Предлагаемое устройство для изготовления мороженого «эскимо» содержит в себе ряд преимуществ по сравнению с существующими устройствами такого рода.
В отличие от существующих оно характеризуется тем, что выполнено в виде заключенного в кожух кольцевого горизонтального стола, поддерживающего радиально расположенные на нем формо-морозильные, обдувочные, глазировочные и упаковочные секции с смонтированной над столом периодически поворотной и подъемно-опускаемой каруселью, с приспособлениями для наполнения мороженой смесью формо-морозильных секций, накалывания в полуфабрикаты палочек и подъема полуфабрикатов для последующей подачи их в обдувочно-глазировочную и упаковочную секции.
Морозильные секции данного устройства выполнены в виде закрытых ящиков, снабженных на крышках углублениями-формочками и присоединенных к полукольцевому трубопроводу с управляемыми клапанами для осуществления поочередной подачи в ящики хладоагента для замораживания полуфабрикатов в формочках и теплоносителя для оттаивания полуфабрикатов с наколотыми в них палочками.
Приспособление, предназначенное для наполнения мороженой смесью формочек морозильных секций, выполнено в виде подвешенной карусели, снабженной наполнительными сосками по числу формочек секции, прикрепленными к трубе, присоединенной гибким шлангом к трубопроводу, подающему мороженую смесь.
Приспособление для накалывания палочек выполнено в виде рамки, снабженной системой неподвижных и поворотных, совместно управляемых упорных кулачков, смонтированных в рамке под приемными воронками для палочек, поступающих из магазинной коробки.
Глазировочная секция выполнена в виде обогреваемого снаружи бака, соединенного с напорным резервуаром для глазури и снабженного глазировочной ванной, установленной в баке с зазором, для получения постоянного уровня глазури при обмакивании полуфабриката.
Секция для упаковки готового «эскимо» в открытые бумажные стаканчики выполнена в виде коробки с гнездами, расположенными по осям колец закруточных аппаратов, смонтированных в общей подъемно-опускной раме.
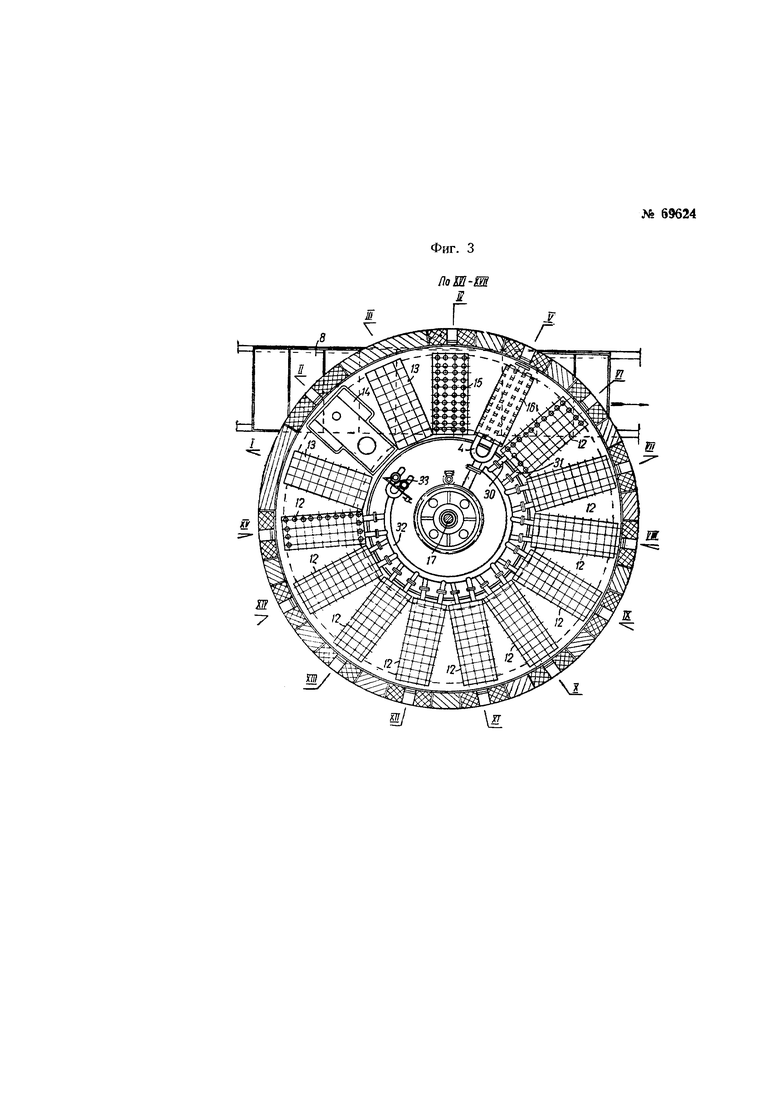
На фиг. 1 и 2 изображен общий вид устройства в разрезе по указанным радиусам; на фиг. 3 и 4 - то же в поперечном разрезе по указанным линиям; на фиг. 5 изображена кинематическая схема приводного механизма; на фиг. 6 - морозильная секция, вид сбоку; на фиг. 7 - то же, в плане; на фиг. 8 дано приспособление для наполнения мороженой смесью формочек, вид сбоку; на фиг. 9 - то же, в плане; на фиг. 10 представлено приспособление для накалывания палочек, с магазинной коробкой, вид сбоку; на фиг. 11 - глазировочная секция, вид сбоку; на фиг. 12 - то же, разрез по линии I-I на фиг. 11; на фиг. 13 - общий вид секции для упаковки, вид сбоку и на фиг. 14 - узел секции для упаковки мороженого в разрезе.
