Изобретение относится к оборудованию для подачи проволочного расходуемого материала в электродуговых установках автоматической сварки и в электродуговых плазмотронах получения порошков металлов и их сплавов.
Уровень техники
Из уровня техники известны различные устройства регулирования скорости подачи проволочного расходуемого материала в электродуговых установках.
В сварочном полуавтомате (RU 2017130254 A, дата публикации 25.02.2019), состоящем из источника тока, подающего механизма и ручки регулировки, необходимая скорость подачи расходуемой проволоки в начале процесса сварки устанавливается автоматически с использованием информации с датчика напряжения дуги, счетчика обрыва дуги, ступенчатого резистивного потенциометра, умножителя напряжения, электронного моста и выходного каскада питания электромотора от сварочной дуги с использованием таймера. Скорость перемещения проволоки регулируется автоматически изменением напряжения питания двигателя в функции напряжения дуги. Используемое устройство обладает низким быстродействием и значительной колебательностью, что не позволяет получить высокую стабильность регулирования скорости и высокое быстродействие в переходных режимах при действии внешних и внутренних возмущений.
В известном устройстве управления двигателем привода подачи электродной проволоки (RU 2205095 С1, дата публикации 17.05. 2003), содержащем двигатель привода подачи электродной проволоки, источник сварочного тока, датчик ЭДС двигателя, пропорциональной скорости вращения двигателя, и цепь обратной связи по противоЭДС, кроме цепи обратной связи по противоЭДС двигателя, служащей для стабилизации скорости его вращения, регулирование скорости вращения осуществляется источником постоянного напряжения, питаемого от источника сварочного напряжения. Недостатком известного устройства является низкое быстродействие и значительная колебательность, что не позволяет получить высокую стабильность регулирования скорости и высокое быстродействие в переходных режимах при действии внешних и внутренних возмущений. В известном способе дуговой сварки плавящейся проволокой и установке для его осуществления (RU 2011128283 А, дата публикации 30.06.2011) механизм подачи проволоки имеет в своем составе устройство, подающее проволоку с постоянной скоростью, а также подсоединенный к системе управления механизм регулирования скорости подачи, располагаемый в сварочной головке или в непосредственной близости от нее, в корпусе механизма регулирования скорости подачи выполнены отверстия для входа и выхода проволоки и внутри корпуса установлен электромагнит, подсоединенный к системе управления, якорь которого перпендикулярен оси свободного перемещения проволоки и имеет отверстие для ее прохода, при этом якорь присоединен к корпусу с помощью возвратной пружины. Используемый в известном устройстве механизм регулирования скорости перемещения проволоки может осуществлять только дискретное ее изменение и не обеспечит высокую стабильность регулирования скорости и высокое быстродействие в переходных режимах при действии внешних и внутренних возмущений, что необходимо в особенности в порошковых плазмотронах.
Из уровня техники известно устройство электропривода постоянного тока, выполненное по принципу систем подчиненного регулирования (см. Дементьев Ю.Н., Чернышев А.Ю., Чернышев И.А. Электрический привод: учебное пособие. - Томск: Изд-во ТПУ, 2010. - 232. С Рис. 6.21, стр. 184). Устройство содержит электродвигатель постоянного тока, через датчик тока подключенный к выходу силового преобразователя, управляющий вход которого соединен с выходом регулятора тока, датчик скорости перемещения, подключенный к инвертирующему входу первого элемента сравнения, а на не инвертирующий вход первого элемента сравнения подключено напряжение, задающее частоту вращения исполнительного двигателя. Вход регулятора тока подключен к выходу второго элемента сравнения, первый вход которого соединен с информационным выходом датчика тока, установленного в якорной цепи двигателя постоянного тока, а второй вход второго элемента сравнения соединен с выходом регулятора скорости, на вход которого подключен выход первого элемента сравнения. Использование известного электропривода с отрицательной обратной связью по скорости, содержащего ПИ-регулятор тока и ПИД-регулятор скорости за счет интегрирования скоростной ошибки обеспечивает инвариантность скорости к величине внешнего силового возмущения. Однако при скачкообразном или импульсном характере возмущающего воздействия вследствие определенного запаздывания в интеграторе регулятора скорости имеют место ее скачки, которые особенно нежелательны в электродуговых плазмотронах получения порошковых материалов, поскольку могут привести к неустойчивости или срыву дуги. Вследствие этого известное устройство не позволит обеспечить высокую стабильность скорости и высокое быстродействие в переходных режимах при действии внешних и внутренних возмущений, что необходимо в особенности в порошковых плазмотронах.
