Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и подача на технологические операции штучных деталей (изделий) симметричных относительно вертикальной оси.
Известно устройство для ориентированной подачи деталей, включающее лоток в виде полого цилиндра, установленного наклонно с возможностью вращения вокруг продольной оси, и снабженное неподвижно установленной и расположенной под полым цилиндром пневмокамерой с прикрепленными к ней направляющими, расположенными внутри полого цилиндра со стороны выдачи деталей, при этом полый цилиндр выполнен перфорированным и снабжен продольными выступами, расположенными на его внутренней поверхности параллельно продольной оси вращения (SU 1553471 A1, 30.03.1990).
Недостатками этого устройства являются узкие технические возможности, которые обусловлены тем, что данное устройство не может производить без переналадки сортировку изделий одного типа заданного размерного ряда, имеющих постоянную удельную нагрузку. Кроме того, величина диаметра цилиндра выбирается в зависимости от максимального диаметра изделия из общего количества типоразмеров, ориентированная загрузка которых будет производиться на данном устройстве. Это приведет к сложному конструктивному изменению устройства (смене барабана) при переходе на новые изделия большого размера. Последнее резко снижает уровень гибкости данного устройства и ведет к дополнительным затратам.
Наиболее близким к заявленному пневматическому сепарирующему лотку является пневматическое сепарирующее устройство, содержащее лоток с перфорированной несущей поверхностью, пневмокамеру, устройство поштучной подачи изделий и принимающие пневмоконвейеры (WO 96/09901 A1, 04.04.1996).