Устройство для изготовления мороженого «эскимо» состоит из: кожуха 1 (фиг. 1-4) с наружной изоляцией; кольцевого горизонтального стола 2; периодически-поворотной и подъемно-опускной карусели 3; приспособления 4 для наполнения мороженой смесью формо-морозильных секций; приспособления 5 для накалывания в полуфабрикаты палочек с магазинной коробкой 6; подъема полуфабрикатов для последующего перемещения их; приводного механизма; систем рычагов и трубопроводов. Кожух 1 представляет собой металлический каркас круглой формы, к которому крепятся все неподвижные части устройства.
Верхняя и боковая стенки кожуха с наружной стороны облицованы теплоизоляционным материалом в целях предохранения от изменений внутреннего температурного режима. Боковая стенка кожуха снабжена окнами 7, служащими для производства осмотра и очистки внутренней части устройства.
Во внутренней части кожуха расположены все неподвижные и подвижные части устройства. Для подачи бумажных стаканчиков во внутреннюю часть устройства и изъятия готовой продукции из последнего через боковую стенку кожуха проходит подвижной лоток 8.
Кольцевой горизонтальный стол 2 (фиг. 1, 2 и 3) выполнен из двух металлических колец, из которых внутреннее кольцо 9 крепится к вертикальным стойкам 10, а внешнее кольцо 11 прикрепляется к металлическому каркасу кожуха 1.
На столе в горизонтально-радиальном положении расположены все секции устройства, согласно технологическому процессу. По радиусам от VI до XV (фиг. 3) расположены формо-морозильные секции 12; по радиусам I и III - обдувочные секции 13 холодильников, через которые продувается вентилятором воздух, с рециркуляцией; по радиусу II расположена глазировочная секция 14; по радиусу IV установлена упаковочная секция 15 и на радиусе V расположено устройство 16 для подачи палочек.
Карусель 3 (фиг. 1, 2, 4) смонтирована над горизонтальным столом 2; она состоит из вертикального вала 17, расположенного в центре, и кронштейнов 18, на которых укреплено приспособление 4 для наполнения мороженой смесью формо-морозильных секций 12, приспособление 5 для накалывания в полуфабрикаты палочек и подъема полуфабрикатов для последующего перемещения их через секции: обдувочную - 13, глазировочную - 14, упаковочную - 15.
