клона .вьгаодов к плоскостл кристалла достигают 2%.
Пр.и использованга- двух чел.ноков, расположенных с прот1ивоположных сторон рабочего столика, после отрезки под1виж1ным,и ножам.и Лрозолок заклиилваются в неподвижных ножах. При съеме микросхемы из такого положения пронсхоЧ1ИТ деформация выводов. В Связи с этим требуется (введение в конструкцию специального съемника, предохраняющего выводы от деформации.
Целью изобретения я:вл:яетск устранение Иробоев iB резз.льтате возникновения статического электричества и .исключения коротких замыканий между :Выводам|И и элементами микросхемы путем увеличения угла наклона вывода к плоскости сварки.
Поставленная цель достигается тем, что в устройстве для груииовой приварки ироволочных (ВЫВОДОВ к микросхеме отверстие ДЛ1Я прохода челноков выполиено ,в иеподнижиом ноже, а режущая кромка образо, вана (верхней гранью за аза1ииого отверстия.
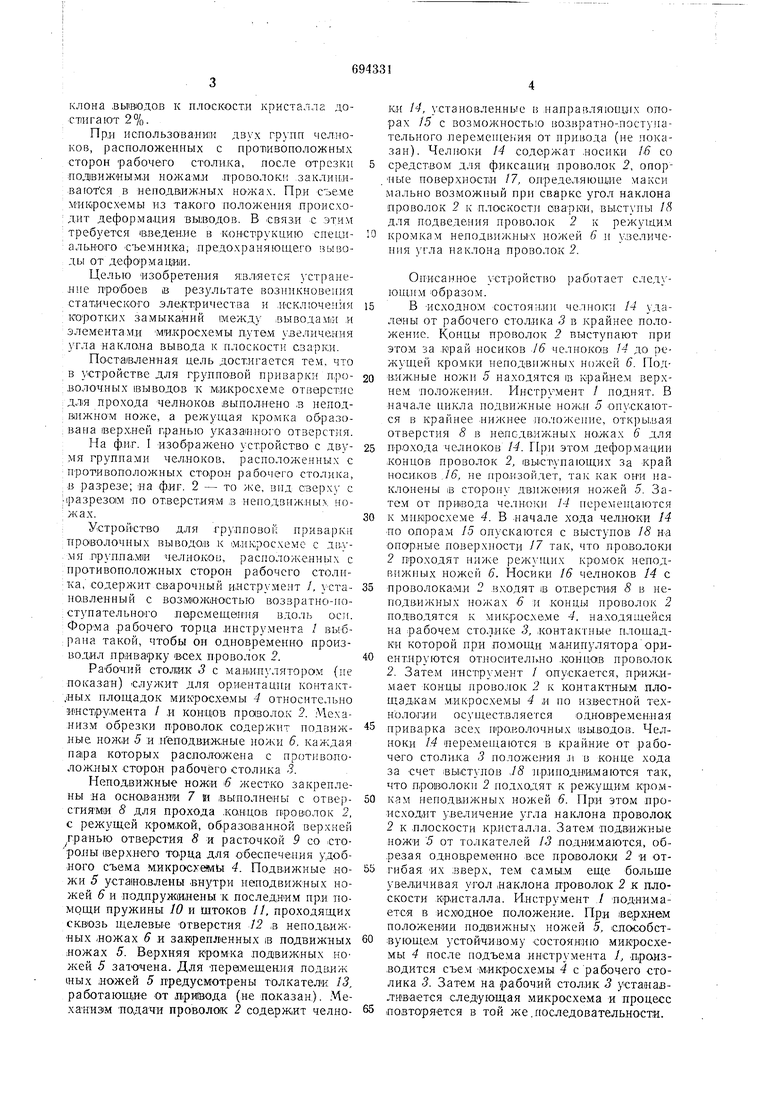
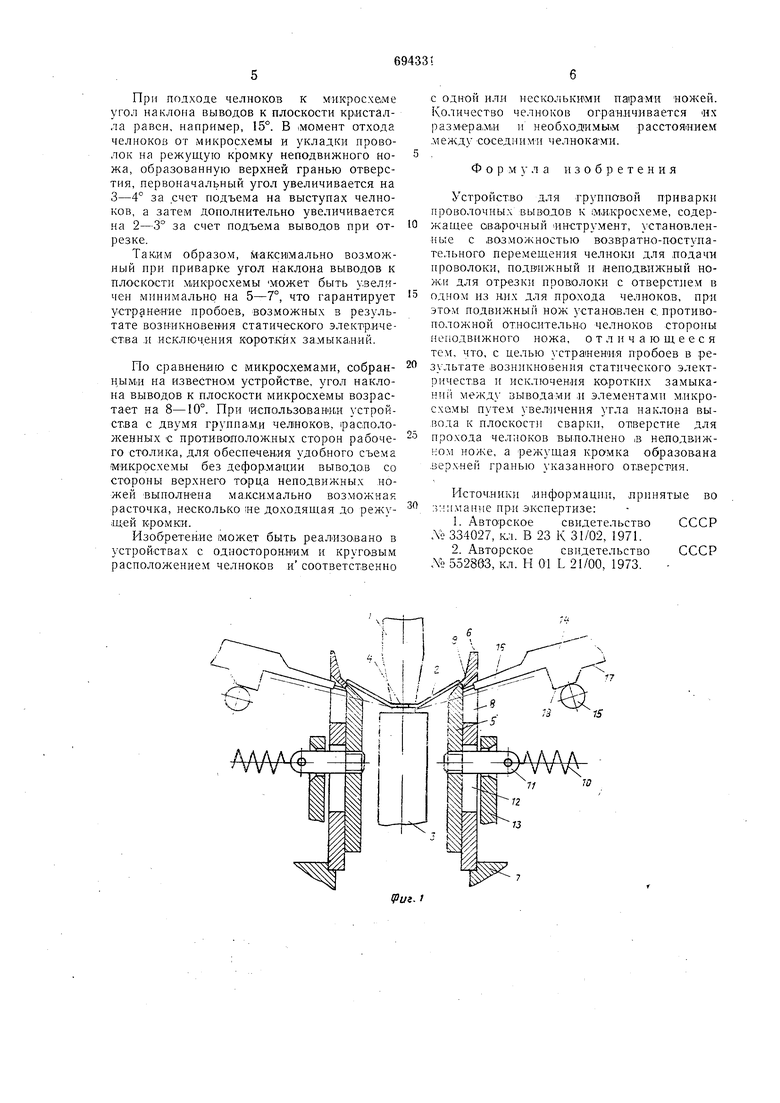
На фиг. I изображсио устройство с двумя группами челноков, располол енных с противоположных сторон рабочего столика, в разрезе; на фиг. 2 - то же, вид сверху с разрезо1М -по отверстияМ в иецодвиж:ных ножах.
Устройство для груииовой приварки ироволочиых выводо.В к м.икросхеме с Д1 Лмя .груипа.ми челиокои, распо.тоженных с противоположных сторон рабочего столика, содержит сварочный инстру.мент /, устаиовлеиный с возможностью возвратно-по,стуиательного ларемещеиия вдоль оси. Форма рабочего ториа ииструмента / выб;раиа такой, чтобы он одновремеиио производил приварку «всех проволок 2.
