Изобретение относится к изготовлению абразивньпс кругов.
Известен способ изготовления шлифовальных кругов, который включает операции смешивания полимерной основы с наполнителем и последующее прессование 1.
Недостаток известного способа -, низкая эксплуатационная прочность крупногабаритньк кругов за счет высокого коэффициента термического расширения органической связки,приводящего при температурных перепадах между отдельными частями круга к большим термическим напряжениям.
Цель изобретения - повьпыение эксплуатационной прочности крупногабаритных шлифовальных кругов путе снижения внутренних термических напряжений в круге.
Это достигается тем, что в абразивную смесь дополнительно вводят энантиотропные вещества, коэффициен термического расширения которых ниже коэффициента термического расширения полимерной основы связи.
Под энантиотропными веществами подразумеваются .вещества, способные при определенных температурах многократно переходить из низкотем1ературной модификации в высокотем.ературную с уменьшением своего объема.
Вследствие инерционности полиморфных превращений процесс изменения объема не происходит резко, а занимает опредеххенную область темпертур. Если же вводить в полимерную основу не одно, а несколько энантиотропных веществ, имеющих разную температуру полиморфных превращений то достигается еще большая плавность действия этих веществ во всем заданном интервале температур.
Крупногабаритные шлифовальные круги на органической связке проходят термическую обработку в интервале температур 30-200°С, а нагреваются в жестких условиях эксплуатации до 250 300°С, поэтому при изготовлении их в абразивную смесь вводят энантиотропные вещества, у которых полиморфные превращения происходят в температурном интервале 30-. , при этом положительный эффект будет получен тогда, когда величина коэффициента термического расширения вводимых энантиотропных веществ будет меньше чем коэффициент термического расширения полимерной основы
СРЯЗИ.
С целью снижения термических напряжений на границе между наполнителем и полимерной основой,особенно в период полиморфного превращения наполнителя, энантиотропные веществ вводят размером не .более 200 мк.
В качестве энантиотропных вещест рекомендуется использовать, в частности, моносульфид меди, моносульфи железа, сульфат натрия безводный и др.
Для изготовления шлифовальных кругов размером 200 25x76 38А200Н, . предназначенных для грубых обдирочных работ, приготавливают 3 вида абразивных смесей: 1) абразивная смесь на бакелитовой связке , в которую в качестве наполнителей вводя криолит и энантиотропное вещество в виде моносульфида железа FeS (прокаленный при 600 С пирит), 2) абразивная смесь на бакелитовой связке, в которую в качестве наполнителей вводят криолит и хлористый аммоний ) абразивная смесь на бакелитовой связке, в которую в качестве наполнителей вводят криолит, пирит и асбест (по действующей технологии Челябинского опытного завода).Из полученных смесей методом горячего прессования изготовляют шлифовальные круги.
Влияние энантиотропных веществ на величину термических напряжений в кругах проверяется экспериментально в лабораторных условиях.
В результате испытаний определяется зависимость величины силы радиального сжатия, действующей на круг, от градиента температур между наружной и внутренней поверхностью круга.
Величина силы радиального сжатия пропорциональная величине термического напряжения, возникающего в круге.
На чертеже представлен график зависимости силы радиального сжатия от градиента температур (кривые
1,II, III соответствует смесям 1,
2,3).
Как следует из графика, введение в образивную смесь при изготовлении обдирочных кругов в качестве наполнителей энантиотропных веществ в частности моносульфида железа.