Карусель совершает вокруг вертикального вала 17 периодическое круговое движение, которое происходит за счет неполного зацепления зубчатой передачи 19, получающей равномерно-вращательное движение через передачу 20 (фиг. 5) от электромотора 21 с редуктором 22.
Подъемно-опускное движение карусели осуществляется посредством рычажно-кулачкового механизма, состоящего из системы рычагов 23 (фиг. 1 и 5) с противовесом 24 и кулачком 25, насаженным на ось 26 и приводимого во вращательное движение через передаточный механизм 27 от электромотора. Морозильная секция 12 выполнена в виде закрытого ящика 88 (фиг. 6 и 7), снабженного углублениями 28 в виде формочек на крышке 29, в которые заливается мороженая смесь. Торцевые стенки ящика имеют патрубки 30 и 31, к которым присоединяется полукольцевой трубопровод 32 (фиг. 3), с управляемыми клапанами 33, предназначенными для осуществления поочередной подачи в ящики 88 хладоагента для замораживания полуфабрикатов в формочках и теплоносителя для оттаивания полуфабрикатов с наколотыми в них палочками.
Приспособление 4, предназначенное для наполнения мороженой смесью формочек морозильных секций 12, выполнено в виде подвешенной к карусели дугообразной трубы 34 (фиг. 8 и 9), снабженной наполнительными сосками 35 по числу формочек секции, и роликом 36, который служит для поддерживания приспособления 4 в горизонтальном положении. К открытому концу трубы 34 присоединен гибкий шланг 37, по которому подается мороженая смесь из бачка 38 (фиг. 5) в приспособление 4.
Перемещение приспособления 4 для заполнения мороженой смесью морозильных секций 12 производится непосредственно каруселью 3.
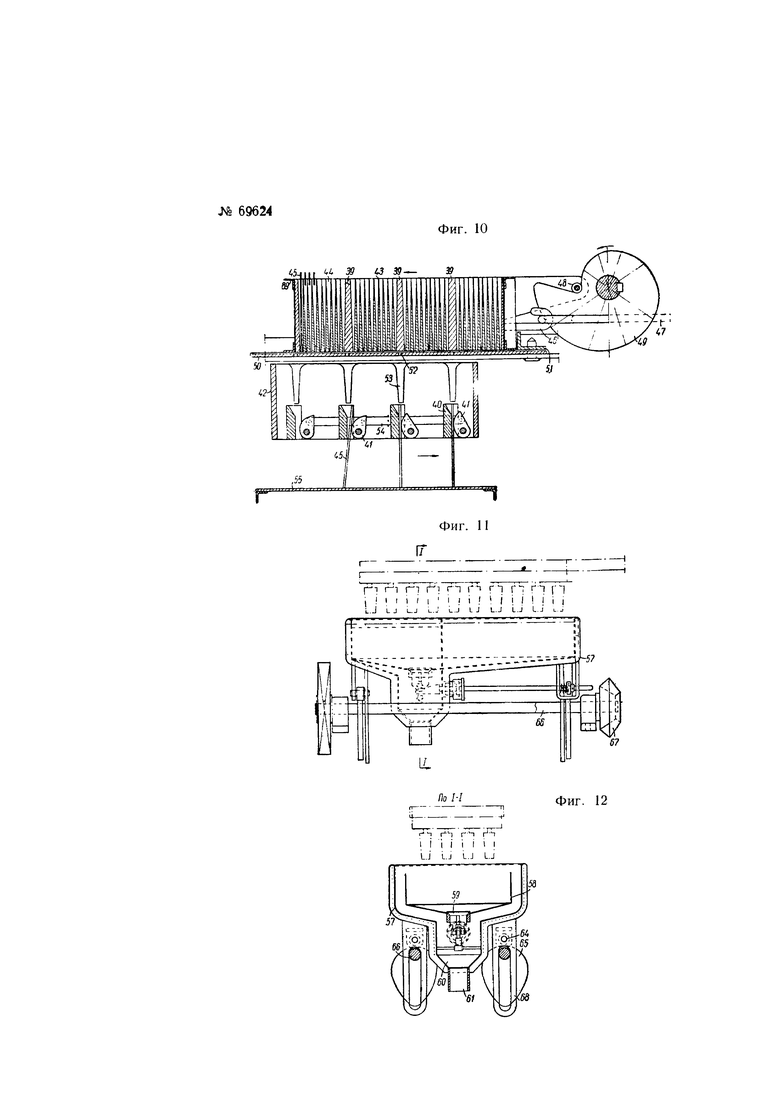
Устройство для автоматической подачи палочек и накалывания их в полуфабрикаты (фиг. 10 и 1) состоит из магазинной коробки 6 для палочек, приспособления 5 для накалывания палочек в полуфабрикаты и приводного механизма.
