(54) СПОСОБ ВВАРКИ ТРУБ В ТРУБНУЮ ДОСКУ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической приварки труб к трубным доскам | 1980 |
|
SU893474A1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| Способ сварки труб с трубной решеткой | 1981 |
|
SU1007881A1 |
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |
| Способ заварки глухих отверстий малого диаметра и устройство для его осуществления | 1990 |
|
SU1810257A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ПОД ФЛЮСОМ НАРУЖНЫХ ИЛИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2410215C1 |
| Способ сварки труб с трубной решеткой | 1980 |
|
SU903038A1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ дуговой сварки стыковых соединений | 1981 |
|
SU988490A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БУРИЛЬНОЙ ТРУБЫ | 2006 |
|
RU2308364C1 |

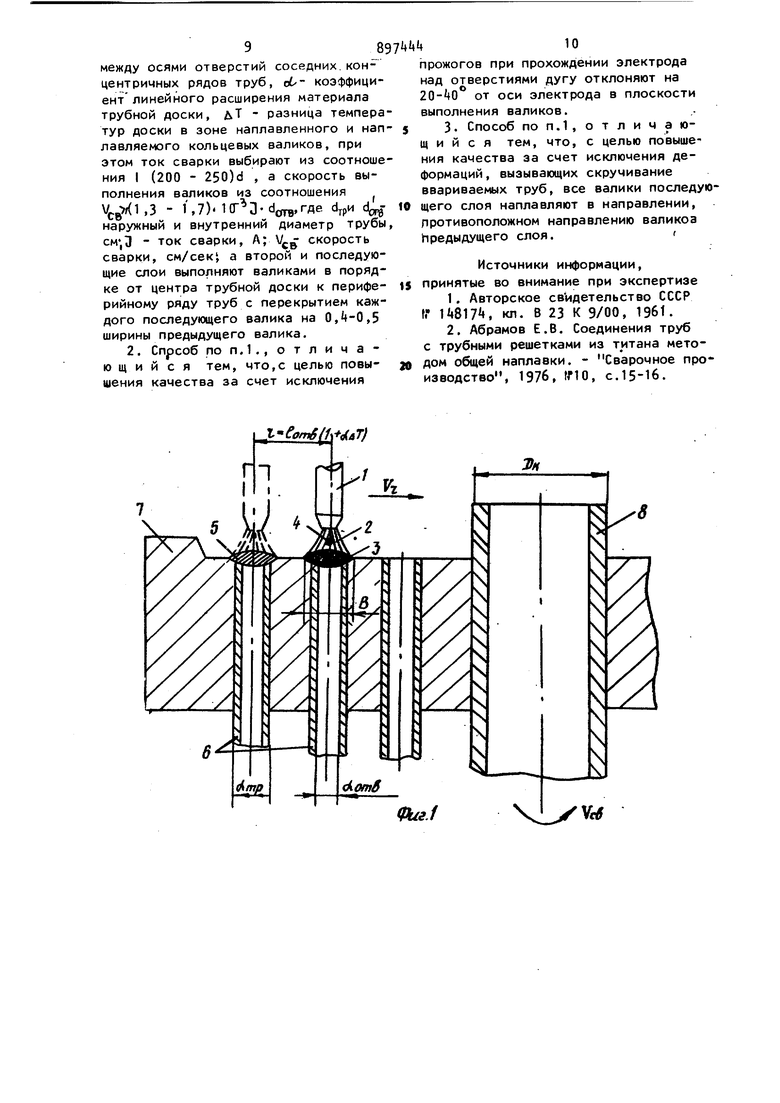
Изобретенме относится к способу вварки труб в трубную доску методом общей многослойной наплавки с после дующей рассверловкой заплавленных отверстий концов труб, обеспечивающему повышение производительности процесса сварки и качества сварного соединения. Этот способ может быть использовен во всех отраслях народного хозяйства при изготовлении теплообменных аппаратов, трубных конструкций, преимущественно из титана, к качеству которых предъявляются высокие требования.Формирование сварного шва труб с трубной доской происходит за счет наплавки на поверхность трубной доски слоя металла и последующей его рассверловки по заплавленным отверстиям концов труб. Известен способ автоматической пр варки труб к трубной доске, при кото ром оплавляют наружную поверхность трубной доски вместе с торцами труб путем перемещения источника тепла по принципу строчечной развертки l . Однако этот способ вызывает неравномерные деформации по периметру доски, неравномерные наплывы металла во внутренние полости труб и неравномерное оплавление торцов ввариваемых труб. Кроме того, для автоматизации этого способа требуется сложное оборудование. Наиболее близким к предложенному является способ вварки труб в трубную доску, когда трубы собраны в доске вдоль концентричных окружностей, а сварку осуществляют неплавящимся . электродом в среде защитных газов методом общей многослойной наплавки с последующей рассверловкой заплавленных отверстий концов труб ,2. Данный способ обладает всеми недостатками предыдущего и, кроме того, поскольку при наложении последующих валиков приходится все время преры389вать процесс, появляются новые дефекты - поры и несплавления. Цель изобретения - повышение качества автоматический вварки труб в трубную доску. Цель достигается тем, что согласно способу вварки труб в трубную доску, преимущественно из титана, когда трубы собраны в доске вдоль концентричных окружностей, а сварку осуществляют неплавящимся электродом в сре де защитных газов методом общей многослойной наплавки с последующей рассверловкой заплавленных отверстий концов труб, первый слой наплавки выполняют концентричными валиками, начиная с периферийного ряда труб, при этом первый валик наплавляют по центрам отверстий труб периферийного ряда, а последующие - со смещением дуги от валика к валику на величину г (l-ofuT) , где 1ру - расстояние между осями отверстий соседних концентричных рядов труб,- d, коэффициент линейного расширения материала трубной доски,ДТ - разница температур доски в зоне наплавленного и наплавляемого кольцевых валиков, при это ток сварки выбирают из соотношения (200-250)сЦ.