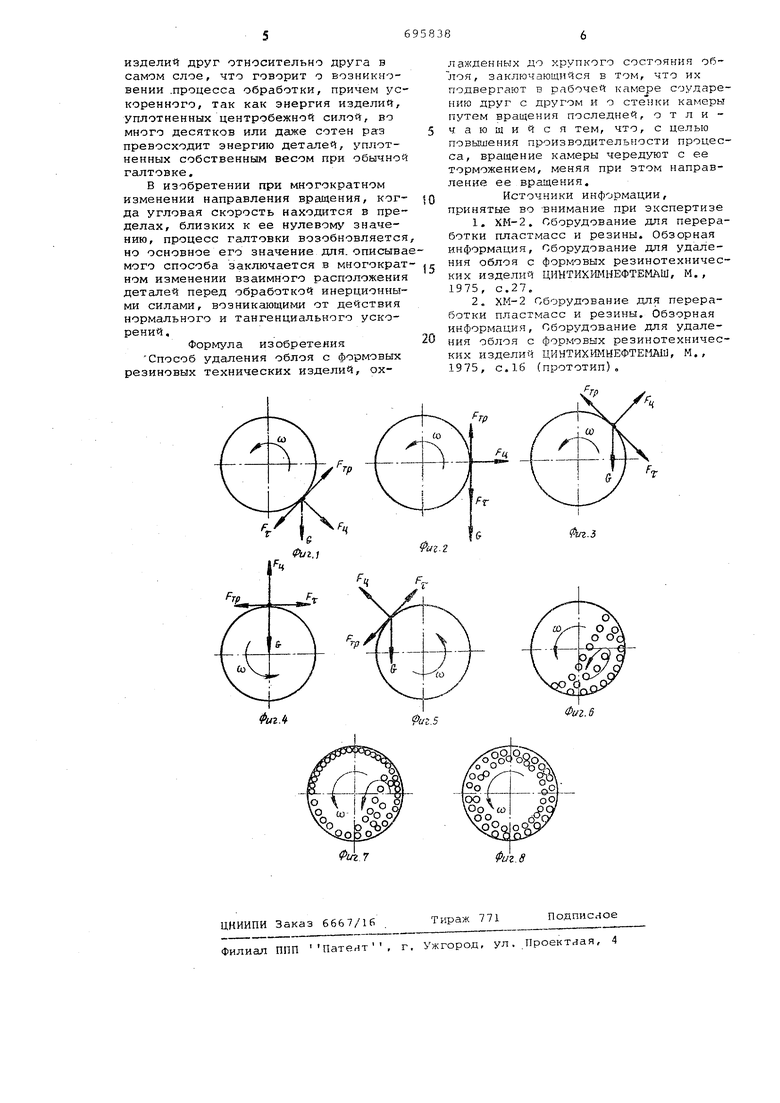
(54) СПОСОБ УДАЛЕНИЯ ОБЛОЯ С ФОРМОВЫХ РЕЗИНОВЫХ ТЕХНИЧЕСКИХ ИЗДЕЛИЙ :Ка. Интенсивность обработки в незна чительной мере может быть повышена путем придания рабочей камере соответствующей геометрической формы и наклона ее относительно оси вращени Недостатком способа обработки галтовкой является его низкая про-из .водительность, связанная с недостаточным давлением внутри слоя обра.ба тываемых деталей из-за его ограниченной толщины (определяемой рабочим объемом камеры) и малой, энергией и интенсивностью соударения деталей в связи с тем, что скорость перемешения деталей в слое ограничена критическими значениями числа оборотов и диаметра рабочей камеры. Увеличение числа оборотов и диаметра рабочей камеры, с целью ускорения обработки, приводит к полному ее прекра щению, так как при этом центробежные силы начинают превосходить собгСтвенный вес деталей, в результате чего прекращается перемещение деталей относительно стенок рабочей камеры и друг относительно друга. Цель изобретения повьжгение про изводительности процесса. Это достигается тем, что вращени :камеры чередуют с ее торможением, меняя при этом направление ее враще ния , На фиг. 1-5 показано расположени сил для наиболее характерных точек траектории изделий; на фиг. 6-8 - положение изделий в рабочей камере при ее вращении. Направление и величина сил, за исключением веса детали G, меняются :в зависимости от угловой скорости w и положения внутри рабочей камеры. Центробежная сила F связана с изменением направления движения изделия и прижимает изделие к стенке рабочей камеры. Она прямопропорциональна массе изделия т, расстоянию от изделия до центра вращения г и квадрату угловой скорости cJ. Рц m . В реальных условиях в рабочей ка мере находится больщое количество изделий. Расстояние от этих деталей до центра вращения разное, поэто1лу на них действуют различные центробежные силы. Тангенциальная сила Ij связана с изменением угловой скорос тиш , при разгоне или торможении, Сила FP перемещает изделия относительно стенок цилиндра в сторону, противоположную разгону или тормож нию. При равномерном (установившемс вращательном движении сила отсутсогв ет. Сила трения Ц препятствует пер мещению детали относительно поверхности рабочей камеры до определенно го момента, способствует подъему и падению изделия с некоторой высоты ила трения является функцией нормального давления N, представляющего собой векторную сумму центробежной силы и нормальной составляющей веса издеия. Вес детали G всегда нагтравлен в одну сторону. В начальный момент, когда обороты рабочей камеры не достигли 35-50 в минуту, угловая скорость остается в пределах, при которых сила трения F меньше тангенциальной