Недостатками этого устройства являются узкие технические возможности, которые обусловлены невозможностью производить сортировку по геометрическим размерам или массе изделий, движущихся в общем потоке, как различных типоразмеров, так и одного типа заданного размерного ряда, имеющих постоянную удельную нагрузку.
Технический результат заключается в расширении технологических возможностей, снижении энергозатрат и увеличении уровня гибкости.
Указанный технический результат достигается тем, что в пневматическом сепарирующем лотке, включающем лоток с перфорированной несущей поверхностью, пневмокамеру, устройство поштучной подачи изделий, принимающие пневмоконвейеры, согласно изобретению несущая поверхность лотка выполнена в виде независимых, снабженных поперечными буртиками секций, которые имеют вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси, причем число секций может изменяться в зависимости от количества изделий в типоразмерном ряду, а воздухоподводящие отверстия имеют разный наклон в зависимости от того, где они расположены на несущей поверхности.
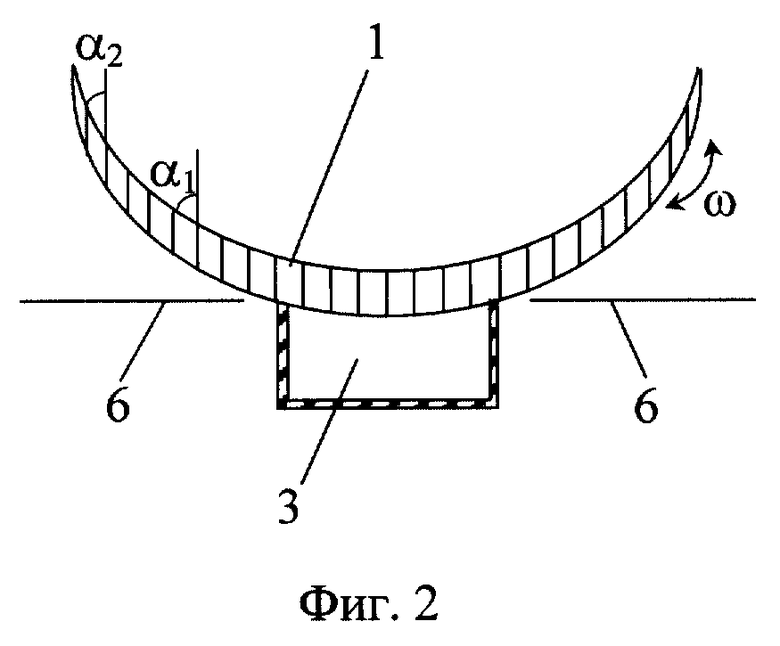
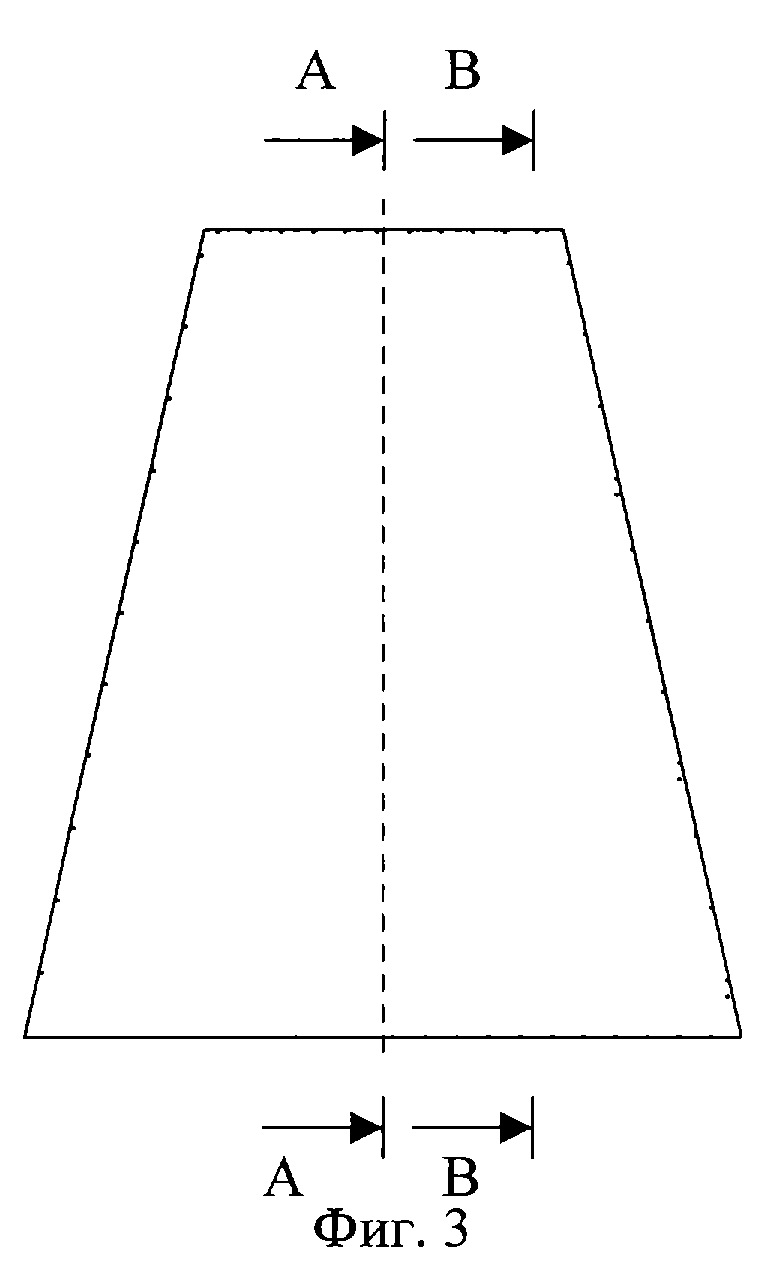
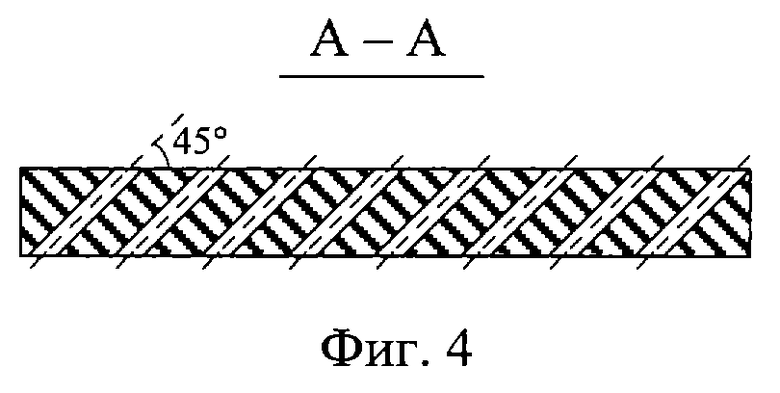
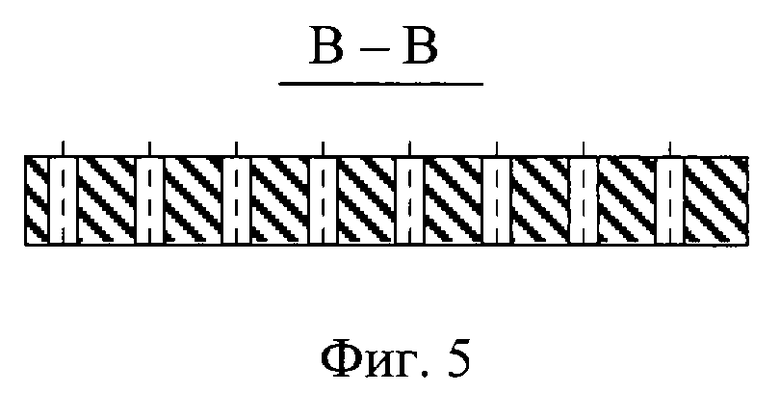
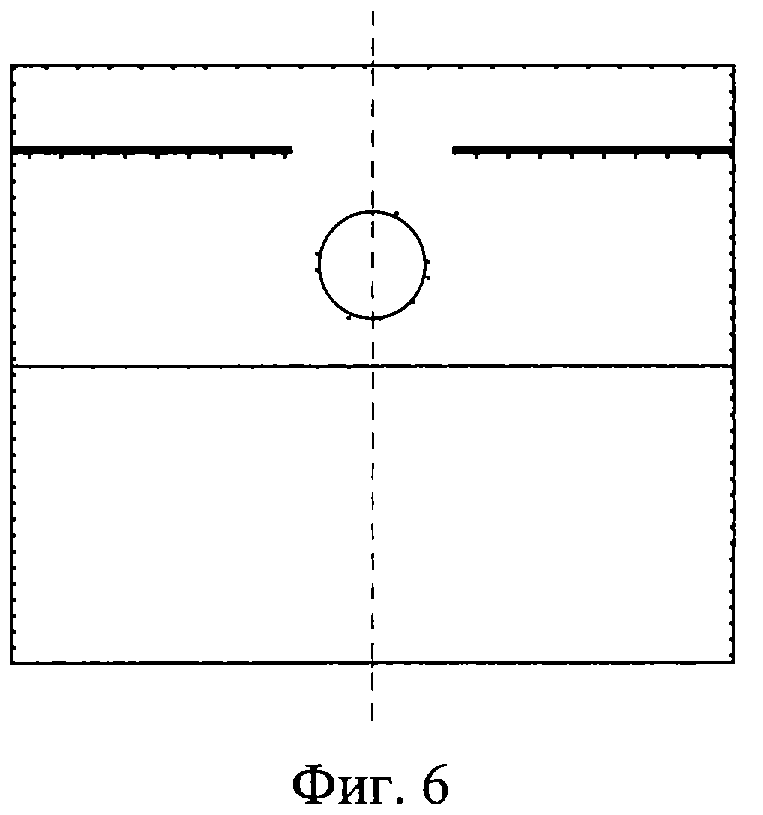
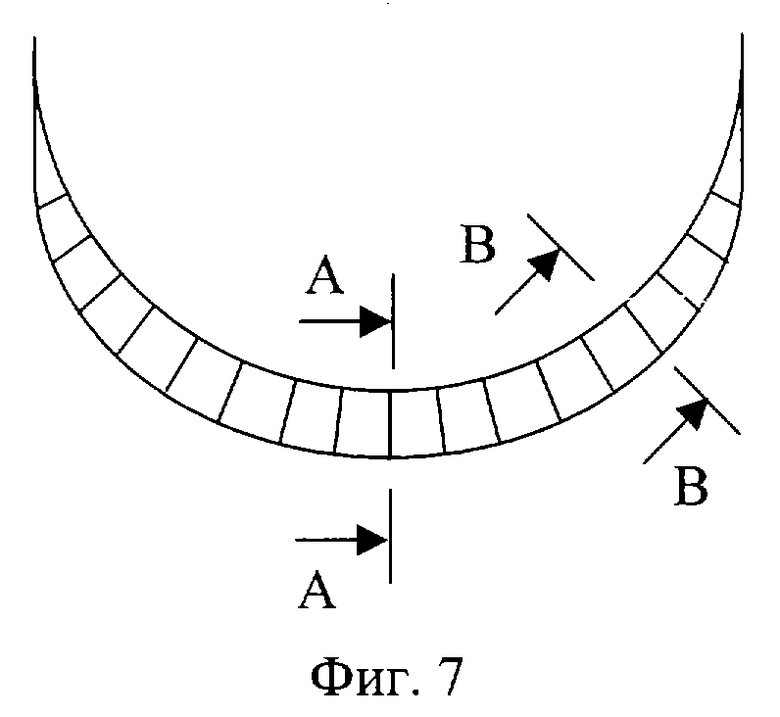
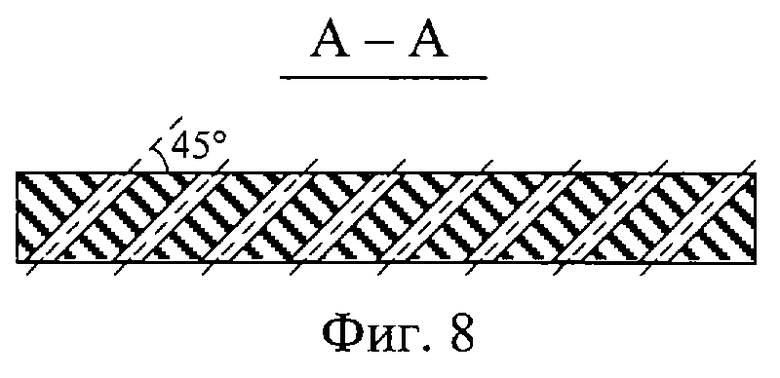
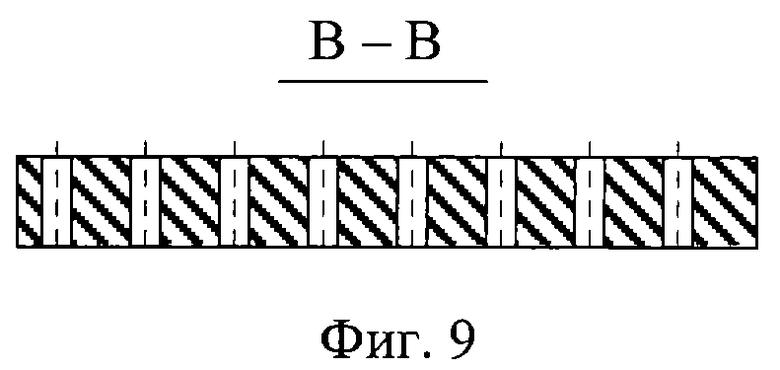
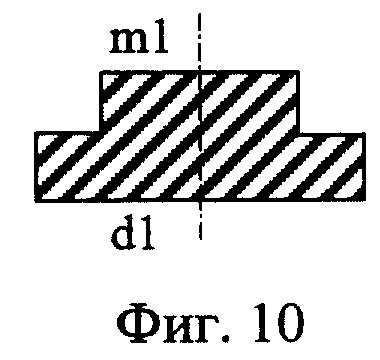
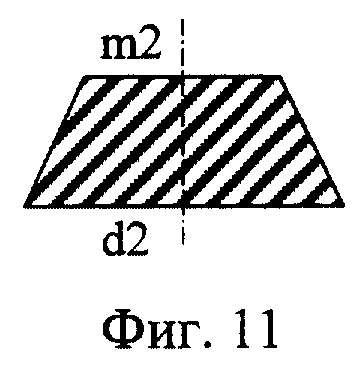