Магазинная коробка крепится на прямоугольной рамке 89, внутри которой устанавливаются секции 39, число которых равно количеству упорных кулачков 40, 41, установленных в рамке 42 в поперечном направлении. Секции разделены на отсеки 43. Число отсеков в секции равно количеству рядов в рамке 42.
В каждом отсеке 43 имеются ячейки 44, предназначенные для палочек 45. Ячейка 44 имеет сечение сверху расширенное и открыта сверху и снизу. На одной стороне, по ходу движения рамки 42, магазинная коробка 6 имеет натяжное приспособление, крючок 46 для канатика 47 с контргрузом и упорами 48 для эксцентриков 49.
Эксцентрики 49 имеют привод, который действует прерывно, подавая магазинную коробку на один шаг в поступательном направлении. Днище 50 магазинной коробки не связано жестко и может скользить под действием эксцентрика 49. В исходном положении магазинная коробка плотно придвинута к угольнику 51 контргрузом канатика 47.
Днище 50 имеет отверстия 52, число которых равно числу секций 39.
Отверстия 52 смещены в начальном положении так, что ячейки 44 попадают на них через каждый шаг подачи.
Под магазинной коробкой установлен неподвижный лист 55, который служит опорой для палочек 45, попадающих через воронки 53 в систему упорных кулачков и выравнивателей концов палочек в одной плоскости при закреплении их упорными кулачками 40 и 41, которые связаны тягой 54.
Подача палочек производится периодически за счет обычного храпового устройства. Число зубцов храпового колеса, посаженного на вал 56 (фиг. 2), должно быть равно числу подач палочек, т.е. числу ячеек в одном отсеке.
После установки рамки 42 в центральное положение происходит движение собачки храпового устройства, под влиянием которого поворачивается эксцентриковый вал 56 на определенный угол.
Глазировочная секция 14 состоит из обогреваемого снаружи бака 57 (фиг. 11-12) и глазировочной ванны 58, установленной в баке с соответствующим зазором. Днище ванны снабжено клапаном 59, автоматически поднимающимся и опускающимся под действием собственного веса.
В нижней части бака имеется камера 60 с патрубком 61, к которому присоединяется трубопровод 62 (фиг. 5), соединенный противоположным концом с напорным резервуаром 63 для глазури.
Глазировочная секция 14 в процессе работы совершает периодические подъемно-опускные движения, которые происходят автоматически с помощью эксцентрикового механизма, состоящего из роликов 64 и эксцентрикового механизма, состоящего из роликов 64 и эксцентриков 65, расположенных на двух горизонтальных валах 66 и связанных с зубчатой передачей 67 и направляющими 68 (фиг. 5, 11 и 12). Передача глазировочной секции происходит через систему зубчатой передачи 69 от электромотора 70 с редуктором 71 (фиг. 5).