Рабочий столик 3 с мавии ляторам {ие иоказан) служит для ори1ентацни контакт,|Ных площадок MHKpocx-e.vibi -4 относительно инструмента / и концов проволок 2. Механизм обрезки проволок содержит иодвижиые ножи 5 и иеподвижиые ножи 6. пара которых раслоложена с противололожных сторон рабочего столика 3.
Неподвижные ножи 6 жестко закреплены на осиоваиии 7 и выполнены с отверстиями 8 для прохода .ко.ицо:в проволок 2, с режущей кромкой, образо1ваиной верхней гранью отверстия 8 -и расточкой 9 со стороны (верхнего торца для обеспечения удобного съема микро-схемы 4. Нодвил иые ножи 5 устамо.влены внзтри неиодвижиых иожей 6 и иодлружинены к последни.м ири иомощи пружины 10 и штоков //, проходящих сквозь щелевые отверстия 12 в неподвижных ножах 6 и зажрепленных IB подвижных ножах 5. Верхняя кромка иодвижных ножей 5 заточена. Для перемещения иодвиж шых ножей 5 предусмотрены толкатели 13, работа1ощ,ие от привода (не показан,). Механизм Подачи провоЛОК 2 содержит челноки 14, устаиовленные в наиравляюидгх опорах /5 с возможностью возвратио-поступательного иеремещеьия от иривода (не иоказан). Челноки 4 содержат носики М со
средством для фиксации ироволок 2, опорные поверхности 17, оиредедяющие макси
мально возможный при сварке угол наклона
проволок 2 к плоскости оварми, выступы /Я
для подведения проволок 2 к режущим
кромкам неподвижных иожей 6 и увеличения угла наклона проволок 2.
Описанное устройство работает след юии1м образом.
