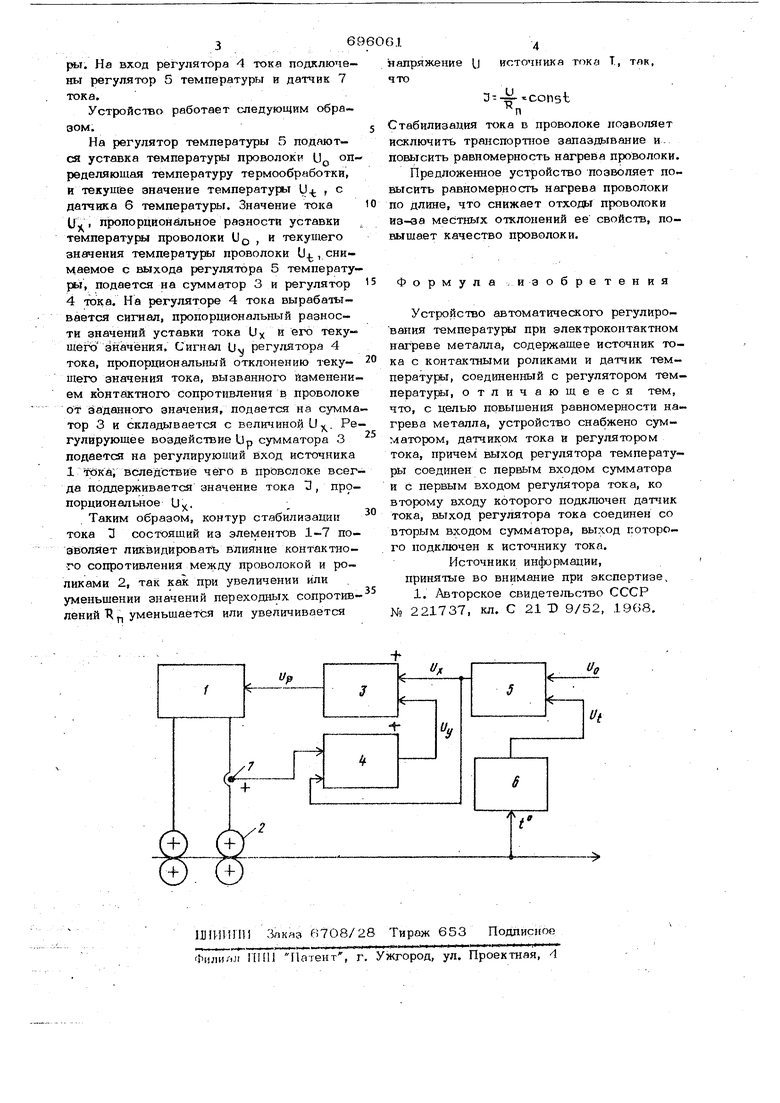
Изобретение относится к термической обработке металлов, главным образом нитевидных и может быть использовано при электроконтактном нагреве проволоки. Известно устройство, содержащее источник тока с контактными ролйкййИ И датчик температуры, соединенный с регу- лятором температуры, позволяющее регули ровать температуру проволоки, изменяя скорость движения проволоки в зависимос ти от напряжения питания 1. Недостат1сом известного устройства яв ляется то, чго с его помощью нельзя обес печить равномерный нагрев проволоки по длине в связи с инерционностью исполнительного, механизма - двигателя, регулир/юшего скорость движения проволоки и кратковременноеТ11Ю изменения контактного сопротивления между проволокой и контактными роликами. Целью изобретения является повышение равномерности ипгроиа металла. Поставленная цель догтигается за счет того, что устройство л1иоматического регулирования температуры при электроконтактном нагреве металла, содержащее источник тока с контактными роликами и датчик температурь, сО1Вдйне ННЫи с регулятором температуры, снабжено сумматором, датчиком тока А регулятором тока, причем выход регулятора температуры соединен с первым входом сумматор и с первым входом регулятора тока, ко второму входу которого подключен датчик тока, выход регулятора тока соединен со вторым входом сумматора, выход которого подключен к источнику тока. На чертеже представлена скёьлв устройства автоматического регулирования температуры при электроконтактном нагреве металла. Устройство состоит из источника 1 тока с контактными роликами 2. На управляющий вход источника 1 тока подключен сумматор 3, на вход которого подключены выходы регулятора 4 тока и регулятора 5 температуры. На вход регулятора 5 температуры подключен датчик 6 температу36ры. На вход регулятора 4 тока подключе- ны регулятор 5 температуры и датчик 7 Устройство работает следующим образом. На регулятор температуры 5 подаются уставка температуры проволоки UQ определяющая температуру термообработки, и текуигее значение температуры у , с датчика 6 температуры. Значение тока и, пропорцйонйльное разности уставки температу(ил проволоки UQ , и текущего значения температуры проволоки 1) , снимаемое с выхода регулятора 5 температуры, подается на сумматор 3 и регулятор 4 тока. На регуляторе 4 тока вырабатывается сигнал, пропорциональный разности значений уставки тока Ux и его текущего значения. Сигнал Uvj регулятора 4 тока, пропорциональный отклонению теку- Щего значения тока, вызванного изменением контйктного сопротивления в проволоке от заданного значения, подается