I
Изобретение относится к обработке металлов и может быть использовано для восстановления машиностроительных деталей типа тел вращения.
По основному авт.свид. № 556022 известен способ восстановления деталей типа тел враидения, состоящий из операций твердого осталивания, шлифования с применением смазочно-охлаждающей жидкости (СОЖ) и последующего алмазного выглаживания восстанавливаемых поверхностей, которое осуществляют усилием выглаживания не более 25-30 кгс при малых подачах в пределах 0,02-0,05 мм/об.
Применяемая методика восстановления путем осталивания с последующим шлифованием и выглаживанием для залечивания поверхностных микродефектов позволяет лишь произвести закрытие устьев микротрещин, образующихся при нанесении твердого электролитического железа (ТЭЖ покрытия) и выходящих на поверхность, не залечивая по всей длине микротрещины и не уменьшая их количества в покрытии.
Целью изобретения является повышение долговечности восстановленных машиностроительных деталей типа тел вращения.
Поставленная цель достигается тем, что при восстановлении деталей машин описанным способом перед операш1ей твердого осталичания поверхность восстанавливаемой детали предварительно вьп-лаживают недеформируемым износостойким выглаживателем (например, изготовленным ю Гексолита-Р).
Выглаживание поверхности восстанавливаемой детали перед осталиванием выполняется на токарно-винторезном станке модели 1К62 износостойким, недеформируемым инструментом, инертным к обрабатываемой поверхности (например, изготовленным из Гексолита-Р), нормальной точности с Ру 14-15 кгс на малых подачах (S 0,02-0,1 мм/об) со скоростью выглаживания V 100-120 м/мин, радиусом сферы выглаживания Рсф 1,5 мм, СОЖ - масло Индустриально е-20.
Дальнейший процесс восстановления проводится путем операций твердого осталивания шлифования с применением смазочно-охлаждаю3
iJieii жидкости и последующего алмазного выглаживания. Технологический процесс твердого осталивания осуществляется общепринятым способом. Состав электролита для осталивания: 330-360 г/л РеС1з4Н20-. 2-2,5 г/л
при 75°С.
Для исправления геометрической формы i достижения заданного чертежом разреза деталь с покрытием ТЭЖ шлифуется с применением СОЖ. Затем проводят выглаживание покрытия на малых подачах в пределах 0,02-0,06 мм/об при усилии выглаживания, не превыщающем 25-30 кгс, выглаживание выполняют на токарно-винторезном станке модели 1К62 (норма чьной точности) Скорость выглаживания - в
пределах 80-100 м/мин и может быть огра1-;иМ -.. .
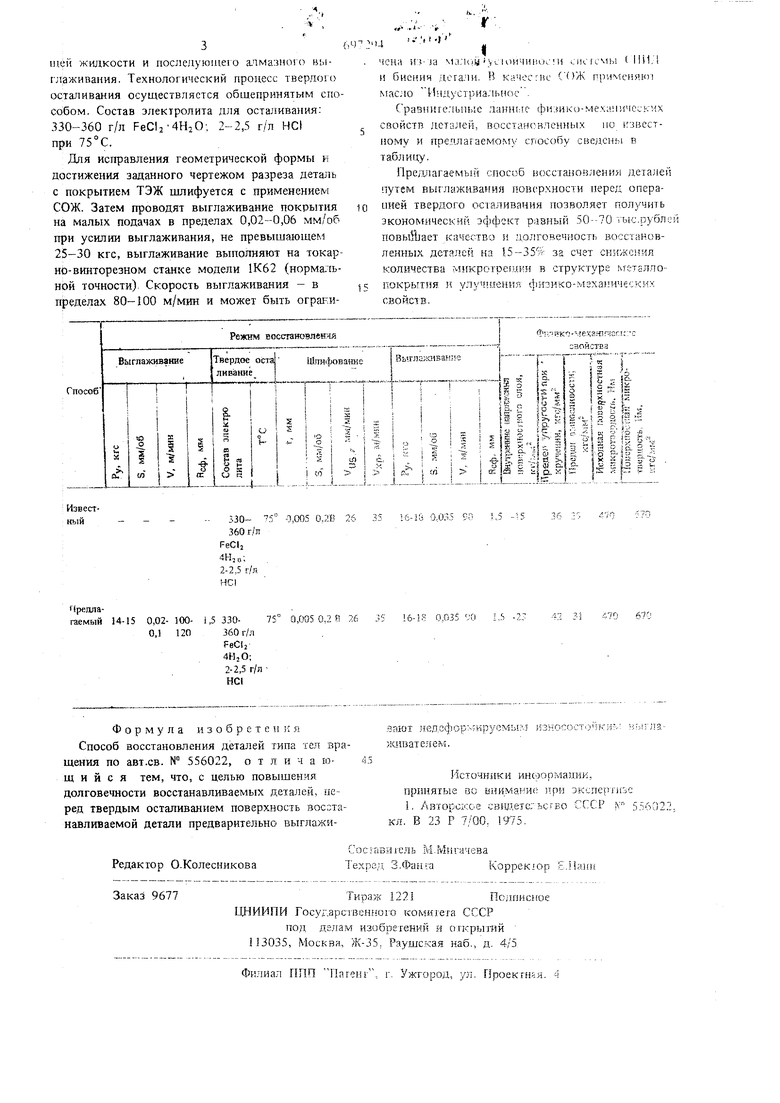
чена Hj-ja Ma.Uiyу юичииоси С1кчсмы ( 11И,1 и бис15нч .дегали. В качесгнс СОЖ прямсиякп мг(с:-ю И:1дустрнальнс)с Срави1 гелы1 ;с .ааннме (Ьи; нко-мехамичсских свойств деталей, восстанснленных по ir-звестпому и предлагаемому способу сведены Е таблицу.
11ре;7,т1агаемый способ восстановлении деталей путем Bbif7ia KHBafrHSi поверхности перед операцией твердого осталивания позволяет получить экономический эффект рлзнъш 50--70 тыс.рубл качество н цолговечрюсть восстановленных детален на lS-357r за счет сниже ия количества | икротре(.цин в структуре луеталлопокрытия и улучшения с|1Изико-мгханиЧ :;ких свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления деталей типа тел вращения | 1975 |
|
SU556022A1 |
| Способ восстановления изношенных деталей цилиндрической формы | 1980 |
|
SU905000A1 |
| Способ восстановления изношенных прецизионных деталей | 1990 |
|
SU1771858A1 |
| Смазочно-охлаждающая жидкость для обработки металлов выглаживанием | 1977 |
|
SU734248A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО СЛОЯ НА ПОВЕРХНОСТИ МЕТАЛЛОВ В УСЛОВИЯХ ЗВУКОКАПИЛЛЯРНОГО ЭФФЕКТА | 2013 |
|
RU2547051C2 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ | 2009 |
|
RU2415177C2 |
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ВИНТОВ | 2007 |
|
RU2351456C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2318647C1 |