р,а скорость наплавки валиков из соотношения ,7)х X 10 ldo -в тpи cl y a- наружный и внутренний диаметры трубы, см. И ток сварки, А; скорость сварки, см/сек, а второй и последующие слои наплавляют валиками в порядке от цен ра трубной доски к периферийному ряду с перекрытием каждого последующег валика на 0,4-0,5 ширины предыдущего валика. Кроме того, при прохождении электрода над отверстиями дугу отклоняют на ZO-+O от оси электрода в плоскос ти наплавки валиков, а асе валики последующего слоя наплавляют в направлении, противоположном направлени наплавки валиков предыдущего слоя. Наложение наплавляемых валиков по оси симметрии каждого ряда труб обеспечивает равномерное затекание жидкого металла сварочной ванны в заплавляемые отверстия во всех рядах труб, что позволяет качественно обра батывать этот металл при рассверловке. Выбор направления наплавки валиков первого слоя от периферии к цен ру трубной доски обусловлен тем, что по Мере -разогрева труЬной доски при сварке происходит накопление температурной деформации и оси симметрии рядов труб смещаются от своего первоначального положения и тем больше, чем дальше ряд расположен относительно центра трубной доски, поэтому при таком порядке выполнения валиков ось электрода более точно совпадает с осью симметрии рядов труб и обеспечит вает стабильное качество сварки. К тому же,при данном порядке наплавки валиков материал трубной доски при сварке второго и последующего валиков находится в сжатом состоянии, что благоприятно сказывается на качестве сварки. При наплавке валиков от центра трубной доски к периферии материал |;оски находится в состоянии растяжения и могут возникать такие дефекты, как микротрещины и др. Определяя величину смещения дуги при переходе от валика к валику по формуле г 1о-гв(1 ) , учитывают смещение осей симметрии рядов труб от температурной деформации, что повышает точность ориентации электрода. Выбор тока сварки по формуле 3(200250)d.p обеспечивает ширину ванны больше или равной наружному диаметру труб, что является необходимым для получения качественйого провара. При невыполнении этого условия возникают недопустимые несплавления труб с трубной доской. Определение скорости сварки по формуле ( (ЬЗ-1 ,7).,g,orpaничивает объем сварочной ванны. При нарушении этого условия жидкий металл выливается во внутреннюю полость трубы, что недопустимо. Направление, выполнения валиков второго и последующего слоев от центра трубной доски к периферии исключает появление цветов побежалости на технологическом канале, так как он обваривается в менее разогретом состоянии, чем в случае обратного порядка выполнения ва,ликов.Такой порядок обеспечивает и лучшую возможность наблюдения за выполнением процесса сварки, I Перекрытие валиков на 0,-0,5 ширины предыдущего валика обеспечивает наиболее ровную поверхность наплавки и уменьшает технологический припуск на механическую обработку. Смещение дуги на при прохождении электрода над отверстиями уменьшает силовое металл, жога. Кроме того, наплавление валико последующего слоя в направлении, про тивоположном Направлению наплавки валиков предыдущего слоя, уменьшает деформации, вызывающие скручивание ввариваемых труб. На фиг. 1 показано расположение электрода при выполнении первого слоя наплавки на фиг.2 - порядок наложения валиков при выполнении первого слоя и последующих слоев, на фиг.З отклонение дуги от оси электрода при прохождении электрода над отверстием Схема осуществления предлагаемого способа (фиг.1-З)содержит электрод 1 , сварочную дугу 2, сварочную ванну 3, Присадочную проволоку k, сварной шов первого слоя (валик)5, трубу 6, трубную доску 7,технологический канал 8, второй и последующие слои 9 и 10 наплавленного металла, выполненные в противоположных направлениях. Кроме того, приняты следующие обозначения: V - скорость перемещения электрода от валика к валику, г - величина перемещения электрода от валика к валику, равно Ip-Jl-ч с.