный ролик. По этой причине диаметр рабочего валка малого диаметра составляет 55 мм и более. Но если диаметр составляет 105 мм и более, повышение предела обжатия ухудшается так, что не удается получить никаких преимуществ при использовании рабочего валка малого диаметра. По этой причине верхний предел диаметра рабочего валка, используемого при первой и окончательной холодной прокатках, составляет менее 105 мм.
Для получения определенного улучшения предела обжатия без разрушения валка диаметр рабочего валка при первой и окончательной холодной прокатках предпочтительно составляет 70-95 мм.
Для получения превосходных магнитных свойств диаметр рабочего валка, используемый для промежуточных проходов, начиная со второго или третьего прохода, должен быть больше диаметра при первой и окончательной холодной прокатках. Поэтому диаметр промежуточного рабочего валка составляет 105 мм или более.
Фиг.6 показывает, как изменяется плотность магнитного потока В8 [Т] в зависимости от диаметра рабочего валка, используемого при промежуточных проходах. Как показано на фиг.6, использование рабочего валка диаметром 185 мм или более при промежуточных проходах, начиная со второго или третьего прохода, обеспечивает эффективную высокотемпературную прокатку и получение плотности магнитного потока 1,93 Т и более, требуемой для электротехнической листовой стали с ориентированной структурой с высокой плотностью магнитного потока. Однако при диаметре 150 мм и более плотность магнитного потока имеет тенденцию к насыщению.
Нельзя ожидать, что рабочий валок чрезмерно большого диаметра дополнительно усилит плотность магнитного потока, причем прокатный стан больших размеров требует увеличения затрат на техническое обслуживание, управленческих расходов и других расходов на оборудование, а также усложняет замену валков. Поэтому верхний предел диаметра рабочего валка, используемого в промежуточных проходах, начиная со второго или третьего проходов, составляет менее 150 мм.
Несмотря на то, что диаметра рабочего валка, используемого в промежуточных проходах, начиная со второго или третьего проходов, составляет от 105 мм до менее 150 мм, более предпочтительным является диапазон от 15 мм до менее 150 мм с точки зрения надежного получения плотности магнитного потока более 1,93 Т и обеспечения оптимальной управляемости прокатного стана.
В настоящем изобретении рабочий валок малого диаметра используют при окончательном проходе для дополнительной прокатки холоднокатаного стального листа до требуемой толщины. Можно выбрать рабочий валок малого диаметра, который позволяет обжимать лист до толщины 0,18 мм и менее. Достаточно, чтобы диаметр рабочего валка малого диаметра, используемый при окончательном проходе, был меньше диаметра, используемого при промежуточных проходах, начиная со второго или третьего прохода. Однако принимая во внимание силу реакции при прокатке, предпочтительным является диапазон от 55 м до менее 105 мм, подобно рабочему валку, используемому при начальной прокатке.
В настоящем изобретении, несмотря на то, что меньшее число проходов холодной прокатки предпочтительно с точки зрения производительности, нет необходимости специально определять число проходов, поскольку подходящее число проходов зависит от типа стали. Предпочтительное число проходов составляет от 3 от 7.
После завершения окончательной прокатки листовую сталь обезжиривают и затем подвергают обезуглероживанию и отжигу, включая первичную рекристаллизацию. Если температура нагрева сляба из электротехнической стали составляет 1250°С и менее (низкотемпературный нагрев сляба), между первичной рекристаллизацией и вторичной рекристаллизацией выполняют азотирование, чтобы образовать AlN, который действует как ингибитор.
Азотирование выполняют в процессе окончательного отжига (см. патентную публикацию JP №S60-179885 (А)) или при отжиге стали во время прохождения через газовую смесь «водород + азот + аммиак» (см. см. патентную публикацию JP №H1-82393 (А)). Количество азота, требующееся для надежного роста зерен при вторичной рекристаллизации, составляет 120 млн-1 и более, предпочтительно 120 млн-1 и более. Контроль первичной рекристаллизации дополнительно улучшает магнитные свойства (см. патентную публикацию JP №H1-82939 (А)).
Далее листовую сталь покрывают изолирующим веществом для отжига, состоящим в основном из шлама MgO, сворачивают в рулон и подвергают окончательному отжигу. Несмотря на то, что на листовую сталь при необходимости наносят изолирующее покрытие, магнитные свойства могут быть улучшены, если подвергнуть сталь обработке магнитного домена с помощью лазерного, плазменного или механического способа, травления или другого способа.
Примеры
Далее будут приведены демонстрационные примеры настоящего изобретения. Следует отметить, что условия, используемые в примерах, предназначены только для иллюстративных целей и настоящее изобретение ни в коей мере ими не ограничивается.
