Изобретение относится к абразив- ной обработке (копированию, снятию заусенцев, скруглению острых кромок, зачистке и т.п.) внутренних преимущественно конических и цилиндрических поверхностей деталей типа дисков роторов газотурбинных двигателей.Известен способ обработки деталей в псевдоожиженном абразиве, согласно которому деталь вращают вокруг двух пересекающихся осей, одну из которых совмещают с геометрической осью детали, а вторую смещают относительно центра масс детали 1J .
Однако известный способ не обеспечивает производительной обработки внутренних цилиндрических конических и других поверхностей деталей, так как отношение угловой скорости вращения вокруг оси,не проходящей через геометрическую ось детали, к угловой скорости вращения детали вокруг своей.геометрической оси задают равньм синусу половины угла конуса, а ось,не проходящую через геометрическую ось детали, смещают относительно центра масс детали на произвольную величину.
Цель изобретения - повьшение производительности обработки внутренних цилиндрических, конических и других поверхностей детали.
Цель достигается тем,что согласнс способу обработки деталей в свободном абразиве,отношение угловых скоростей вращения детали вокруг своей геометрической оси к угловой скорости вращения вокруг оси, смещенно относительно центра массы детали, назначают в диапазоне 1,0 - 2,5,при ЭТОМ величина смещения последней оси определяется из соотношения г (.n-co6C l(Ul.in-c05)4SinCtl R со5с где г - расстояние центра масс детали от оси, вокруг которой деталь вращают с угловой скоростью; R - радиус детали; п г S2 /Ы ;
- угловая скорость вращения детали вокруг ее геометрической оси;
- крэффициент трения; - угол пересечения осей; - угловая скорость вращения детеши вокруг оси, пересекающейся с геометрической осью детали.
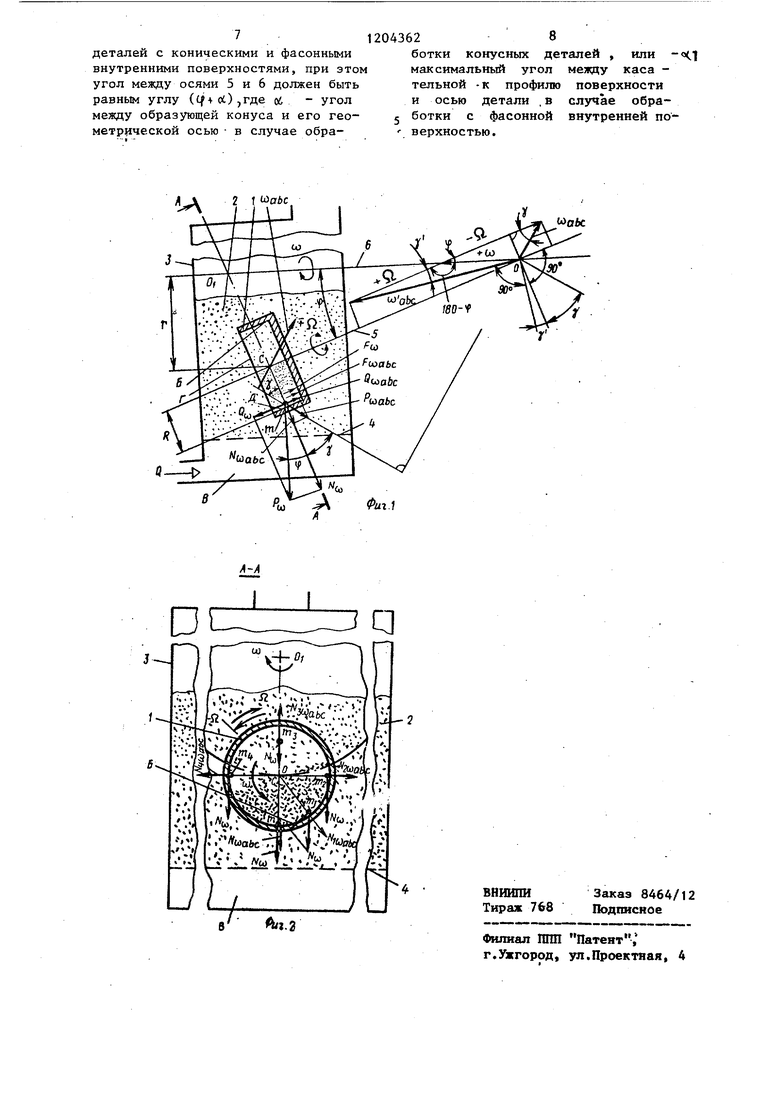
На фиг.1 показан пример обработ- .ки детали с цилиндрической внутренней поверхностью в псевдоожкженном абразиве при расположении осей, вокруг которых вращают деталь, в вертикальной плоскости; на фиг. 2 - разрез А-А на фиг.1.