на сумма тор 3 и складывается с вели1иной U. Ре гулирующее воздействие Up сумматора 3 подается на регулирующий вход источника 1 тока; вследствие чего в проволоке всег да поддерживается значение тока И, пропорциональное и. Таким образом, контур стабилизации тока tl состоящий из элементов 1-7 позволяет ликвидировать влияние контактного сопротивления между проволокой и роликами 2, так как при увеличении или уменьшении значений переходных сопротивлений R п уменьшается или увеличивается .1. 4 тока Т., так, источника напряжение что Const Стабилизация тока в проволоке позволяет исключить транспортное запаздывание и. повысить равномерность нагрева проволоки. Предложенное устройство позволяет по.высить равномерность нагрева проволоки по длине, что снижает отходы проволоки из-за местных отклонений ее свойств, повышает качество проволоки. Формула изобретения Устройство автоматического регулирования температуры при электроконтактном нагреве металла, содержащее источник тока с контак-тыми роликами и датчик температуры, соединенный с регулятором температугы, отличающееся тем, что, с целью повышения равномерности нагрева металла, устройс7во снабжено сумматором, датчиком тока и регулятором тока, причем выход регулятора температуры соединен с первым входом сумматора и с первым входом регулятора тока, ко второму входу которого подключен датчик тока, выход регулятора тока соединен со вторым входом сумматора, выход которого подключен к источнику тока. Источники информации, принятые во внимание при экспертизе, 1. Авторское свидетельство СССР № 221737, кл. С 21 D 9/52, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического регулирования температуры при электроконтактном нагреве металла | 1983 |
|
SU1130610A1 |
| Устройство для автоматического регулирования температуры при электроконтактном нагреве металла | 1987 |
|
SU1477753A1 |
| Устройство для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки | 2023 |
|
RU2832031C1 |
| Устройство для подогрева токопроводящей жилы | 1986 |
|
SU1356008A1 |
| Устройство для программного регулирования температуры инерционных объектов в установках газодинамического нагрева | 1984 |
|
SU1182495A1 |
| Рентгеновский аппарат | 1982 |
|
SU1053335A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И ЗАЩИТЫ ЭЛЕКТРОДВИГАТЕЛЯ ЭКСТРУДЕРА ОТ ПЕРЕГРЕВАНИЯ | 2003 |
|
RU2239557C1 |
| Регулятор нагрева пропитываемых обмоток электрических машин | 1981 |
|
SU991385A1 |
| КОМПАУНДИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU373829A1 |
| Способ рихтовки каната и устройство для его осуществления | 1985 |
|
SU1349826A1 |
