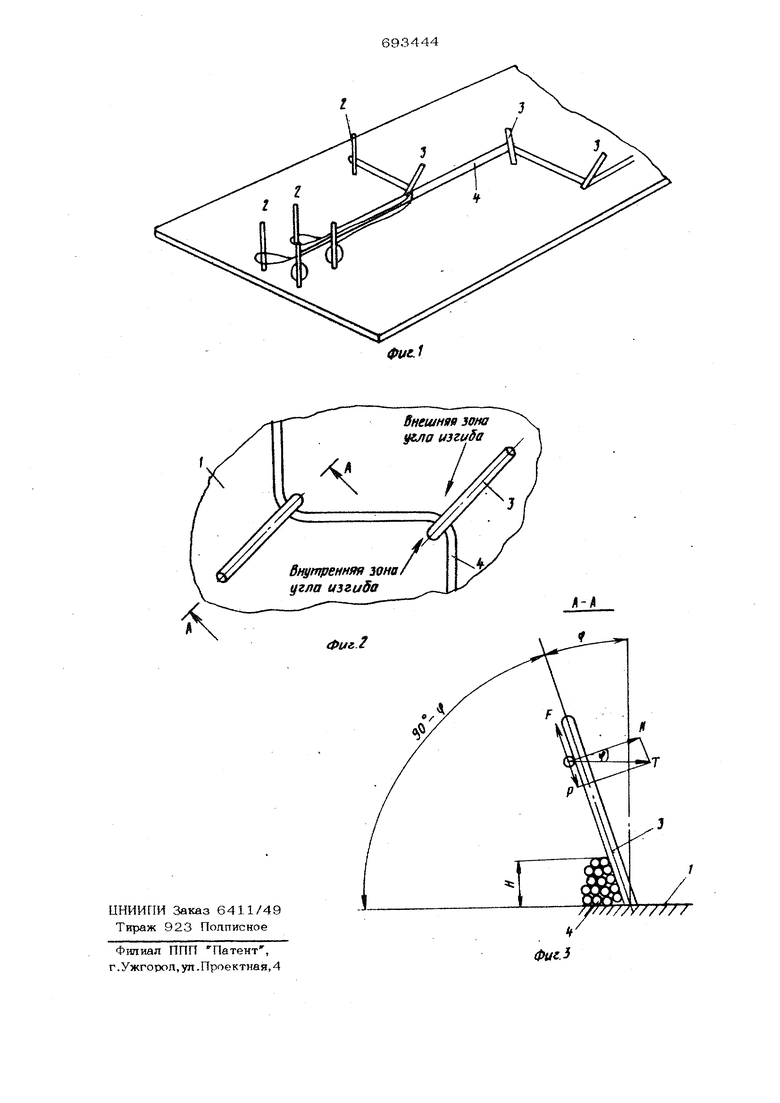
1 Изобретение относится к электротехнике и может быть использовано при изготовлении жгутов электрических проводов. Известен шаблон, в котором направдЯ юшие шпильки выполнены, в виде гладкого цилиндрического стержня, закрепленного на плоском основании, перпендикулярно к нему l. Недостатком шаблона является то, -, что в процессе раскладки проводов в жгут они ложатся друг на друга по вы соте в один параллельный от ипшльки ряд. Это приводит к необходимости увели чения высоты шпильки и, соответственно увеличению ее диаметра. Известен также шаблон для автоматической раскладки проводов в жгут, в котором адресные и промежуточные шпильки установлены перпендикулярно к основа нию шаблона 2. Недостатком этого шаблона при испол зовании его в процессе автоматической раскладки проводов в жгут большого диаметра являепсся сложность управления автоматики, так как расположение проводов в один параллельный от шпильки ряд приводят к необходимости введения третьей управляемой координаты пфемешения по оси 2 раскладочной головки. Сложность управления .увеличивается также тел, что расположение проводов в различных ответвл©Епгах жгута может значительно отличаться по высоте их располо- женин. Целью изобретения является упрощение ведения процесса автоматизированной раскладки жгутов большого диаметра путем уменьшения высоты укладки проводов. Это достигается тем, что каждая из промежуточных шпвпек установлена на основании шаблона наклонно в сторону внешней зоны угла изгрба трассы, при этом утоп между шпилькой и плоскостью основания выбран не более, чем ЭО- °, где If - утоп трения, а также тем, что линия проекции шпильки на плоскость основания совпадает с биссектрисой угла изгиба трассы жгута. На фиг. 1 изображен ойиий вид шаблона; на фиг, 2 - ввд сверху промежуточного участка шаблона; на фиг. 3 - сече-йие А-А на фиг. 2; Шаблон для раскладки 1фоводов в жгут Состоит из основания 1, на котором с помощью специальной чертилки или карандаша, устанавливаемых на станке соосВо с раскладьтакяцйМ пальаеи, нанесены трассы раскладываемого жгута. В .концах ответвлений этйа: трасс устаювлены адоесные шпильки 2, а во внутренней зоне углов изгиба трасс - промежзггочные шпильки 3, составлякяяйе с осшванием i угол tf (где .)Я Прения) и, имею«цве наклон, выполненш й в стороне внешней эойы углов изгиба трасс жгута 4. При раскладке жгута 4 на стан ке с программным ут равлением расжладывакяцее устройство совершает Поспедобатепьный обход щпкпек в соотвётс ВШ1 с аейгшсавдоЙ 11рюгра1«& При обходе раскладывающим устройством промежуточных тшцтек 3 провода получают некоторое аатяжение Т (см. фиг, 3), которое раскладывается на гормальну сипу Ц я силу Р, стреМ5Вцуюс0 Ьмостнть 1Еф6вод вниз ш шшетьке. Этому смещеиюо препятствует Сила тревЕИЯ F.: ЕСЛИ наклон шпильки к ос1ж ва{1ию соCTaBnaet угоя больший, чем Ч , где Ч - угол трений, то смбмсёнвй ае пройсхода1т. При угле наклона; шпялькя : меньшем, чем Ч ГпрЬТОд &ачййа,ет смёшбтьЬя ) освбрванйр гвпйпек; яеак1«)ШШут&к. 3 эффщш нтй трения между щгапькой л провойом, Мшссш ай ё аШчйвйв #гп йакшна в эаЬйс1Ейос й от 4atёf ййaa изолйшок п{ 6войа может Ш11ь:б предёйах 68-1-75°, Л евьЩ1 анёсчевяя угла Я 1Елона нецелесообразш уашшения траек..