(54) СПОСОБ ИССЛЕДОВАНИЯ СВОЙСТВ СВАРНОГО
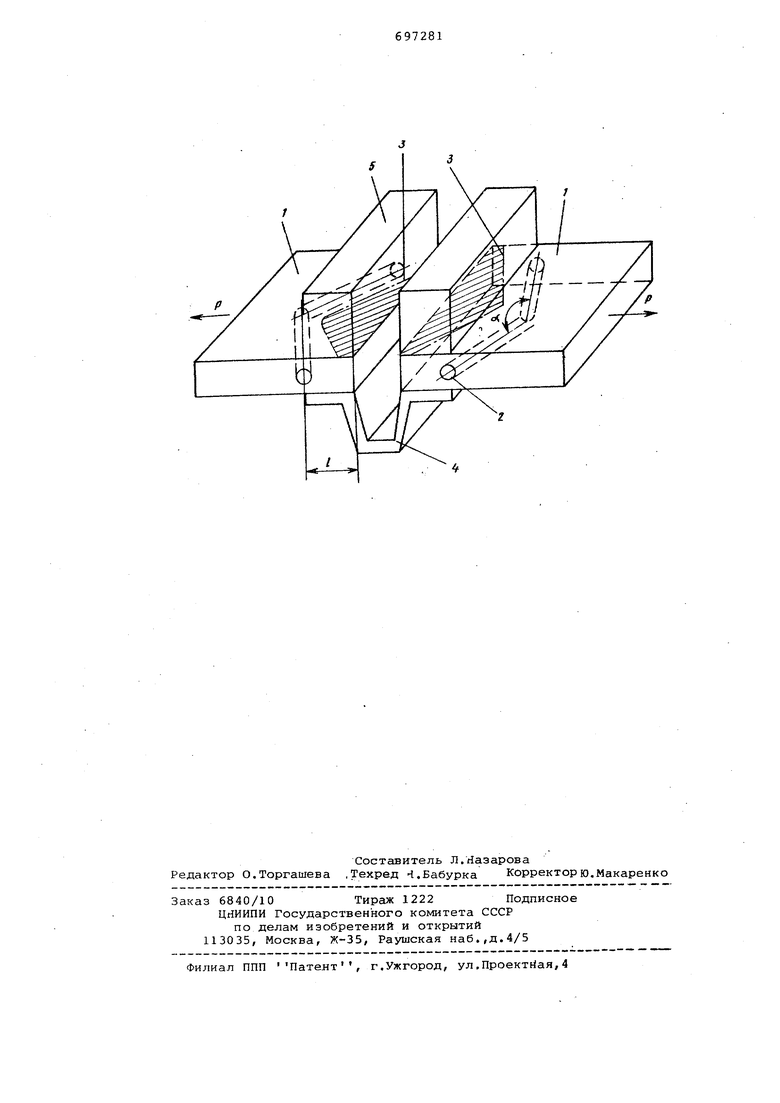
СОЕДИНЕНИЯ Цель достигается тем, что перед сборкой в каждой из частей образца выполняют сквозное отверстие, соответствующей линии сплавления, и в процессе сварки через отверстия про пускают хладоагент, осуществляя охлаждение околошовной зоныр а посл саарки образец продолжают охлаждать до температуры окружающей среды. На чертеже представлен образе д для испытаний- по предлагаемому способу. П р им е. р . Перед сваркой в каждой из заготовок 1 на расстоянии (:t) 25-30 мм от свариваемой кромки выполняют ломаное по длине отверстие 2, Дальнейшее приближение к свариваемой кромке может привести к проплавлению полости отверстия. Для создания неравномерного распре-деления температуры по толщине, характерного для крупногабаритных изделий, отверстие выполняют в окол шовной зоне предпочтительно соразме но линии 3 сплавления с углом излом полости отверстия в пределах угла (оС) 140-150. Угол выбирается в за .висимости от размеров заготовок эмпирическим путем. Диаметр отверст 8-10 мм. Увеличение диаметра приводит к о разованию опасного концентратора 15а жений, а уменьшение затрудняет ре:гу лирование скорости охлаждения Электрошлаковую сварку образца 1 состоящего из двух заготовок размерами 180 X 80 X 20 мм, начинают в кокиле 4 с целью исключения искажаю щего влияния начального участка ш В процессе сварки к заготовкам прикладывают растягивающее усилие Р, После установления устойчивого процесса сварки через отверстие 2 пропускают хладоагент, например воду Кроме того, сварку ведут с применением выводных планок 5, Охлаждение по линии сплавления в околошовной зоне приводит к нерав номерному распределению температуры по толщине образца, т.е. создается имитация термического цикла при ЭШС в реальных условиях. После прекраще ния сварки образец продолжают охлаждать до температурь окружающей реды. Затем после разрезки образца, зготовления и просмотра макрошлифов пределяют наличие трещин в исслеуемых участках околошовной зоны. 7, тем определяется качественная оценка свойств стали. При отсутствии трещин скорость перемещения свариваемых кромок в процессе сварки следующего образца увеличивают, а при наличии - уменьшают. Таким образом, определяют критическую скорость деформации, являющейся количественным критерием оценки склонности сварного соединения к образованию трещин. При постоянной скорости сварки и других параметрах режима лучшей по свойствам свариваемости считается та сталь, которая имеет большую величину критической деформации . Предлагаемый способ позволяет быстро и с малыми затратами определить свариваемость исследуемых марок сталей. Формула изобретения Способ исследования свойств сварного соединения преимущественно при электрошлаковой сварке, при котором собирают из двух частей образец и выполняют его сварку при одновременном воздействии на зону шва внешних растягивающих сил в направлении, перпендикулярном линии сварк.и, о тлича-ющийся тем. что, с цеЛью уменьшения трудоемкости исследования и приближения условий испытания к реальным, перед сборкой в каждой из частей образца выполняют сквозное отверстие, соответствующее линии сплавления, и в процессе сварки через отверстия пропускают хладоагент j. осуществляя охлаждение околошозной зоны, а после сварки образец продолжают охлаждать до температуры окружающей среды. Источники информации, принятые во внимание при экспертизе I, Под ред.В.В.Степанова Справочник сварщика , f. , Машиностроение , 1974, с,42,43, 2.Авторское свидетельство СССР № 421910, кл.,В 23 К 25/00, 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710250A1 |
| Способ исследования свойств сварного соединения | 1990 |
|
SU1710251A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Способ исследования свойств сварного соединения | 1978 |
|
SU747658A1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| Способ сварки изделий из чугуна | 1982 |
|
SU1058756A1 |
| Способ испытания сварного соединения на стойкость против образования горячих трещин | 1981 |
|
SU998062A1 |
| Способ определения технологической прочности металлов | 1977 |
|
SU659323A1 |
| Способ сварки прямошовных труб большого диаметра | 2020 |
|
RU2757447C1 |
| ЖАРОПРОЧНЫЙ СПЛАВ | 2015 |
|
RU2579711C1 |