№ со
К)
ffi
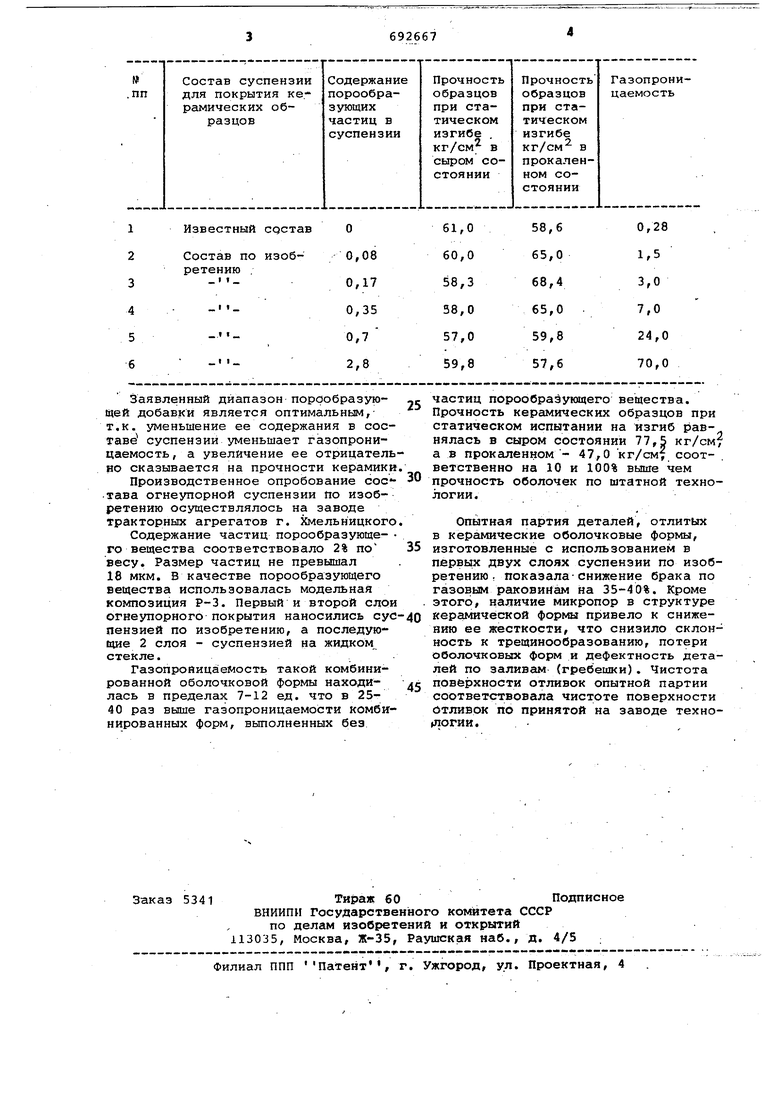
ф Данное изобретение относится к области литейного производства, в частности к изготовлению керамических форм, по выплавляемым моделям. В практике литья по выплавляемым моделям имеет место высокий брак заготовок по газовым раковинам, который в значительной степени определяется недостаточной газопроницаемостью керамических оболочковых форм. Известна огнеупорная суспензия, включающая огнеупорный наполнитель (основа), этилсиликатное связующее (15-30), порообразующую добавку- полисахариды водорослей (0,01-1,0) Эта композиция позволяет увеличить газопроницаемость формы, но при этом ухудщается чистота поверхности отливок. Наиболее технической сущ ности и достигаемому эффекту является огнеупорная суспензия на основе этйлсиликатного связую1аего,в которую, с целью регулирования . свойств формы вводили древесные опилки с размером частиц 300-600 мк в количестве 6% 2. Известная огнеупорная суспензия ..обладает следующими недЬстатками;-введение в состав суспензии частиц порообразующего вещества дис персностью от 20 до 60 мкм В.КОЛИчестве до 15% исключает возможность нанесения первого слоя, так как это .влечет за собой резкое ухудшение чистоты поверхности отливки. -введение в состав суспензии .большого количества крупных частиц порообразующего вещества снижает прочность керамической оболочковой формы, что устраняется регулированием содержания 31О2В пленке связую щего геля или числом слоев покрытия а это, в конечном счете, ведет к по вышению трудоемкости и себестоимост лить я, С целью увеличения газопроницаемойтй форм в качестве порообразую щей добавки известная суспензия содержит модельный состав на основе парафина и синтетического церезина с добавками буроугольного воска и кубового остатка горячего крекинга парафина (Р-3) при следующем соотнЬшении компонентов, вес.%. i Гнцролизованный раст iSop этиЛсиликата 25-40 Модельный состав на основе парафина и синтетического . зина с добавками буроугольного воска и кубово о Остатка горячего крекинга парафина (Р-3) 0,05-2,8 Огнеупорный наполнитель Остальное. Приготовление суспензии включает следующие этапы: -нагрев расчетного количества порообразующего вещества до полного расплавления; -введение в расчетное количество воды, необходимой для гидролиза этилсиликата, эмульгаторов, наприйер, щелочи КОН или NaOH в количестве 0,2-0,25% по объему с последующим нагревом ее до температуры 90-9бс, -введение расплавленного порообразующего вещества в нагретую до указанных температур воду с последующим эмульгированием одним из известных способов (с помощью ультра- звуковых колебаний или скоростных лопастных мешалок) в течение 130 мин. -интенсивное охлаждение полученной эмульсии со скоростью примерно 130-150°С в час до полного затвердевания парообразующего вещества, в результате чего эмульсия превращается в суспензию, дисперсные частицы которой имеют сферическую форму; -нейтрализация эмульгаторов, например, КОН и NaOH соляной кислотой; -введение полученной суспензии в этилсиликат для его гидролиза. Гидролиз этилсиликата может осуществляться, как с использованием органических растворител.ей, так и без них. в полученный таким образом гидролизованный раствор этилсиликата, содержащий заданное количество частиц порообразующего вещества, вводят огнеупорный наполнитель. Для получения керамических образов была Нриготовлена суспензия предлагаемого состава с различным содержанием порообразующей добавки, указанным в таблице, и без добавления порообразующего вещества (известный состав). Результаты испытаний образцов приведены в таблице. В качестве порообразующей добавки в суспензию вводили смесь парафина, церезина и воска, представляющую собой модельный состав Р-3, в виде сферических частиц дисперсностью не более 18 мкм. Заявленный диапазон порообразующей добавки является оптимальнвм,т.