Т); расстояние между осями отверстий соседних рядов труб, d - на эужный и внутренний диаметры труп соответственно, В - ширина сварочной ванны, D.. - диаметр технологического канала Н - проллавление металла доски, V pскорость подачи присадочной проволоки; 0,-0,5 В - величина перекрытия валиков на втором и последующих елоях; 20-kO - угол отклонения дуги от оси электрода в плоскости наплавляемого валика (касательная в любой точ ке концентричного валика). Способ осуществляется следующим образом. Первоначально выполняют первый слой концентричными валиками, проходя щими через ось симметрии . каждого ряда труб в порядке от периферийного ряда к технологическому каналу в центре трубной доски, как показано на фиг.1. Электрод 1 ориентируют по оси симметрии каждого ряда труб 6 и зажигают дугу 2 на основном металле трубной доски 7. Принимая В 0,31 С) J , где су- V эффективная тепловая мощность дуги, il - напряжение дуги, I - ток сварки, Yi кпд. Л- коэффициент теплопровод5897 6воздействие дуги на жидкий ности, температура плавления что снижает возможность про- металла, и подставляя значения указанных величин применительно к титану и его сплавам и вводя поправочный опытный коэффициент, получаем (200 - 250)dyp Из этого неравенства определяют ток сварки, обеспечивающий необходимую ширину В сварочной ванны. Процесс оплавления отверстий производят следующим образом. При нахождении сварочной ванны 3 на отверстие сначала оплавляют края отверстия. При дальнейшем натекании ванны 3 отверстие уменьшается и затем происходит смыкание жидкого металла над отверстием под действием сил поверхностного натяжения. Для того, чтобы сварочная ванна 3 при прохождении над отверстиями диаметром do QTpy6 6 заплавлялз их необходимо, чтобы силы поверхностного натяжения в зоне отверстия были больше или равны силе гидростатического давления сварочной ванны 3. или выРажая это аналитически: 20/doT - /PgH, где - коэффициент поверхностного натяжения, р- плотность материала, 9 Ускорение свободного падения, Глубину проплавления Н можно узнать по формуле И К - опытный коэффициент . Преобразуя и также подставляя известные величины применительно к титану и вводя опытный попРавочный коэффициент.. получаем: .3-1,7)1 О .Из этого неравенства определяют скорость свархи .обеспечивающую необходимую глубину провара Н для заплавления отверстия диаметром 6. После выполнения валика 5 по первому ряду труб 6 электрод 1 перемещают со скоростью Vy, на следующий ряд труб 6 таким образом, чтобы совместить ось электрода 1 с осью симметрии следующего ряда труб 6. Аналогично выполняют и последующие валики 5 первого слоя в направлении к технологическому каналу 8 в центре трубной доски 7- При прохождении электрода 1 над отверстиями труб 6 дугу 2 отклоняют на от оси электрода 1 в плоскости выполнения валиков 5. как показано на фиг.З. Затем наплавляют второй и последующий слои 9 и 10 валиками 5 в последовательности от технологического Kaнала 8 в центре трубной доски 7 к периферийному ряду труб 6 с перекрытием каждого валика 5 на О,t-0,5 ширины В предыдущего валика 5 (фиг.2 причем выполнение каждого последующего слоя 9 и 10 производят в противоположных направлениях,
Пример. Способ осуществляется при сварке труб диаметром 8 мм, толщиной стенки 1,5 мм с трубной доской диаметром 170 мм из титана. Трубы собирают в трубную доску в четыре ряда вдоль концентрических окружностей заподлицо с поверхностью трубной доски, а центре трубной доски расположен технологический канал диаметром 27 мм и толщиной стенки . 3,5 мм. Край технологического канала выступает над поверхностью доски на 18 мм.