В исходном состоянл- и челноки 14 удалены от рабочего столика 3 в крайнее положение. Концы ироволок 2 выступают при этом за край носиков J6 челноков 14 до режущей кромки неподвижных ножей 6. Нодвижные ножи 5 иаходятся IB крайнем верхнем иоложении. Ииструмент / поднят. В начале цикла подвижиые ножи 5 опускаются в крайиее нижнее иоложение, открывая отверстия 8 в иепсдвиж,ных иожах 6 для
прохода челноков 14. При это.м деформации концов проволок 2, выступающих за край носиков .16, не произойдет, так как они иаклонень IB сторону движения ножей 5. Затем от привода челноки 14 перемен1,аются
к микросхеме 4. В начале хода челноки 14 по опорам 15 опускаются с выступов 18 на опорные поверхности /7 так, что проволоки 2 проходят ниже режуии х кромок неиодвижиых ножей 6. Носики 16 челноков 14 с
ироволоками 2 .входят в отверстия 8 в иеиодв,ижных ножах 6 и концы ироволок 2 подводятся к микросхеме 4, находящейся на рабочем столике 3, контактные площадки которой при помощи манипулятора ориентируютея относительно .коицов проволок 2. Затем инстру.мент / опускается, ириж.и.vtaeT концы ироволок 2 к контактным площадкам микрос.хемы 4 и но известной технологии осуществляется одновременная
приварка всех Иро.волочных (выводов. Челноки 14 1перемеп-1.аются в крайние от рабочего столи.ка 3 положения и в конце хода за счет 1выстулов J8 нри и одним а юте я так, что проволоки 2 подходят к режущим кромкам неподвижных ножей 6. Нри этом лроисходит увеличение зтла наклона проволок 2 к ллоекости кристалла. Затем иодвижные ножи 5 от толкателей 13 лоднимаются, обрезая одновременно все проволоки 2 и отгибая их вверх, тем самым еще больше увел,ичивая угол наклона яроволо.к 2 к плоскости кристалла. Инструмент ,/ поднимаетоя в исходное положение. Пр:и 1ве,рх:нем положении иод)вижных иожей 5, слособствующем устойчивому состоянню микросхемы 4 после подъема инструмента /, производится съе.м Микросхемы 4 с рабочего столика 3. Затем на рабочий столик 3 устанав-тиВается следую щая микросхема и процесс
ловторяется в той же.последовательности. При подходе челноков к микросхеме угол наклона выводов к плоскости кристалла равен, например, 15°. В момент отхода челноков от микросхемы и укладки ироволок на режущую кромку неподвижного ножа, образованную верхней гранью отверстия, первоначальный угол увеличивается на 3-4° за счет подъема на выступах челноков, а затем дополнительно увеличивается на 2-3° за счет подъема выводов при отрезке. Таким образом, Макси1мально возможный при приварке угол наклона выводов к плоскости микросхемы может быть увеличен минимально на 5-7°, что гарантирует устранение пробоев, возможных в результате возникновения статического электричества ,и исключения коротких за,мыка,ний. По сравнению с микросхемами, собранцыми на известном устройстве, угол наклона выводов к плоскости микросхемы возрастает на 8-10°. При использоваННи устройства с двумя группа.ми челяоков, 1расположенных с противополож.ных сторон рабочего столика, для обеспечения удобного съема :микросхемы без дефор.мащии выводо,в со стороны верхнего торца неподвижных ножей выполнена ма.кси,мально возможная расточка, несколько -не доходящая до режущей кромки. Изобретение (может быть реализовано в устройствах с односторонним и круговым расположением челноков исоответственно с одной или нескольки ми naipaMH ножей. Количество челноков ограничивается «х разм-ерадш и необход имым расстояиием .между соседним и челноками. Формула изобретения Устройство для групповой прнварки проволочных выводов к микросхеме, содержащее ова.рочный ин-струмент, установленные с возможностью возвратно-постуиательного перемещения челноки для подачи проволоки, подвижный и неподвижный ноЖ.И для отр-езки проволоки с отверстием в одном из них для прохода челноков, при этом подвижный нож установлен с. противоположной относите,тьно челноков стороны неподвижного ножа, отличающееся тем, что, с целью устраиенчгя пробоев в результате возникновения статического электричества и исключения коротких замыкаHHii между выводами и элементами микросхемы путем увеличения угла наклона вывода к плоскости сварки, отверстие для прохода челноков выполнено в неподвижном ноже, а режущая кромка образована верхней гранью указанного отверстия. Исто ч,н и к и и н форм а ц ИИ, принятые во .манне при экспертизе: 1..А-вторское свидетельство СССР Ль 334027, K.:L В 23 К 31/02, 1971. 2.Авторское свидетельство СССР Л2 552863, кл. И 01 L 21/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОТРЕЗАНИЯ РОГОВ | 1970 |
|
SU271326A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ТРАВЕРСНЫХ СЕТОК С ПОЯСКАМИ ЖЕСТКОСТИ ИЗ ПЛЮЩЕНКИ | 1969 |
|
SU234530A1 |
| УСТРОЙСТВО для РЕЗКИ ПРОВОЛОКИ | 1970 |
|
SU271488A1 |
| ГОЛОВКА БРИТВЕННОГО АППАРАТА | 1971 |
|
SU291427A1 |
| УСТРОЙСТВО для ОБРЕЗКИ НИТОК НА ШВЕЙНОЙ ЛиШИНЕ | 1970 |
|
SU272804A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU421455A1 |
| Устройство для изготовления винтообразных колец из проволоки прямоугольного сечения | 1978 |
|
SU751484A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| МЕХАНИЗМ ДЛЯ ОБРЕЗКИ ВЕРХНЕЙ И НИЖНЕЙ НИТОК К ШВЕЙНОЙ МАШИНЕ | 1967 |
|
SU200411A1 |
10