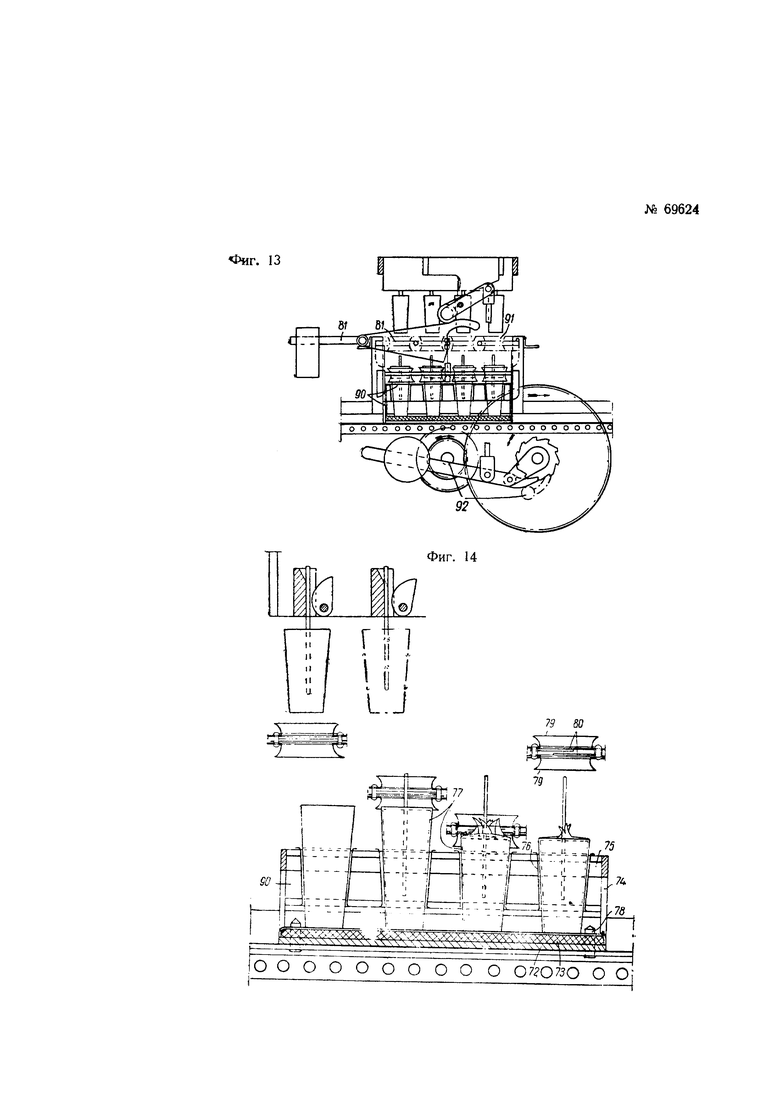
Секция 15 для упаковки готового изделия в открытые бумажные стаканчики состоит из коробки 90 (фиг. 13 и 14) с гнездами для бумажных стаканчиков, закруточных аппаратов 91 и приводного механизма 92.
Коробка 90 состоит из плоского днища 72, перекрытого упругим настилом 73, боковых стенок 74 и пластины 75 с отверстиями, в которых укреплены конические гнезда 76. В гнезда вставляются конусообразные открытые бумажные стаканчики 77.
Коробка 90 устанавливается в определенное положение, при котором оси гнезд совпадают с осями вышележащих колец закруточных аппаратов 91, для чего в коробке имеются отверстия, посредством которых она устанавливается на штыри 78, центрирующие положение коробки.
Закруточные аппараты состоят из направляющих воронок 79 и рычагов 80, производящих закручивание бумажных стаканчиков, автоматически приводимых в поворотно-возвратное движение рычажной системой 81. Закруточные аппараты расположены в общей подъемно-опускной раме.