1696995 4
целесообразно, так как позволяет поПреимуществом предлагаемого спосравнению с изготовлением известныхсоба является повьшение качества
кругов снизить величину термическихи стабильной работы шлифовальных
напряжений в кругах от 30 до 50%,кругов как в процессе изготовления,
т.е. повышается прочность крупно-j процессе обработки при
габаритных шлифе шьных кругов приразличных режимах, особенно при
их неравномерном нагреве и при ихобработке нержавеющих и жаропрочных
эксплуатации.сталей и сплавов.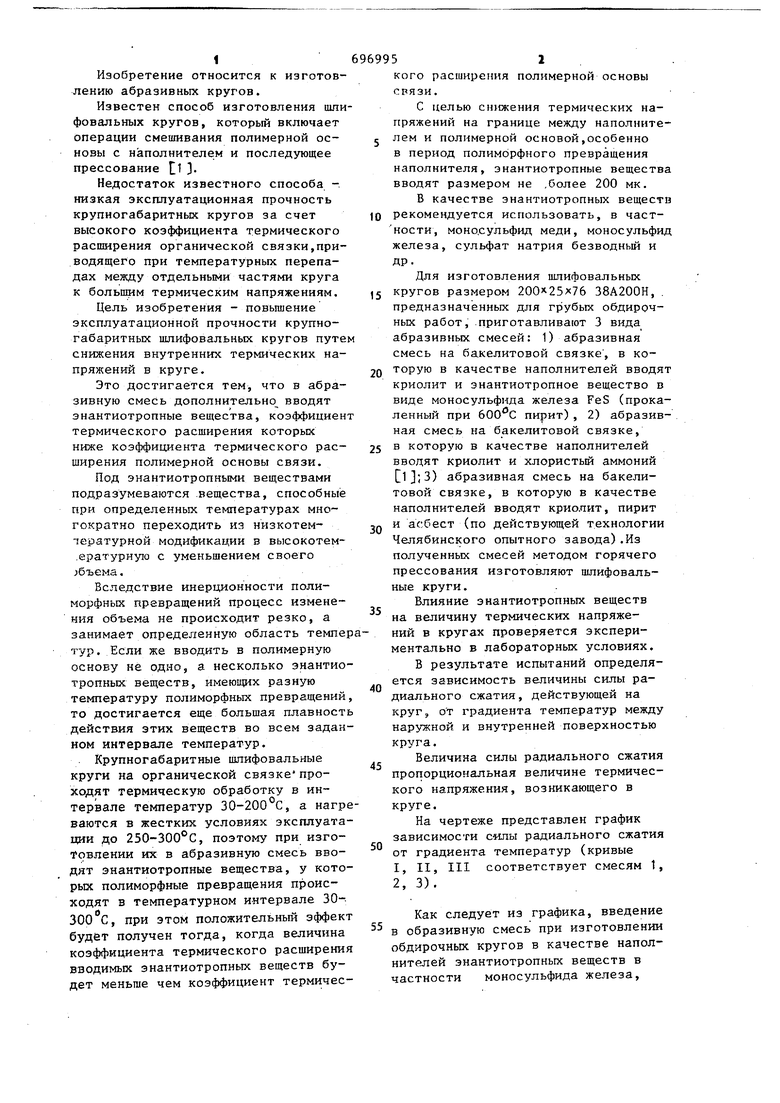
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная масса | 1983 |
|
SU1134356A1 |
| Масса для изготовления абразивного инструмента | 1985 |
|
SU1266723A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ | 1992 |
|
RU2008185C1 |
| АБРАЗИВНАЯ МАССА | 2008 |
|
RU2371303C1 |
| АБРАЗИВНАЯ МАССА | 1993 |
|
RU2047475C1 |
| АБРАЗИВНАЯ МАССА | 2023 |
|
RU2809089C1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2136480C1 |
| Масса для изготовления абразивного инструмента | 1990 |
|
SU1743827A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ,при котором абразивную смесь на полимерной основе с наполнителем перемешивают и прессуют,отличающийся тем, что, с целью повышения эксплуатационной прочности крупногабаритных кругов путем снижения в них внутренних термических напряжений, в абразивную смесь дополнительно вводят энантиотропные веш,ества,коэффициент термического расширения которых меньше коэффициента термического рас- ' ширения полимерной основы.2. Способ по п,1,отлича го— щ и и с я тем, что энантиотропные вещества вводят размером не более 200 мк.с;16DQ21}50^^0М M°c^раВиеит meMnepamijphi