Обработку внутренней поверхности Б детали 1 производят в псевдоожиженном слое абразива 2, расположенном в Камере 3 на газораспределительной решетке 4, под которую через камеру В подают поток Q воздуха , приводящего абразив в псевдоожиженное состояние.
Обрабатываемой детали 1 сообщают вращения с угловой скоростью 52 вокруг ее геометрической оси 5 и с угловой скоростью Ы вокруг оси 6,
пересекающейся с ее геометрической осью 5 под углом (Jj в точке О (фиг.1 и 2).
Скорость движения абразивных частиц, относительно внутренней поверхности и давление частиц на поверхность, от которых зависит производительность обработки, увеличивается с увеличением О, П и п Я/со , однако при увеличении п необходимо увеличи-вать отношение 1 /R, т.е. увеличивать габариты устройств, реализующих Способ - оптимальные значения h , при которых обеспечивается производительная обработка внутренних
поверхностей детали при практически приемлемых значениях r/R, т.е. при приемлемых габаритах устройств, находятся- в диапазоне п 1,0-2,5, при зтом угол (| выбирают следующим образом.
Сложное движение детали вокруг оси 5 и 6 рассматривают как мгновенно-поступательное движение центра С масс детали и относительное вращательное движение с абсолютной угловой скоростью со ageСилы инерции Кэриолиса при этом отсутствуют, так как переносное движение поступательно.
Силами веса частицы и аэродинамического сопротивления ее перемещению, в сравнении с силами инерции, пренебрегают так как они малы. Рассматривая силы, действующие
на абразивное зерно массой тОдНахо- дящееся на нижней образующей А цилиндрической внутренней поверхности детали (фиг.1) а также силы, дейст
вующие на зерно i . при его произ вольном положении (фиг.2), можно установить, что абсолютная угловая скорость cOggg вращения детали равна геометрической (векторной) сумме угловых скоростей м - и R ее вращений относительно осей 6 и 5 но жет быть определена по формуле косинусов
l af - ut uf2utnco 5 i. (1)
При этом здесь и в дальнейшем верх НИИ знак относится к случаю противоположных направлений вращений (и и S2 , а нижний знак - к одинаковым направлениям вращений (фиг.1).
Значение угла J ( jf ) между векторами абсолютной угловой скорости
(или со о,,- ) и осью .детали
СО
«БС
определяем из векторного треугольника угловых скоростей (фиг.1), при этом значения косинуса и синуса угла у ( у ) которые необходимы для дальнейшего анализа, равны
S сосо5(р
coup ,
со
абс
sinf
Обе
(3)
С системе отсчета, движущейся мгновенно- поступательно вместе с центром С масс детали, на частицу массой ш действует переносная сила инерции
Рм -шгсо,
(4)
где
- расстояние от центра масс
детали до оси 6.
Сила инерции Р со направлена перпендикулярно оси 6 и не зависит от положения частицы.
Разложим силу F со на составляющие: NtJ - нормальную к образующей Л детали, и Q ь) - касательную к ней причем ,
Nu PcJCoeifWrco coecf, (5) Q(0-Pw sinif-mrco sin ср. /g
В системе отсчета, вращающейся с угловой скоростью Wjjjc относит тельно поступательно движу чейся системы, на частицу действует сипа инерции
РсОвбе тЯ)со,, J (6-1
204362
где R. - радиус-вектор частицы относительно вектора угловой скорости Ugg. Направление силы Р со перпен- 5 дикулярно вектору СОдбс абсолютной угловой скорости (фиг.1).
Значения нормальной NfOajj. и касательной Qoggc составляющих вектора РсОобс разных точках 10 на внутренней обрабатываемой поверхности Б детали вследствие различных углов между направлением Рйдее и касательными к точкам поверхности Б в которых в данный момент нахо- 15 дится частота (фиг.1 и 2).
На частицу m , расположенную на нижней образующей Д действует нормальная и касательная составляющие
силы Рсо
абс
соответственно
20
Ncda6c- R B CO b
(7)
где
(5ш„е,п,,со5ув1пу, (gj
R - внутренний радиус детали. При нахождении абразивной частицы в положении т ( или т), (фиг.2) направление вектора РЫцв перпендикулярно поверхности В в этих точках ()вследствие чего нормальная составляющая Nco-, максимальна и равна силе инерции Р со
т.е.
ОБО
N asc o.6c ,
(9)
m, m
a касательная составляющая Q cj 0. Возможность движения частицы относительно внутренней поверхности Б детали обеспечивается ,если в любой точке,.например, в точках m,m(, mj,
4 и других(фиг.2), расположенной на внутренней поверхности В нормальная составляющая N ci от вращения детали вокруг оси 6 будет больше чем максимальное значение
нормальной направляющей N U от вращения детали с угловой скоростью Wgbc .т.е.