В качестве наиболее близкого аналога может быть выбрано известное устройство для стабилизации скорости подачи присадочной проволоки, подаваемой посредством механизма перемещения проволоки, содержащее датчик фактической скорости подачи присадочной проволоки, связанный с вычислительным устройством, выполненным с возможностью соединения с двигателем упомянутого механизма, при этом в вычислительном устройстве сравнивается значение уставки заданной скорости с сигналом датчика фактической скорости и по сигналу рассогласования регулируют скорость двигателя (RU 2708867 С1, B23K 9/12, 11.12.2019). Данное известное средство также не позволяет обеспечить высокую стабильность скорости и высокое быстродействие в переходных режимах при действии внешних и внутренних возмущений, что необходимо в особенности в порошковых плазмотронах.
Сущность изобретения
Задача, решаемая настоящим изобретением, состоит в повышении качества выполнения автоматической сварки и порошка, получаемого в электродуговых плазмотронах с расходуемым проволочным электродом.
В ходе решения указанной задачи, достигается следующий технический результат: повышение стабильности скорости перемещения проволочного расходного материала в электродуговых установках автоматической сварки и плазмотронах получения порошковых материалов.
Указанный технический результат достигается устройством для подачи проволочного расходного материала в электродуговых установках, содержащим механизм подачи проволоки, включающий устройство правки проволоки, исполнительный электродвигатель постоянного тока, опорные и прижимные ролики, датчик скорости перемещения проволоки, устройство содержит первый и второй сумматоры, на первый вход упомянутого первого сумматора подается сигнал, пропорциональный заданной скорости перемещения проволоки, а на второй вход упомянутого первого подается сигнал с упомянутого датчика скорости перемещения проволоки, выход упомянутого первого сумматора соединен с первым входом упомянутого второго сумматора, второй вход которого соединен с выходом реального дифференцирующего звена, на вход которого подается сигнал с упомянутого датчика скорости перемещения проволоки, при этом реальное дифференцирующее звено реализует отрицательную обратную связь по ускорению перемещения проволоки и выполнено с передаточной функцией W=Kp/(Tp+1), где коэффициент передачи Кр и постоянная времени Тр выбираются из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения проволоки не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения.
Отличительной особенностью изобретения является то, что устройство для подачи проволоки в электродуговых установках содержит отрицательную обратную связь по ускорению ее перемещения, в которой используется реальное дифференцирующее звено. При этом коэффициент передачи и постоянная времени реального дифференцирующего звена выбираются из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения. На Фиг. 1 приведена схема устройства стабилизации скорости подачи проволочного расходного материала в электродуговых установках.
Осуществление изобретения
Расходуемая проволока используется в установках электродуговой автоматической сварки в качестве присадочного материала, а также в электродуговых плазмотронах для получения металлических порошковых материалов. Подача проволоки в зону формирования дуги осуществляется, как правило, из бунта устройством, включающим приспособление правки проволоки, электропривод с двигателем постоянного тока, механический редуктор и систему подающего и прижимных роликов для создания необходимой силы трения, за счет которой реализуется ее перемещение. Основными внешними возмущающими воздействиями на процесс перемещения проволоки являются:
- изменение силы сухого трения в устройстве правки проволоки вследствие изменения кривизны ее витков в бунте и изменении жесткости проволоки при использовании различных материалов;
- изменение силы сопротивления движению в процессе разматывания бухты;
- возможное проскальзывание проволоки в роликах в процессе регулирования скорости ее перемещения в переходных режимах;
- возможные оборотные пульсации прижимного усилия подающего и прижимных роликов вследствие их эксцентриситета;
- низкочастотные колебания угловой скорости вращения прижимного ролика, обусловленные механической передачей электропривода.
Кроме этого могут иметь место внутренние параметрические возмущения, возникающие в устройстве управления. Частоты внутренних и внешних возмущений расположены в широком диапазоне.
Для обеспечения высокого качества процессов сварки и получения порошка необходима высокая стабильность заданной скорости перемещения проволоки и высокое быстродействие устройства ее регулирования в переходных режимах при действии внешних и внутренних возмущений.