Работа устройства происходит следующим образом.
Мороженая смесь, приготовленная в фризере, поступает через бункер из бачка 38 (фиг. 5) к насосу-дозатору 93. От последнего она подается в приспособление 4 по шлангу 37 и трубопроводу 82 (фиг. 1 и 5).
Приготовленная глазурь подается из бака 63 (с подогревом и мешалкой) в бак 57 и в ванну 58 по трубопроводу 62. Глазировочная ванна 58 в порожнем состоянии находится в верхнем положении. В первом цикле работы устройства подача глазури перекрыта. Магазинная коробка заполнена палочками и установлена на штыре приспособления.
Коробка (фиг. 13 и 14) для бумажных стаканчиков заполнена стаканчиками и установлена на подвижной раме. Первая коробка подведена под закруточные аппараты 91. Все это выполняется после начала заморозки первого цикла.
Карусель 3 поднимается в верхнее положение. Устройство кнопочным управлением приводится в действие, и карусель приходит во вращение. Хладоагент пущен в морозильные секции.
Под действием поводка 83 (фиг. 8) на стержень 84 труба 34 приходит в движение от карусели 3 (фиг. 3) и с радиуса V переходит на радиус VI, где останавливается над формочками. Во время остановки формочки заполняются мороженой смесью. Далее карусель проходит с одного радиуса на другой, пока не произведет заливку секции XV радиуса, после чего поводок 83 отжимается стационарной шиной, и труба 34 под действием противовеса и канатика возвращается в свое исходное положение - радиуса V.
Кронштейн 18, находящийся в начале движения на XV радиусе (а за ним и остальные кронштейны 18), последовательно пройдет радиусы I, II и III, и на радиусе IV произойдет отжатие эксцентриков палочкодержателей. На радиусе V кронштейн приведет в действие эксцентрик магазинной коробки, и рамка 42 получит свою серию палочек. После завершения полного оборота карусели все рамки 42 кронштейнов будут заполнены палочками. Затем вертикальный вал 17 (фиг. 1 и 5) с каруселью опустится в нижнее положение и палочки все сразу погрузятся, в мороженую смесь; в это время ось 26 включится в действие, т.е. примет свое начальное положение. Через определенный промежуток времени, достаточный для закалки «эскимо», на храповом диске 85 переключения клапанов 33 собачка 86 рычажной системы 87 опустится во впадину диска и переключит клапаны 33. Тогда, в силу этого, вместо хладоагента в трубопровод 32 и секции 12 поступит теплоноситель для подогрева формочек. Когда собачка 86 выйдет на окружность диска 85, клапаны 33 будут вновь переключены и в трубопровод 32 и секции 12 поступит опять хладоагент. В этот момент ролик рычага подъема 23 начнет опускаться во впадину кулачка 25, а карусель под действием противовеса 24 пойдет быстро вверх. Кронштейны 18 поднимут рамы с палочкодержателями и выдернут одновременно все «эскимо» из формочек. Хладоагент в период этих операций все время поступает в трубопровод 32, до следующего переключения клапанов 33.
При достижении каруселью верхнего положения электрокнопка вновь включит ее привод; тогда карусель опять придет во вращение и таким образом начнется второй цикл работы установки.
Перед началом второго цикла происходит подача глазури в глазировочную ванну, находящуюся в верхнем положении.
После того как начнется движение карусели во втором цикле, придет в движение также и привод глазировочной ванны. Шина карусели, производящая включение кнопочного контакта, начнет свое действие с того момента, когда впереди идущая рамка кронштейна будет проходить радиус I и когда кончится действие контакта привода глазировочной ванны, т.е. в момент прохода последней рамки глазировочной ванны.