Сварку выполняют на специальной установке автоматически неплавящимся вольфрамовым электродом с присадоной проволокой диаметром 2,0 мм в :среде аргона. Предварительно по предложенным зависимостям определяют параметры режима сварки: принимая Е 0,8 см, находим (200-250)0,8, 3//1бО-200А, принимая I 170 А, то V.g(1,3-1.7)-10- -170-0,5, ,2, при /j.g 50 м/ч.
Фактически ширина шва О,9-,О см. Электрод затачивают в виде клина (двумя плоскими параллельными граням с углом (фиг.З), обеспечивая тем самым смещение дуги также на 30 , Первый проход выполняют в направлени от периферийного ряда труб к центру трубной доски, второй, третий и четвертый слои выполняют в направлении от центра к периферии,
Величина шагов при перекрытии валиков k-S мм, высота наплавки 14 мм, скорость присадочной проволоки на первом слое 22,2 м/ч, на втором слое 33 м/ч, на третьем и четвертом слое 38,, напряжение дуги 10,5 В, длина дуги 3 мм,,расход аргона 18 л/мин,
В результате применения предлагаемого способа осуществляется автоматическая сварка труб с трубной доской при расположении в центре трубной доски технологического канала, торец которого превышает торцы других труб,и повышается качество сварного соединения. При прохождении электрода над отверстиями были исключены прожоги. Производительность процесса повышается в 2 раза по сравнению с ручной сваркой (трубную доску наплав ляют за ч вместо 8 ч при ручной сварке), что приводит к значительной экономии материальных ресурсов (аргона, электроэнергии и др,), а также к экономии за счет использования менее квалифицированного труда сварщика ( разряд вместо 8-го разряда)при снижении процента брака в 2-3 раза. Кроме того, значительно уменьшилась деформация трубной доски. Это позволяет производить рассверловку заплавленных отверстий с более высокой точностью. Автоматизировать предлагаемый способ гораздо проще, чем известный способ, а это, в свою очередь, упрощает механику и аппаратуру управления автомата для сварки.
Выполнение первого прохода наплавки по открытым отверстиям не требует применения пробок-заглушек, что также экономит материал и время на их изготовление,
Выполнение каждого слоя наплавки в противоположном предыдущему направлении уменьшает деформацию трубной доски, приводящую к скручиванию труб в сторону, противоположную направлению сварки. При значительных деформациях возможны зарезы труб 6 при последующей i рассверловке отверстий, что не допускается рядом нормативных материалов.
Предлагаемый годовой экономический эффект от внедрения одной установки для сварки этим способом 40-50 тыс, РУб,
Формула изобретения
1, Способ вварки труб в трубную доску, преимущественно из титана, когда трубы собраны в доске вдоль концентричных окружностей, а сварку осуществляют неплавящимся электродом в среде защитных газов методом общей многослойной наплавки с последующей рассверловкой заплавленнь1х отверстий концов труб, отличающийся тем, что, с целью повышения качества автоматической вварки труб а трубную доску, первый слой наплавки выполняют концентричными валиками, начиная с периферийного ряда труб, при этом первый валик наплавляют по центрам отверстий труб периферийного ряда, а последующие - со смещением дуги от валика к валику на величину г отв(1 ), где ifiTB расстояние между осями отверстий соседних.концентричных рядов труб, ot/- коэффициент линейного расширения материала трубной доски, дТ - разница темпера тур доски в зоне наплавленного и нап лавляемого кольцевых валиков, при этом ток сварки выбирают из соотноше ния I (200 - 250)d , а скорость выполнения валиков из соотношения ,3 - i,7) dOTB.f-де наружный и внутренний диаметр трубы смЗ - ток сварки. Л; V скорость сварки, см/сек, а второй и последующие слои выполняют валиками в порядке от центра трубной доски к периферийному ряду труб с перекрытием каждого последующего валика на 0,-0,5 ширины предыдущего валика. 2. Спрсоб поп.1.,отличаю щ и и с я тем, что,с целью повышения качества за счет исключения
Фиг.1 прожогов при прохождении электрода над отверстиями дугу отклоняют на 20-+0 от оси электрода в плоскости выполнения валиков. 3. Способ поп.1,отличающ и и с я тем, что, с целью повышения качества за счет исключения деформаций, вызывающих скручивание ввариваемых труб, все валики последующего слоя наплавляют в направлении, противоположном направлению валикоз Предыдущего слоя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР ff U817, кл. В 23 К 9/00, 1961. 2.Абрамов Е.В. Соединения труб с трубными решетками из титана методом общей наплавки. - Сварочное производство, 1976, tno, с. 15-16.
IJocM Sflef.