к. уменьшение ее содержания в составе суспензии уменьшает газопроницаемость, а увеличение ее отрицатель но сказывается на прочности керамики Производственное опробование состава огнеупорной суспензии По изобретению осуществлялось на заводе тракторных агрегатов г. Хмельницкого Содержание частиц порообразующего вещества соответствовало 2% по весу. Размер частиц не превышал 18 мкм. В качестве порообразующего вещества использовалась модельная композиция Р-3. Первый и второй слои огнеупорного покрытия наносились сус пензией по изобретению, а последующие 2 слоя - суспензией на жидком стекле. Газопройицаемость такой комбинированной оболочковой формы находилась в пределах 7-12 ед. что в 2540 раз выше газопроницаемости комбинированных форм, выполненных без частиц порообрайующего вещества. Прочность керамических образцов при статическом испытании на изгиб равнялась в сыром состоянии 77,5 кг/см а в прокаленном - 47,0 кг/см, соответственно на 10 и 100% выше чем прочность оболочек по штатной технологии. Опьатная партия деталей, отлитых в керамические оболочковые формы, изготовленные с использованием в первцх двух слоях суспензии по изобретению , показала-снижение брака по газовым раковинам на 35-40%. Кроме этого, наличие микропор в структуре керамической формы привело к снижению ее жесткости, что снизило склонность к трещинообразованию, потери оболочковых форм и дефектность деталей по заливам (гребешки). Чистота поверхности отливок опытной партии соответствовала чистоте поверхности отливок по принятой на заводе техно(ЛОГИИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термопластичная паста для изготовления керамических стержней | 1973 |
|
SU456674A1 |
| Способ изготовления керамических форм по постоянным моделям и суспензия для изготовления керамических форм по постоянным моделям | 1982 |
|
SU1097433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАСТВОРЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2499651C1 |
| Керамическая смесь для изготовления литейных стержней | 1986 |
|
SU1366275A1 |
| Модельная композиция для изготовления выплавляемых моделей | 1974 |
|
SU688272A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ НА ОСНОВЕ ЭТИЛСИЛИКАТНОГО СВЯЗУЮЩЕГО | 1996 |
|
RU2098217C1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2358827C1 |
| Композиция для изготовления выплавляемых литейных моделей | 1980 |
|
SU944737A1 |
| Модельная композиция,используемая в производстве литья по выплавляемым моделям | 1974 |
|
SU467778A1 |
| Н. П. Л Д. С. Мейлыхов, А. И. Сапелкин и Л. М. Барышевск | 1966 |
|
SU180310A1 |
СУСЙЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ;.КЕРАМИЧЕСКИХ ФОРМ ПО ВЫ- ПЛАВЛЯЕ1У1Ь№1 МОДЕЛЯМ>& йклкгч4ю1цая огнеупорный наполнитель,'этилсйликат, по'-.. рообразующую добавку, о т л и ^ а й- щ а я с я тем, что, с целью повьпие- ния газопроницаемости'форм, в каче- .'^тве порообразующей добавки она содержит модельный состав на основе па- :рафина и Синтетического церезина с добавками буроугольного воска и кубового остатка горячего крекинга па- Графина (Р-3) при следующем соотноше- . НИИ :ингрейиентов, вес.%:Этилсйликат - 25-40 Модельный состав на основе парафи- :На и синтетического церезина с добавками буроугольного воска и кубо* ,'вого остатка горячего крекинга ^парафина (Р-3) 0,05-2,8 Огнеупорныйнаполнитель Остальноеi(Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Огнеупорная суспензия для изготовления керамических форм | 1975 |
|
SU521059A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| ''Литейное производство'', » 4, 1975, с | |||
| Пишущая машина | 1922 |
|
SU37A1 |
