1
Изобретение относится к области контактной сварки внахлест, преимущественно, при изготовлении колта ктов.
Известен способ контактной сварки внахлест контактов с плоскими пружинами, при котором подают свариваемые детали в зоиу сварки, производят их сварку, отрезку и контроль качества сварки.
Однако в известном способе контроль качества сварки осуществляют после отрезки, что значительно снижает производительность процесса.
Предлагаемый способ отличается от известного тем, что коитроль качества сварного соединения путем испытания на отрыв осуществляют перед операцией отрезки посредством использования обратного хода иодающего механизма, отрегулированного на требуемое усилие отрыва.
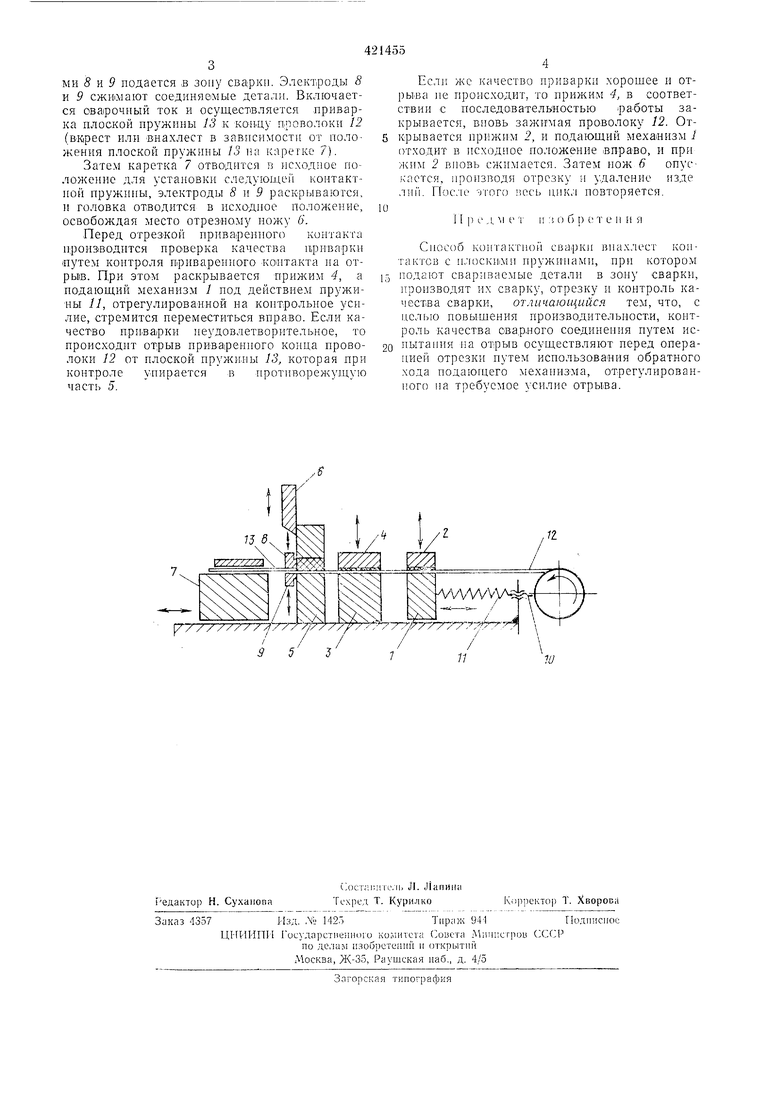
На чертеже представлена иринципиальная схема устройства, реализующего предлагаемый способ.
Устройство содержит подающий механизм / с прижимОМ 2; зажимной мехаиизм 3 с п.рижямом 4; отрезное устройство, на противорежущей части 5 которого имеется калиброван-ное отверстие; нож 6; транспортную каретку 7; сварочную головку, выполненную в виде клеи1,ей с двумя электродами 8 и 9 и
установленную с возможностью перемещения периендикулярно плоскости чертежа.
Прижим 2 выполнен с зубьями, скощенными в противоположные стороны. Работа подающего механизма, который связан регулируемым винтом 10 и пружиной 11 с корпусом, син.хронизирована с работой других рабочих орга;нов устройства.
Пружина отрегулирована на усилие, которы.м производится контроль сварного соединения на отрыв.
Устройство работает следующим образом.
В исходном положении электроды 8 и 9 сварочной головки раскрыты, сварочная головка выведена из зоны сварки (на чертеже влево), нож 6 поднят, прижим 4 зажимиого механизма 3 опущен, прижимая ироволоку /2, а плоская пружина 13 установлена на каретку 7.
4 освобождает проволоку 12. Каретка 7 с плоской пружиной 13 перемещается вправо, подавая пружину 13 на сварку до упора в противорежущую часть 5.
Одновременно подающий .механиз.м 1 кулачковЫ(М вало.м (на чертеже не .изображен) перемещается влево, подавая с барабана на сварку проволоку 12.
Конец проволоки 12 и пружиаа 13 совмещаются. Прижим 4 зажимает проволоку 12. Сварочная головка с раскрытыми электродами 8 к 9 подается в зону сва:рк11. Электроды 8 и 9 сжгьмают соедиияе1мые детали. Включается ова1рочный ток и осуществляется приварка плоской пружины 13 к проволоки 12 (ВКрест или ВНахлест в зависимости от положения плоской пружииы /,3 па карегке 7).
Затем каретка 7 отводится в исходпое по ложепие для установки следующе коптактной пружины, электроды 8 м 9 раскрываются, п головка отводится в исходпое положение, осво-бождая место отрезиому пожу 6.
Перед отрезкой прива-реипого контакта пронзводптся проверка качества приварки путем контроля приваренного ко нтакта на отрыв. При этом раскрывается прижим 4, а подаюш;ий механизм / под действием пружины 11, отрегулированной на контрольное усилие, стремится переместиться вправо. Если качество приварки неудовлетворительное, то происходнт отрыв приваренного конца провоЛОКИ 12 от плоской пружины 13, которая при контроле упирается в противорежущую часть 5.
Если же качество приварки хорошее и отрыва не происходит, то прижим 4, в соответствии с последователвностью работы закрывается, вновь зажимая проволоку 12. 0ткрывается прижим 2, и подающий механизм / отходит в исходное положение вправо, и при жим 2 виовь сжимается. Затем иож 6 опускается, производя отрезку и удаление изде . После чтого весь никл повторяется.
Ире л. м е т и :i о б (-т е и и я
Способ коитактноГ cBaipKH внахлест ivOHтактов с плоскими пружинами, при котором подают свариваемые детали в зону сварки, производят их сварку, отрезку и контроль качества сварки, отличающийся тем, что, с целью повыщения производительпост.и, контроль качества свар.ного соединения путем испытання на отрыв осуществляют перед операцией отрезки путем использования обратного хода подаюгцего мехаппз-ма, отрегулированного па требуемое усилие отрыва.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ КОНТАКТОВ к КОНТАКТОДЕРЖАТЕЛЯМ | 1973 |
|
SU385695A1 |
| РОТОРНО-ЦЕПНАЯ МАШИНА | 1970 |
|
SU259717A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1970 |
|
SU263776A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Устройство для приварки мостков из микропроволоки к контактным площадкам | 1984 |
|
SU1199543A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
11