Основной задачей изобретения является повышение качества выполнения автоматической сварки и порошка, получаемого в электродуговых плазмотронах с расходуемым проволочным электродом, для чего в структуру электропривода перемещения проволочного расходного материала вводится реальное дифференцирующее звено, осуществляющее динамическую коррекцию скорости, компенсируя скорость ее изменения.
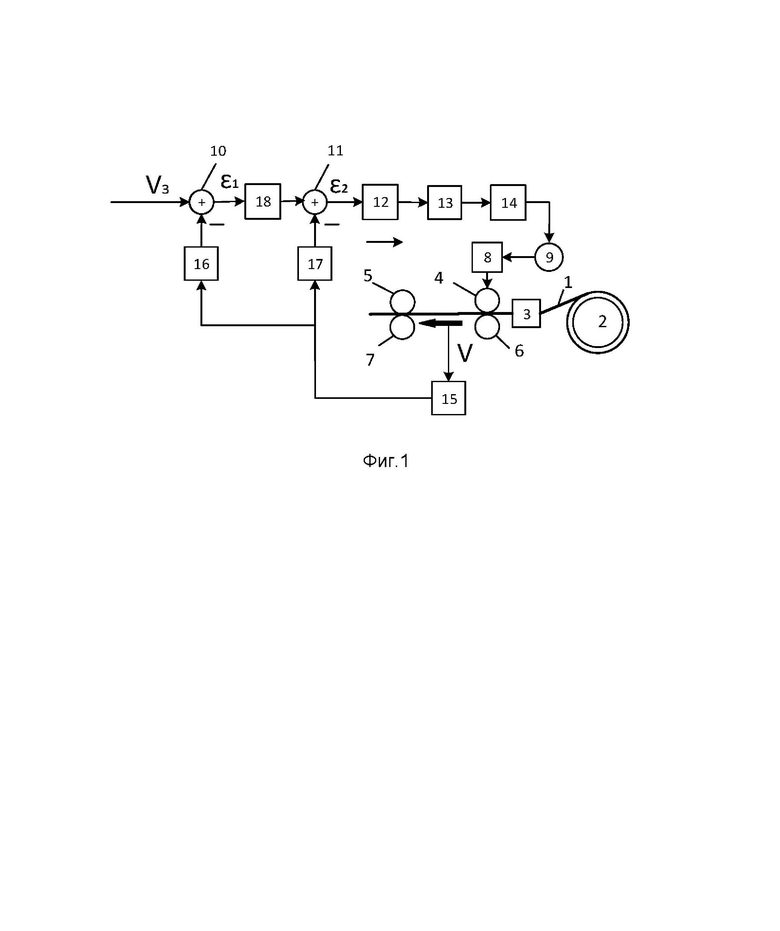
На Фиг.1 приведена схема устройства, на которой обозначено: 1 - проволока, используемая в электродуговом плазмотроне для сварки или получения порошка в качестве расходуемого катода; 2 - бунт проволоки; 3 - устройство правки (устранения кривизны) проволоки; 4 - подающий ролик; 5 - опорный ролик; 6, 7 - прижимные ролики, создающие необходимую силу трения между роликами и проволокой для ее перемещения; 8 - механический редуктор; 9 - исполнительный электродвигатель постоянного тока; 10 и 11 - первый и второй сумматоры; 12 - регулятор скорости; 13 - регулятор тока; 14 - усилитель мощности; 15 - датчик скорости перемещения проволоки; 16 и 18 - усилители; 17 - реальное дифференцирующее звено.
Устройство работает следующим образом. На вход сумматора 10 подается сигнал Vз, пропорциональный заданной скорости перемещения проволоки, который подается на электропривод, содержащий регулятор скорости, тока, усилитель мощности и исполнительный двигатель, который через механический редуктор и подающий ролик начинает перемещать проволоку с реальной скоростью V. Скорость V измеряется датчиком (например, оптическим) и сравнивается с заданным значением. При наличии ошибки ε1 привод стремится ее скомпенсировать до нулевой величины (за счет ПИД регулятора скорости). Однако быстродействие привода может быть недостаточным, что приводит к нестабильности и даже срыву дуги в плазмотроне. Для повышения быстродействия отработки изменения скорости в устройство ее регулирования введено реальное дифференцирующее звено, имеющее передаточную функцию  с помощью которого формируется ошибка ε2, как скоростная ошибка, скорректированная величиной ускорения движения проволоки. Это обеспечит повышение быстродействия устройства, причем коэффициент передачи Кр и постоянная времени Тр реального дифференцирующего звена выбираются из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения.