N(
авс
Ро)
Обе
В этом случае под действием силы Nuf , которая, больше Na , абразив отбрасывается к нижней части внутренней поверхности детали, наиболее удаленной от оси 6 .(Фиг.1 -и 2). причем положение этого абразива остается неизменным относительно линии О,С В)процессе её вращения с угловой скоростью to вокруг оси 6,
Тогда при вращении детали относительно ее центра С масс со скоростью Я абразив скользит относительно внутренней поверхности детали, производя ее обработку.
Если нормальная сила инерции ° вращения детали с угловой скоростью Wpsc больше силы инерции N со от вращения детали вокруг оси 6, то абразивные частицы,поджимаясь к внутренней поверхности В детали по всему ее периметру, образуют плотное абразивное кольцо, вращающееся вместе с детальюjвследствие чего обработки не происходит.
Из (10),учитывая (5) и (9)-, получим
го-г -co cosq) . Подставляя в (11) значение W
(11)
авс
ИЗ (1),обозначая отношение угловой скорости П к скорости CJ через h , т.е. п Я/ы,и производя необходимые преобразования, получим в окончательном виде необходимое и достаточное условие движения абразивной частицы относительно обрабатываемой поверхности Б в тангенциальном направлении
Г и«(п; 2cos cpl
сое cf
(12)
где
г расстояние центра масс С
от оси 6;
К - внутренний радиус детали И - отношение угловых скоростей;
tf - угол пересечения осей. Возможность движения абразива влево вдоль нижней образующей А внуренней поверхности в сторону Г выхода из внутренней полости детали, что необходимо для смены абразива в зоне обработкиJобеспечивается, ее- ли геометрическая сумма (Q Ы t QWasf) тангенциальных сил инерции больше сил трения от суммы нормальных составляющих (Nco инерции (фиг.1) т.е.
NW-, )сил
аес
Qм-Qй}„,fu(NQ Ntd«6), (13)
где |Ц - коэффициент трения абразив ва по обрабатываемому материалу . Подставляя в (13) значения ры, |
Q«a,p, NW ,И ,NWagp из (6), (8),
(5) и (7),учитывая значения cos к и sin у из (3) и (2),обозначая как и
ранее -Tj- п , производя необходимые
;преобразования получим условие движения вдоль нижней образующей Л в сторону вьрсода из внутренней полости детали
г (nTCos lIlUJnyco U in
Т (ucoscf (14)
Детали от специального привода (не показан) одновременно сообщают вращения вокруг осей 5 и 6 в противоположных направлениях - вокруг , геометрической оси 5 детали ее вращают со скоростью Q а вокруг оси 6, пересекающейся с геометрической осью 5 детали под углом cf и находящейся от центра С масс детали на расстоянии г - со скоро-г стью Q .
Под действием центробежных сил от вращения детали вокруг осей абразив прижимается к нижней части, внутренней поверхности детали, наиболее удаленной от оси вращения 6, и перемещается относительно внутренней поверхности в тангенциальном направлении вследствие того, что деталь вращается относительно вра . щающейся оси О, С с относительной угловой скоростью Q, При зтом происходит обработка детали.
При подходе абразивных частиц к нижней образующей А детали они под действием центробежных сил выбрасываются из внутренней полости
детали в сторону в камеру 3.
выхода из нее
Вместо выброшенных из внутренней полости частиц ее заполняют новыми порциями абразива из псевдоожижен- ного слоя, в который погружена обрабатываемая деталь.
Таким образом, обеспечивается одновременная более производительная обработка как наружных ,так и внутренних поверхностей деталей.При этом автоматически обеспечивается циркуляция абразива через зону обработки . внутренних поверхностей детади.
Способ рекомендуется для обработки деталей, имеющих относительно небольшие габариты, (например, диаметр до 150-350 мм). Способ может быть реализован и при обработке
деталей с коническими и фасонными внутренними поверхностями, при этом угол между осями 5 и 6 должен быть равным углу (),где ct - угол между образующей конуса и его геометрической осью в случае обработки конусных деталей , или максимальный угол между каса - тельной -к профилю поверхности и осью детали ,в случае обраI ботки с фасонной внутренней по верхностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Способ центробежной обработки деталей и устройство для его осуществления | 1990 |
|
SU1781009A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| САПФИРОВАЯ ПОДЛОЖКА (ВАРИАНТЫ) | 2007 |
|
RU2414550C1 |
| Устройство для абразивной обработкидЕТАлЕй | 1978 |
|
SU795902A1 |
| ПАРТИЯ САПФИРОВЫХ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412037C1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
2 I aЬc
Ч
V
РШ Фиг.
А
оЬс
| Авторское свидетельство СССР № 745108, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