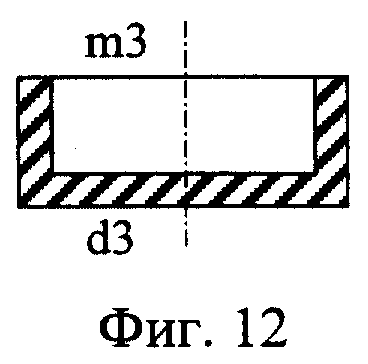
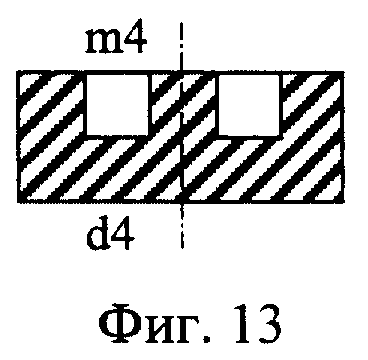
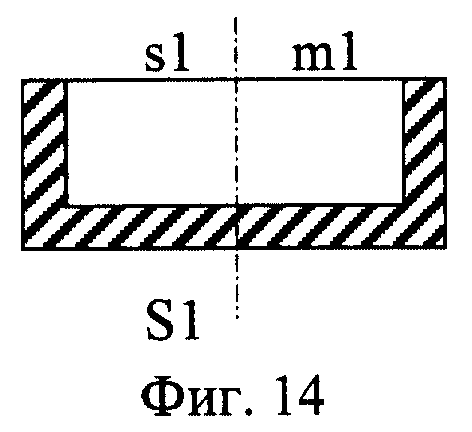
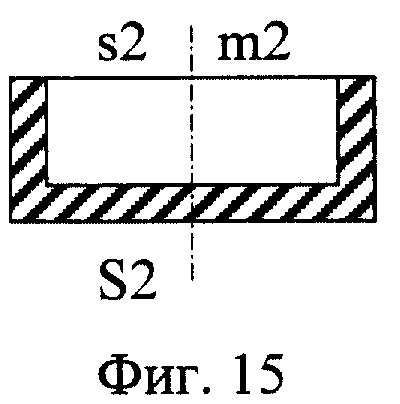
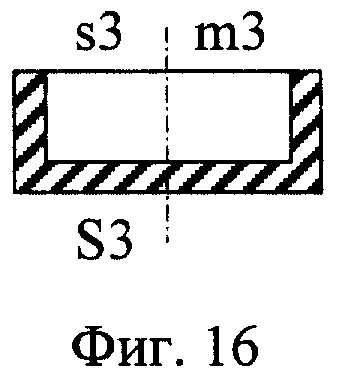
Сущность устройства поясняется чертежами, где на фиг.1 изображен общий вид устройства; на фиг.2 - сепарирующий лоток; на фиг. 3 - коническая часть сепарирующего лотка; на фиг.4 - разрез А-А на фиг. 3; на фиг.5 - разрез В-В на фиг.3; на фиг.6 - цилиндрическая часть сепарирующего лотка; на фиг.7 - то же, в сечении; на фиг.8 - разрез А-А на фиг.6; на фиг.9 - разрез В-В на фиг. 6; на фиг. 10-13 - сортируемые изделия различных типоразмеров; на фиг. 14-16 - изделия одного размерного ряда, но отличающиеся пропорционально изменяющейся массой и геометрическими размерами.