с помощью которого формируется ошибка ε2, как скоростная ошибка, скорректированная величиной ускорения движения проволоки. Это обеспечит повышение быстродействия устройства, причем коэффициент передачи Кр и постоянная времени Тр реального дифференцирующего звена выбираются из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения мелкодисперсного металлического порошка в электродуговом плазменном реакторе | 2023 |
|
RU2832032C2 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для получения мелкодисперсного порошка | 2020 |
|
RU2751611C1 |
| ЭЛЕКТРОПРИВОД ПОСТОЯННОГО ТОКА | 1990 |
|
RU2011286C1 |
| Устройство управления электроприводом подачи электродной проволоки | 1988 |
|
SU1606279A1 |
| УЗЕЛ ЗАЗЕМЛЕНИЯ МЕХАНИЗМА ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2343052C2 |
| Устройство для подачи электродной проволоки | 1984 |
|
SU1238922A1 |
| УСОВЕРШЕНСТВОВАННЫЙ КОНТАКТОРНЫЙ УЗЕЛ ДЛЯ МЕХАНИЗМА ПОДАЧИ ПРОВОЛОКИ | 2006 |
|
RU2344907C2 |
| Автоматизированный электропривод подачи электродной проволоки для дуговой сварки | 1980 |
|
SU946838A1 |
| Устройство для автоматического управления поперечной подачей шлифовального станка | 1982 |
|
SU1017480A2 |
Изобретение относится к области сварочного производства и может быть использовано в устройствах для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки. Устройство содержит датчик скорости перемещения проволоки, первый сумматор и последовательно соединенные регуляторы скорости и тока и усилитель мощности электродвигателя механизма подачи проволоки, при этом первый вход первого сумматора связан с задатчиком скорости перемещения проволоки, а его второй вход соединен с выходом датчика скорости перемещения проволоки. При этом устройство снабжено вторым сумматором и реальным дифференцирующим звеном, вход которого связан с выходом датчика скорости перемещения проволоки, а выход - с вторым входом второго сумматора, при этом первый вход второго сумматора через соответствующий усилитель связан с выходом первого сумматора, а выход второго сумматора соединен с входом упомянутого регулятора скорости. Коэффициент передачи и постоянная времени реального дифференцирующего звена выбраны из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения проволоки не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения. Использование изобретения позволяет повысить качество сварки. 1 ил.
Устройство для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки, причем упомянутый механизм включает в себя устройство правки проволоки, подающий, опорные и прижимные ролики, привод вращения подающего ролика с исполнительным электродвигателем постоянного тока, содержащее датчик скорости перемещения проволоки, первый сумматор и последовательно соединенные регуляторы скорости и тока и усилитель мощности упомянутого электродвигателя, при этом первый вход первого сумматора связан с задатчиком скорости перемещения проволоки, а его второй вход соединен с выходом датчика скорости перемещения проволоки, отличающееся тем, что оно снабжено вторым сумматором и реальным дифференцирующим звеном, вход которого связан с выходом датчика скорости перемещения проволоки, а выход - с вторым входом второго сумматора, при этом первый вход второго сумматора через соответствующий усилитель связан с выходом первого сумматора, а выход второго сумматора соединен с входом упомянутого регулятора скорости, причем коэффициент передачи и постоянная времени реального дифференцирующего звена выбраны из условия обеспечения монотонного характера переходного процесса при допустимых колебаниях скорости перемещения проволоки не более 0,05% ее номинальной величины за время не более 0,01 с при любом виде возмущения.
| СПОСОБ СТАБИЛИЗАЦИИ СКОРОСТИ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2708867C1 |
| 0 |
|
SU199206A1 | |
| СЛЕДЯЩАЯ СИСТЕМА С КОМПЕНСАЦИЕЙ ИНЕРЦИОННОСТИ | 1991 |
|
RU2013796C1 |
| Устройство управления угловой скоростью двигателя постоянного тока | 2021 |
|
RU2757485C1 |
| JP 2019181533 A, 24.10.2019 | |||
| JPS 5577980 A, 12.06.1980. | |||