тораи обхоДй ппишёк ра йсл1№1ваюи1им ycTJpoecTBoM станка и : ожнения расстаЁЕоваз ишялек при небот 1шм расстоянии между ответвлениям. По этой же причине расположение промежуточных пшилек выгоднее производить так, чтобы линия проекции шпильки на плоскость основания совпадала с биссек- рисой угла изгиба трассы жгута. Предлагаемый шаблон за счет уменьшения высоты укладки позволяет упростить процесс автоматической раскладки, так как исключается необходимость управления третьей кооршшаты по оси Z . что в итоге на 5-10% сокращает трудоемкий и продолжительный процесс составления программы раскладкНо Кроме того сокращается металлоемкость конструкции за счет уменьшения высоты шпилек примерно на 1О-15% в зависимости от сложности конструкшш раскладываемого) жгута. И, наконец, сокращается трудоемкость вьшолнеиня последующих операций, связанных с формировании проводов в сечениях жгута. б р е т е н и Форм у л а 1. для автоматической раскладки проводов в жгут, coдqpжaщий основание, смонтщюванные па нем адресные шпильки для формирования ответвлений трасс жгута в промежуточные шпильки для взгиба трасс жгута, отличающей с ,а тем, что, с пелью упрощения процесса автоматизированной раскладки жгутов больнюго диаметра пут&л тменыпепяя высогы укладки проводов, каждая нз щюмежуточных шпилек уста|Ьвлеоа в сторону внешней зоны угла нагиба трассы-жгута, при этом угол меяаду ишшькой и основанием шаблона сос авляет не более, чем f где Ч - угол трения. 2.Шаблон по, п. 1, о т л и ч а ющ н И с я тем, что лишга проекции шпильки на плоскость основания совпадает с биссектрисой угла изгиба трассы жгута. Истонники информации, принятые во внимание-при экспертизе 1.Цибизов Н. И. Средства механизации изготовления и контроля жгутов электропроводов. Оборонгиз, 1962, с. 123, фиг, 3.15. 2.Заявка Nb 2ОО4132/24-О7, кл. Н 02 в З/ОО, 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для раскладки проводов в жгут | 1990 |
|
SU1786699A1 |
| Устройство для укладки проводов в жгут | 1980 |
|
SU898515A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1981 |
|
SU1023404A1 |
| Устройство для раскладки проводов в жгуты | 1984 |
|
SU1282370A1 |
| Шаблон для изготовления жгутов проводов | 1982 |
|
SU1049987A1 |
| Способ изготовления жгутов из проводов | 1986 |
|
SU1383522A1 |
| Устройство для раскладки проводов в жгут | 1989 |
|
SU1691996A1 |
| Шаблон для изготовления жгутов проводов | 1984 |
|
SU1302331A1 |
| Устройство для установки магниточувствительных шпилек на шаблоне установки для раскладки проводов в шгут | 1990 |
|
SU1780203A1 |