При подходе передней рамки на радиус IV произойдет включение в действие устройства для упаковки «эскимо». Упакованные «эскимо» передаются транспортером в камеры для хранения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭСКИМОГЕНЕРАТОР С РЕГУЛИРУЕМОЙ СИСТЕМОЙ ТЕПЛО- И МАССООБМЕНА | 2004 |
|
RU2267956C1 |
| Автомат для производства мороженого "эскимо" | 1948 |
|
SU88012A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МОРОЖЕНОГО«ЭСКИМО» | 1970 |
|
SU265126A1 |
| ЭСКИМОГЕНЕРАТОР | 2007 |
|
RU2350094C1 |
| ЭСКИМОГЕНЕРАТОР | 2004 |
|
RU2265360C1 |
| Эскимогенератор | 1982 |
|
SU1026754A1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ МОРОЖЕНОГО В БРИКЕТАХ | 1952 |
|
SU96633A1 |
| СПОСОБ ПОЛУЧЕНИЯ РОЖКОВ МОРОЖЕНОГО И ПОЛУЧАЕМЫЙ С ПОМОЩЬЮ НЕГО ПРОДУКТ | 2018 |
|
RU2771109C2 |
| БУТЕРБРОД ПО-МОСКОВСКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БУТЕРБРОДА ПО-МОСКОВСКИ | 1997 |
|
RU2138166C1 |
| УСТРОЙСТВО для ГЛАЗУРОВКИ РЫБЫ И ДРУГИХ ПРОДУКТОВ в БЛОКАХ | 1965 |
|
SU170316A1 |



1. Устройство для изготовления мороженого «эскимо», отличающее-с я тем, что оно выполнено в виде заключенного в кожух 7 (фиг. 1) кольцевого горизонтального стола 2, поддерживающего радиально расположенные формные морозильные, обдувочные, глазировочную и упаковочную секции и поворотно-монтированной над столом 2 периодически поворотной и подъемно-опускной карусели 3 с приспособлениями для наполнения мороженой смесью формно-морозильных секций, наколки в полуфабрикаты палочек и подъема полуфабрикатов для последующего проведения их через обдувочно-глазировочную и упаковочную секции.
2. Форма выполнения устройства. по п. 1, отличающаяся тем, что морозильные секции выполнены в виде закрытых ящиков, снабженных углублениями 28 (фиг. 6 и 7) в виде формочек на крышках 29 и присоединенных к полукольцевому трубопроводу 32 (фиг. 3) с управляемыми клапанами 33 для осуществления поочередной подачи в ящики хладоагента для замораживания полуфабрикатов в формочках и теплоносителя для оттаивания полуфабрикатов с наколотыми в них палочками.
3. Форма выполнения устройства по п. 1, отличающаяся тем, что приспособление для наполнения мороженой смесью формочек морозильных секций выполнено в виде подвешенной к карусели 3 (фиг. 8) и снабженной наполнительными сосками 35 по числу формочек секции трубы 34, присоединенной гибким шлангом 37 к трубопроводу для подачи мороженой смеси.
4. Форма выполнения устройства по п. 1, отличающаяся тем, что приспособление 4 для наколки палочек выполнено в виде рамки 42 (фиг. 10), снабженной системой неподвижных 40 и поворотных 41 совместно управляемых упорных кулачков, монтированных в рамке под приемными из магазина воронками 53 для палочек.
5. Форма выполнения устройства по п. 1, отличающаяся тем, что глазировочная его секция выполнена в виде обогреваемого снаружи бака 57 (фиг. 11 и 12), соединенного с напорным для глазури резервуаром и снабженного установленной в баке с зазором глазировочной ванной 58 для получения постоянного уровня глазури при обмакивании полуфабриката.
6. Форма выполнения устройства по п. 1, отличающаяся тем, что секция для упаковки готового «эскимо» в открытые бумажные стаканчики 77 (фиг. 14) выполнена в виде коробки 90 с гнездами, расположенными по осям вышележащих колец закруточных аппаратов 91 (фиг. 13), монтированных в общей подъемно-опускной раме.