Слябы a-f из электротехнической стали, имеющей состав, показанный в таблице 1, были нагреты при температурах нагрева слябов, показанных в таблице 2, и подвергнуты горячей прокатке в горячекатаные листы толщиной 2,0-2,8 мм. В таблице 2a, b и с - случаи высокотемпературного нагрева слябов и d, е и f - случаи низкотемпературного нагрева слябов.
Горячекатаные листы из таблицы 2 были подвергнуты холодной прокатке в реверсивном многовалковом прокатном стане с разъемным корпусом при условиях прокатки, показанных в таблице 3. Старение было выполнено между проходами при 200-350°С в течение 1 мин и более, используя деформационный нагрев.
Каждый полученный холоднокатаный лист был подвергнут обезуглероживающему отжигу обычным способом, покрыт оксидом магния обычным способом, при наличии изолирующего покрытия подвергнут окончательному отжигу, правке и сушке для получения листового материала, после чего была измерена плотность магнитного потока (В8). Листовой материал был подвергнут контролю магнитного домена с помощью механического процесса и были измерены потери в сердечнике (W 17/50). Результаты показаны в таблице 3.
В сравнительном образце в строке «a» таблицы 3 прокатка была невозможна, поскольку диаметр рабочего валка малого диаметра составлял 50 мм и был меньше нижнего предела 55 мм, определенного настоящим изобретением.
В сравнительном образце в строке «b», хотя прокатка и была возможна, характеристика потерь в сердечнике была хуже, поскольку диаметр рабочего валка малого диаметра составлял 54 мм и был меньше нижнего предела 55 мм, определенного настоящим изобретением, и диаметр рабочего валка большого диаметра составлял 95 мм и был меньше нижнего предела 105 мм, определенного настоящим изобретением.
В сравнительном образце в строке «c» диаметр рабочего валка малого диаметра составлял 110 мм и был больше верхнего предела, составляющего менее 105 мм, как определено настоящим изобретением, и диаметр рабочего валка большого диаметра составлял 150 мм и был больше верхнего предела, составляющего менее 150 мм, как определено настоящим изобретением. Поскольку оба валка были валками большого диаметра, обслуживание прокатного стана требовало много времени, и поэтому производительность была ниже.
В сравнительном образце «е» диаметр рабочего валка малого диаметра составлял 109 мм и был больше верхнего предела, составляющего менее 105 мм, как определено настоящим изобретением. Поскольку число проходов увеличилось, производительность, в результате, была хуже.
Промышленная применимость
Как объясняется выше, по настоящему изобретению можно без снижения производительности изготавливать электротехническую листовую сталь с ориентированной структурой толщиной 0,23 мм и менее с превосходными магнитными свойствами. Настоящее изобретение в значительной степени способствует снижению потерь в сердечнике, уменьшению размеров и веса трансформаторов, генераторов и другого электрического оборудования, и его можно применять в отрасли промышленности, производящей электрическое оборудование.