Устройство включает лоток 1, выполненный в виде независимо перемещающихся секций, имеющих вид части полого усеченного конуса. На стыке двух секций есть небольшой цилиндрический участок, снабженный поперечными буртиками 2. Лоток выполнен с возможностью перемещения относительно продольной оси. Под лотком установлена пневмокамера 3, закрепленная неподвижно относительно горизонтальной оси и обеспечивающая подачу сжатого воздуха под изделия 4 через перфорированную поверхность лотка. Для поштучной подачи изделий на лоток установлено транспортное устройство 5, а для снятия отсортированной продукции - принимающие пневмоконвейеры 6.
Устройство работает следующим образом. В пневмокамеру 3 подается сжатый воздух. В центральной части лотка, ширина которого несколько больше диаметра самого большого изделия, отверстия наклонены к горизонту вдоль конуса на 45o , причем оси отверстий параллельны. На боковой части несущей поверхности лотка отверстия выполнены перпендикулярно к горизонтальной плоскости, то есть строго вертикально. При этом у отверстий (фиг.1), находящихся ближе к краю конуса, угол наклона к несущей поверхности α меньше, чем у отверстий, находящихся дальше от края конуса:
α1>α2.
Согласно исследованиям, описанным в монографии "Пневматические конвейеры" (см. Битюков В.К. и др. Пневматические конвейеры, Воронеж, Издательство Воронежского Государственного университета, 1984, с.164), на процесс всплытия изделия на воздушной прослойке значительно влияет зазор между несущей поверхностью по образующей конуса и опорной поверхностью изделия, который является величиной постоянной и зависит от диаметра изделия и угла конусности. Чем больше данный зазор, тем больше требуется расхода воздуха подаваемого под изделия для осуществления процесса "всплытия". За счет этого на одном и том же участке конуса при неизменном избыточном давлении в пневмокамере изделия, имеющие меньшие размеры и соответственно меньший зазор между несущей поверхностью и изделием, будут "всплывать" на воздушной прослойке. Изделия большего размера и имеющие большой зазор будут совершать "посадку" на несущую поверхность, даже если они имеют такую же удельную нагрузку, как и первые. Это позволяет использовать данное устройство для сортировки изделий как различных типоразмеров (фиг. 10-13), так и изделий одного типа заданного размерного ряда, то есть имеющих одинаковое конструктивное исполнение, но отличающихся массой и геометрическими размерами. На фиг.14-16 представлены изделия одного размерного ряда, принадлежащие к изделию типа "колпачок" (ГОСТ 18472-88) и являющиеся корпусами полупроводниковых приборов. Большинство данных изделий имеют постоянную удельную нагрузку λ за счет пропорционального изменения геометрических размеров и массы. Удельная нагрузка изделия рассматривается как отношение его массы m к площади опорной поверхности s(S):
λ = m/s
λ =const=m1/s1=m2/s2=m3/s3=m4/s4, где s - меньшая опорная площадь;
λ =const=m1/S1=m2/S2=m3/S3=m4/S4, где S -большая опорная площадь;
при этом S1(s1)>S2(s2)>S3(s3)>S4(s4).
Кроме этого, данное устройство можно использовать для сортировки изделий различных типоразмеров, массы (m) и диаметры опорных поверхностей (d) которых соотносятся следующим образом:
1. d1 ≠ d2 ≠ d3 ≠ d4, a m1=m2=m3=m4, при d1<d2<d3<d4;
2. d1=d2=d3=d4, а m1 ≠ m2 ≠ m3 ≠ m4, при m1>m2>m3>m4;
тогда λ1>λ2>λ3>λ4.