силы и тангенциальной составяющей веса изделия (см. фиг. 1,2,3), При этих условиях изделие скатывается вниз, ударяясь о стенки рабочей камеры о другие изделия, идет процесс обработки галтовкой. На фиг, 6 показан характер расположения деталей в рабочей камере в описанный период. Дальнейшее увеличение числа оборотов приводит к тому,, что для детсшей, расположенных на максимальном удалении от центра вращения, сила N достигает таких значений, когда сила F уравновешивает Е и Тангенциальную составляющую веса изделия. Такие изделия достигают верхней точки рабочей камеры цилиндра и удерживаются в ней центробежной силой, которая в рассматриваемый момент значительно превосходитвес изделия. Остальные силы изменить ее положение относительно вертикальной оси не могут, так как не дают проекции на эту ось (см. фиг. 4). Для изделий, расположенных ближе к оси вращения, сила нормального давления мала, что позволяет им какое-то время перемещаться в рабочей камере. В этот период изделия начинают размещаться в рабочей камере по кольцу,как показано на фиг. 7. К моменту полной утраты подвижности, вследствие дальнейшего увеличения угловой скорости, детали успевают расположиться в цилиндре по кольцу с примерно равной толщиной слоя (см. фиг. 8). Обработка галтовкой полностью прекрсицается. Дальнейшее увеличение оборотов приводит к уплотнению изделий в слое и возникновению в нем значительных давлений. Если сравнить вес изделия G с уплотняющей центробежной силой Рц, например, при 1000 об/мин и радиусе рабочей камеры 0,2 м, то получим , . где(, а ci,9,8l м/сек для простоты расчета примем Ct 3,14 3 ; F.CV 9,81 2: ID. is 200. При интенсивном торможении вся масса изделий под действием тангенциальной силы начинает перемещаться по- окружности относительно поверхности рабочей камеры, а под действием сил трения начинается перемещение

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления облоя с формовых резиновых технических изделий | 1979 |
|
SU895704A1 |
| Машина для сварки трением | 1983 |
|
SU1076237A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕГЕРМЕТИЧНОСТИ ОБОЛОЧКИ ПОЛОГО РОТОРА ПРИ РАБОТЕ ЦЕНТРОБЕЖНОГО УСТРОЙСТВА | 2014 |
|
RU2593526C2 |
| ЦЕНТРОБЕЖНЫЙ КОНЦЕНТРАТОР | 2009 |
|
RU2402381C1 |
| Способ обработки деталей в свободном абразиве | 1980 |
|
SU1204362A1 |
| Устройство для компенсации дисбаланса вращающейся сборочной единицы | 2019 |
|
RU2710399C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2090343C1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
| Способ измельчения материалов в центробежной планетарной мельнице | 2020 |
|
RU2760394C1 |
| Способ нанесения покрытий из порошковых материалов на внутренние поверхности деталей | 1988 |
|
SU1687376A1 |