Изобретение предназначено для улучшения магнитных свойств стали при увеличении интенсивности обжатий. Способ включает нагрев сляба из стали, содержащей, мас.%: C 0,025-0,10, Si 2,5-4,5, Mn 0,03-0,55 и Al 0,007-0,040, до 1100-1450°С и выше, горячую прокатку сляба для получения горячекатаного листа, отжиг горячекатаного листа, многократную холодную прокатку отожженного листа в реверсивном многовалковом прокатном стане с разъемным корпусом, первичный рекристаллизационный отжиг и последующий вторичный рекристаллизационный отжиг холоднокатаного листа. Получение электротехнической листовой стали, имеющей структуру первичной рекристаллизации, в которой кристаллические зерна, ориентированные в направлении Госса, и кристаллические зерна, имеющие сходство соосной ориентации с ориентацией Госса, совмещены в направлении прокатки, обеспечивается за счет того, что: (a) первую холодную прокатку или первую и вторую холодную прокатки выполняют, используя рабочий валок малого диаметра при диаметре от 55 мм до менее 105 мм; (b) холодную прокатку со второй или третьей по предпоследнюю выполняют, используя рабочий валок большого диаметра при диаметре от 105 мм до менее 150 мм; и (c) окончательную холодную прокатку выполняют, используя малый рабочий валок, диаметр которого меньше диаметра рабочего валка большого диаметра. 6 з.п. ф-лы, 6 ил., 3 табл.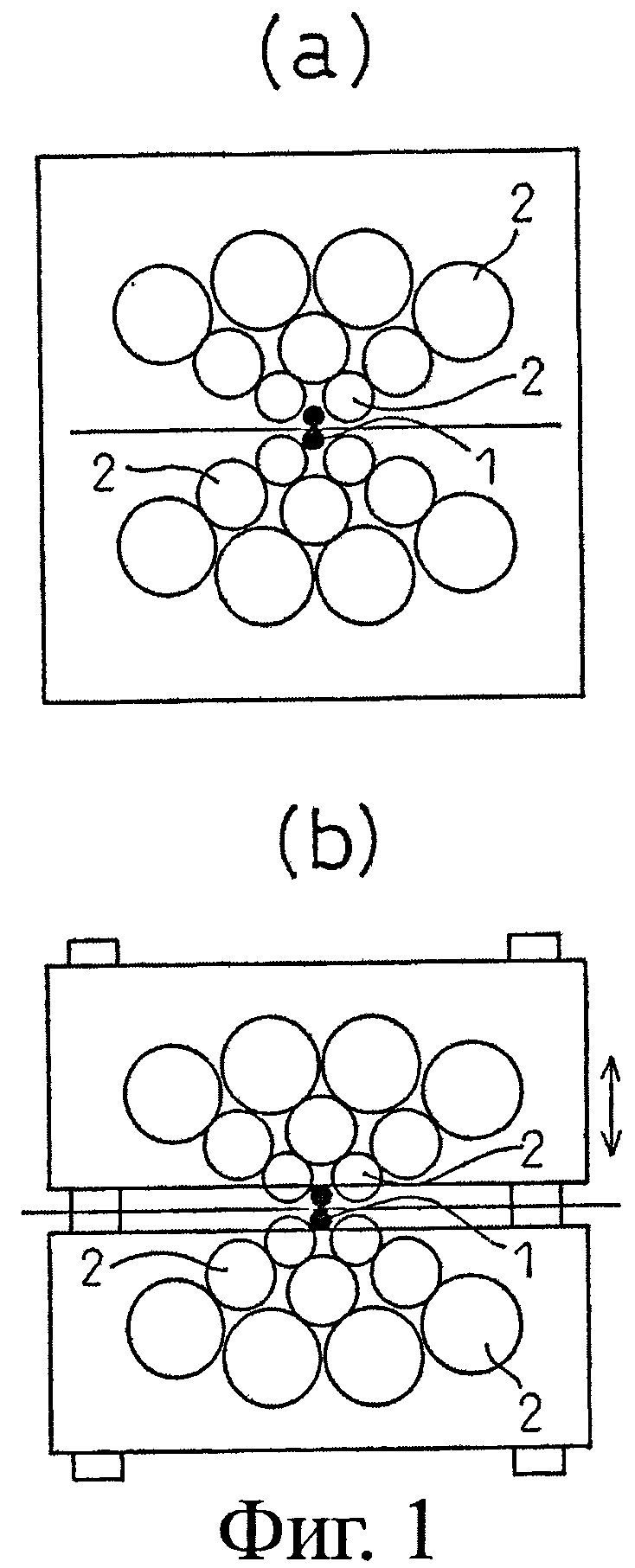
1. Способ производства электротехнической листовой стали с ориентированной структурой, включающий нагрев сляба из стали, содержащей, мас.%: C 0,025-0,10, Si 2,5-4,5, Mn 0,03-0,55 и Al 0,007-0,040, до 1100-1450°С и выше, горячую прокатку сляба для получения горячекатаного листа, отжиг горячекатаного листа, многократную холодную прокатку отожженного листа в реверсивном многовалковом прокатном стане с разъемным корпусом, первичный рекристаллизационный отжиг и последующий вторичный рекристаллизационный отжиг холоднокатаного листа, отличающийся тем, что
(a) первую холодную прокатку или первую и вторую холодную прокатки выполняют с использованием рабочего валка малого диаметра, равного от 55 мм до менее 105 мм,
(b) холодную прокатку со второй или третьей по предпоследнюю выполняют с использованием рабочего валка большого диаметра, равного от 105 мм до менее 150 мм и
(c) окончательную холодную прокатку выполняют с использованием рабочего валка, диаметр которого меньше диаметра рабочего валка при холодной прокатке на стадии (b).
2. Способ по п.1, в котором в первой и второй холодной прокатках используют рабочий валок, диаметр которого составляет 70-95 мм.
3. Способ по п.1, в котором в процессе холодной прокатки со второй или третьей по предпоследнюю используют рабочий валок, диаметр которого составляет от 115 мм до менее 150 мм.
4. Способ по любому из пп.1-3, в котором при окончательной холодной прокатке используют рабочий валок, диаметр которого составляет от 55 мм до менее 105 мм.
5. Способ по любому из пп.1-3, в котором во время холодной прокатки со второй или третьей по предпоследнюю прокатку между проходами выполняют старение при 100-350°С в течение 1 мин или более.
6. Способ по п.5, в котором старение выполняют, используя деформационный нагрев.
7. Способ по любому из пп.1-3, в котором число холодных прокаток составляет от 3 до 7.
| JP 2002129234 A, 09.05.2009 | |||
| JP 2001192732 A, 17.07.2001 | |||
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2164451C2 |