В устройстве используется модульный принцип построения, то есть количество секций несущей поверхности, выполненной в виде части полого усеченного конуса, может быть увеличено (сокращено) в зависимости от количества изделий, имеющихся в размерном ряду. Независимое перемещение секций несущей поверхности позволяет осуществлять отбор изделий с противоположных сторон в зависимости от их размера. Это обеспечивает сортировку изделий одного размерного ряда на несколько потоков, в каждом из которых будут изделия только одного строго определенного размера. При этом процесс переналадки при переходе на новые изделия сводится к подбору расхода воздуха, подаваемого под изделия, и по необходимости к установке (снятию) секций несущей поверхности.
Устройство 6 поштучно выдает на пневматический лоток изделия, представленные на фиг. 10-16. Истекая из перфорации лотка 1, сжатый воздух создает под изделиями воздушную прослойку. За счет динамического давления струй воздуха изделие перемещается вдоль образующей конуса. При движении изделия вдоль лотка зазор между изделием и несущей поверхностью будет постоянно увеличиваться за счет уменьшения радиуса кривизны конуса. Расход воздуха подобран таким образом, что каждое изделие будет совершать посадку на несущую поверхность только в своей строго определенной секции лотка. После посадки изделия на секцию последняя начинает поворачиваться вокруг продольной оси конуса. За счет того, что лоток выполнен из материала с низким коэффициентом сухого трения и из-за наличия газовой смазки при повороте конуса изделие начинает скользить к его краю под действием составляющей силы тяжести, при этом оно переходит в зону действия струй сжатого воздуха, истекающих из отверстий, которые выполнены перпендикулярно горизонтальной плоскости. За счет воздухоподводящих отверстий, расположенных под углом к горизонту, на изделие будет дополнительно действовать динамическое давление струй сжатого воздуха. Все сказанное позволит изделию проскочить боковой участок конуса и соскользнуть на принимающий пневмоконвейер 6. Это произойдет при максимальном повороте секции, то есть когда крайняя точка лотка дойдет до пневмокамеры.
На стыке секций есть небольшой цилиндрический участок, который необходим для предотвращения случайной "посадки" изделий между секциями. На этом участке отверстия выполнены перпендикулярно к поверхности конуса, то есть они направлены по радиусу к центру. В центральной части цилиндрического участка отверстия также имеют наклон к горизонту 45o. При повороте секции изделие всегда остается в нижней точке цилиндрической поверхности.
Изделия подаются на лоток поштучно через определенный временной интервал, равный сумме времени удаления изделия и возврата секции в исходное положение. Для избежания наезда изделий друг на друга при перемещении секций и для точного расположения изделий внизу конуса на каждой секции с обеих сторон выполнены поперечные буртики с разрывом в середине для перемещения изделий вдоль конуса. Если изделие подходит к секции, которая поворачивается, то оно упирается в буртик и стоит на месте до тех пор, пока секция не вернется в исходное положение. Тогда изделие окажется напротив разрыва на буртике и за счет динамического давления струй воздуха будет двигаться дальше вдоль конуса.
Расширение технологических возможностей устройства обусловлено тем, что операция сортировки изделий может осуществляться без переналадки как для изделий различных типоразмеров, так и одного типа заданного размерного ряда.
Использование в качестве критерия распознавания изделий обобщенной величины "удельная нагрузка" позволят применять предложенное устройство для различных типоразмеров изделий. При этом процесс переналадки при переходе с одного типоразмерного ряда на другой сводится к подбору расхода воздуха, подаваемого под изделия и, по необходимости, установке (снятию) секций несущей поверхности. Поэтому предложенное устройство обладает высоким уровнем гибкости.
Применение газовой прослойки в качестве смазки между изделием и несущей поверхностью в предложенном устройстве позволяет избежать жесткого механического контакта между ними. Поэтому разработанное устройство можно использовать для изделий, выполненных из хрупких материалов, имеющих легко повреждаемые и зеркальные покрытия, а также для изделий, для которых недопустим или нежелателен такой вид контакта.
