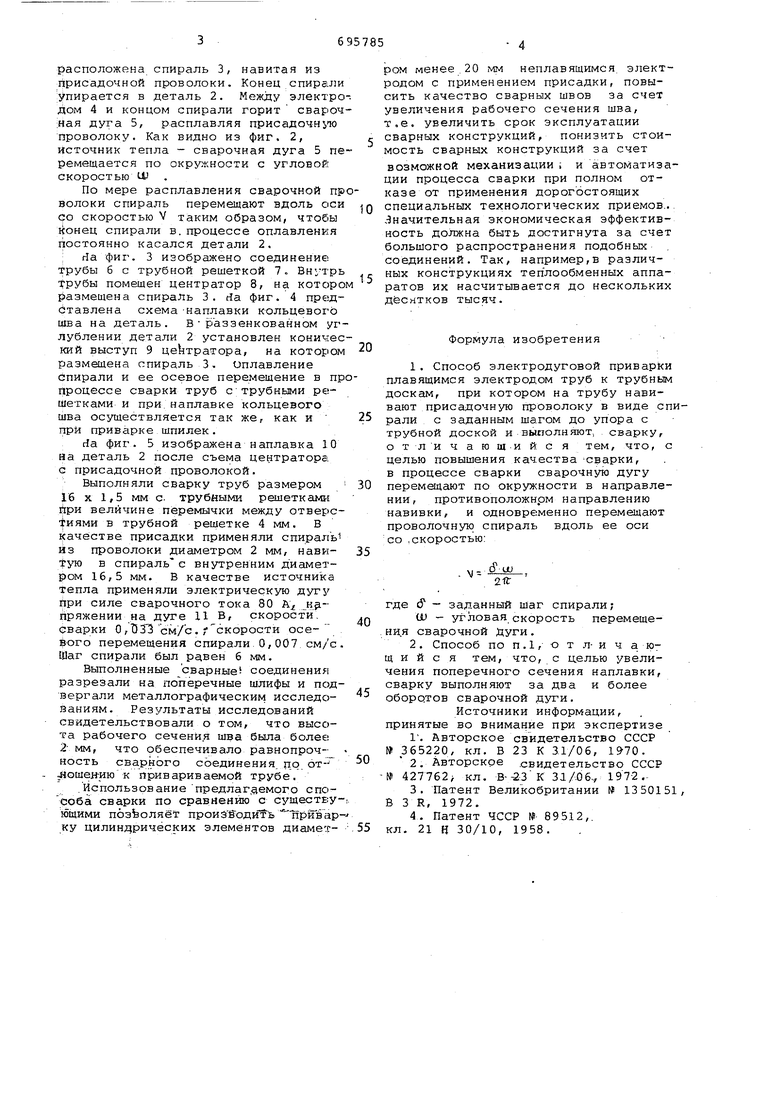
(54) СПОСХЭБ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ТРУБ К ТРУБНЫМ ДОСКАМ расположена спираль 3, навитая из присадочной проволоки. Конец спирали упирается в деталь 2. Между электро дом 4 и концом спирали горит свароч ;Ная дуга 5, расплавляя присадочн ю проволоку. Как видно из фиг. 2, Источник тепла - сварочная дуга 5 пе ремещается по окружности с угловой скоростью U) По мере расплавления сварочной пр волоки спираль перемещают вдоль оси со скоростью V таким образом, чтобы конец спирали в.процессе оплавления постоянно касался детали 2. : ria фиг. 3 изображено соединение трубы 6 с трубной решеткой 7. Внутр рубы помещен центратор 8, на котор размещена спираль 3. Ла фиг. 4 преэдСтавлена схема -наплавки кольцевого шва на деталь. Враззенкованном уг лублении детали 2 установлен коничес кий выступ 9 центратора, на котором размещена спираль 3, Оплавление спирали и ее осевое перемещение в пр процессе сварки труб с;трубными решетками и при. наплавке кольцевого шва осуществляется так же, как и при приварке щпилек. rfa фиг. 5 изображена наплавка 10 на деталь 2 после съема центратора с присадочной проволокой. Выполняли сварку труб размером 16 X 1,5 мм с. трубными решетками бри величине перемычки между фиями в трубной решетке 4 мм. В качестве присадки применяли спираль из проволоки диаметром 2 мм, навитую в спираль с внутренним диаметром 16,5 мм. В качестве источника тепла применяли электрическую дугу при силе сварочного тока 80 А к йряжении на дуге 11 В, скорости, сварки 0,1331см/с, гскорости осе- вого перемещения спирали.О,007.см/с Шаг спирали был 6 мм. Выполненные сварные соединения разрезали на поперечные шлифы и под вергали металлографическим исследованиям. Результаты исследований свидетельствовали о том, что высота рабочего сеченИя шва была более 2 мм, что србеспечивало равнопрочность сварного соединения. , от- йошен-ию к привариваемой трубе, .Использование предлаг.земого способа сварки по сравнению с существу ющими позЬоляёг прои ё одИ ь прйвар ку цилинд ричёских элементов диаметром менее. 20 мм неплавящимся электродом с применением присадки, повысить качество сварных швов за счет увеличения рабочего сечения шва, т.е. увеличить срок эксплуатации сварных конструкций, понизить стоимость сварных конструкций за счет возможной механизации ; и автоматизации процесса сварки при полном отказе от применения дорогостоящих специальных технологических приемов... .-Значительная экономическая эффективность быть достигнута за счет большого распространения подобных . соединений. Так, например,в различных конструкциях теплообменных аппаратов их насчитьтается до нескольких десятков тысяч. Формула изобретения 1. Способ электродуговой приварки плавящимся электродом труб к трубным доскам, при котором на трубу навивают присадочную проволоку в виде спирали с заданным шагом до упора с трубной доской и выполняют, сварку, отличающ.ийс я тем, что, с целью повышения качества сварки, в процессе сварки сварочную дугу перемещают по окружности в направлении, противоположнрм направлению навивки, и одновременно перемещают проволочную спираль вдоль ее оси со .скоростью: М-. -J где cf - заданный шаг спирали; Ш - угловая скорость перемещени.я сварочной йуги. 2. Способ по П.1, о т л- и ч а ющ и и с я тем, что, с целью увеличения поперечного сечения наплавки, сварку выполняют за два и более оборотов сварочной дуги. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №365220, кл. В 23 К 31/06, 1970. 2.Авторское .свидетельство СССР № 427762 кл. В--23К 31/06,, 1972.3.Патент Великобритании № 1350151, В 3 R, 1972. 4.Патент ЧССР №- 69512,. кл. 21 П 30/10, 1958.
Фиг t
Фиг. 2
Фш.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
| Способ сварки труб с трубной решеткой | 1980 |
|
SU903038A1 |
| Способ вварки труб в трубную доску | 1980 |
|
SU897444A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ механизированной холодной электродуговой сварки чугуна | 1985 |
|
SU1412896A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ СВАРКИ СТЫКОВ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ ИЗ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ | 2009 |
|
RU2412032C1 |

Iputf
Фиг.б