Изобретение относится к автоматизации процесса сортировки и загрузки в машиностроении, приборостроении, электронной промышленности, а также в других отраслях народного хозяйства, где необходима сортировка и подача на технологические операции штучных деталей (изделий), симметричных относительно вертикальной оси. Включает лоток с перфорированной несущей поверхностью, пневмокамеру, устройство поштучной подачи изделий, принимающие пневмоконвейеры. Несущая поверхность лотка выполнена в виде независимых, снабженных поперечными буртиками секций, которые имеют вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси. Число секций может изменяться в зависимости от количества изделий в типоразмерном ряду. Воздухоподводящие отверстия имеют разный наклон в зависимости от того, где они расположены на несущей части. Данное выполнение пневматического сепарирующего лотка позволяет расширить его технологические возможности, снизить энергозатраты и увеличить уровень гибкости. 16 ил.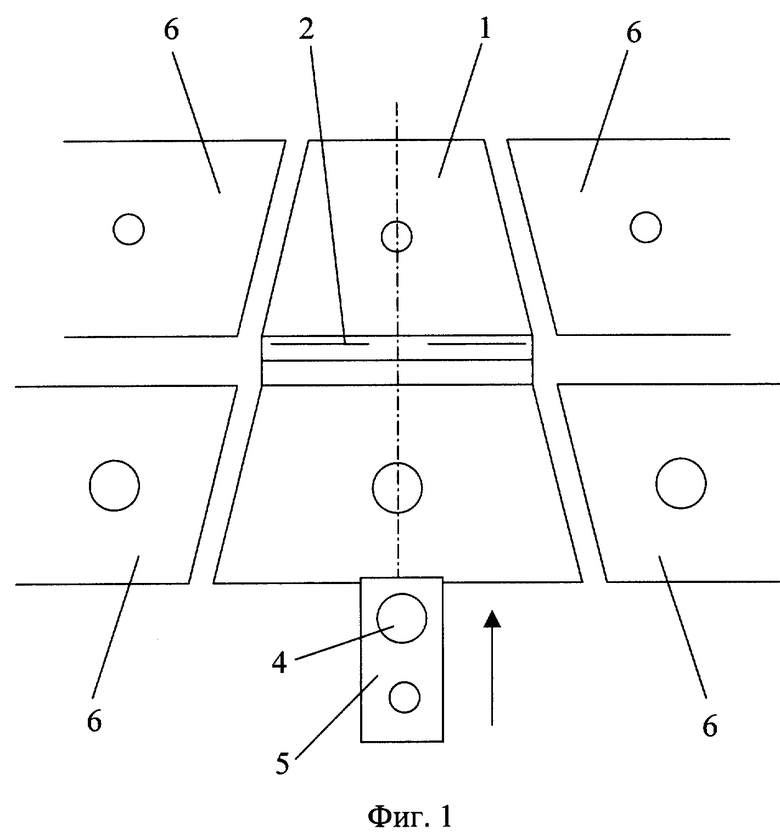
Пневматический сепарирующий лоток, включающий лоток с перфорированной несущей поверхностью, пневмокамеру, устройство поштучной подачи изделий, принимающие пневмоконвейеры, отличающийся тем, что несущая поверхность лотка выполнена в виде независимых, снабженных поперечными буртиками секций, которые имеют вид части полого усеченного конуса, с возможностью совершать колебательные движения в разных направлениях относительно продольной оси, причем число секций может изменяться в зависимости от количества изделий в типоразмерном ряду, а воздухоподводящие отверстия имеют разный наклон в зависимости от того, где они расположены на несущей поверхности.
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Устройство для ориентированной подачи деталей | 1988 |
|
SU1553471A1 |
| УПРАВЛЯЕМЫЙ СНАРЯД | 1992 |
|
RU2032138C1 |
| US 5695070 A, 09.12.1997 | |||
| US 4136780 A, 30.06.1979. | |||
