(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ПЕЧАТНОЙ ПРОДУКЦИИ КАСКАДНЫМ ПОТОКОМ
1
Изобретение относится к полиграфии, в частности к устройствам для транспортирования печатной продукции каскадным потоком от фальцевального устройства печатной машины.
Известно устройство для транспортирования печатной продукции каскадным потоком, содержащее основной ленточный транспортер и средство для отбора изделий от основного потока печатной продукции, имеющее отводной ленточный транспортер l.
Однако известное устройство не позволяет при отборе контрольных изделий на большой скорости отобрать малое число экземпляров печатной продукции (например два),необходимое для целей осмотра.
Цель изобретения - повышение надежности устройства для транспортирования.
Данная цель достигается тем,что средство для отбора изделий от основного потока имеет механизм смещения нескольких изделия от основного потока изделий и механизм отвода смещенных от основного потока изделий, а основной ленточный транспортер имеет вертикально расположенный участок, выполненный в виде
образованного тесьмами канала, имеющего тесем с одной стороны для вывода через этот разрыв отобранных изделий, при этом механизм смещения нескольких изделий содержит горизонтальный вал с кронштейном, смонтированную на кронштейне перпендикулярно горизонтальному валу с возможностью поворота вокруг
10 своей оси штангу с пластиной, смонтированный на кронштейне привод поворота штанги вокруг ее оси, и привод горизонтального вала для перемещения пластины поперек транс15портного потока изделий в зоне разрыва тесем вертикального участка основного ленточного транспортера и установки ее на пути транспортируемых изделий,а механизм отвода сме20щенных от основного потока изделий , содержит горизонтальный вал,шарнирно смонтированные на нем два Г-образныу рычага, привод вала для перемещения Г-образ.ных рычагов поперек транс25портного потока изделий в зоне разрыва тесем вертикального участка основного ленточного транспортера и привод Г-образных рычагов для их перемещения навстречу один дру30гому, причем расстояние между Гобразными рычагами больше ширины транспортируемого потока изделий.
Кроме того, привод штанги с пластиной механизма смещения нескольких изделий от основного потока изделий и привод Г-образных рычагов для их перемещения .навстречу один другому содержат силовые цилиндры.
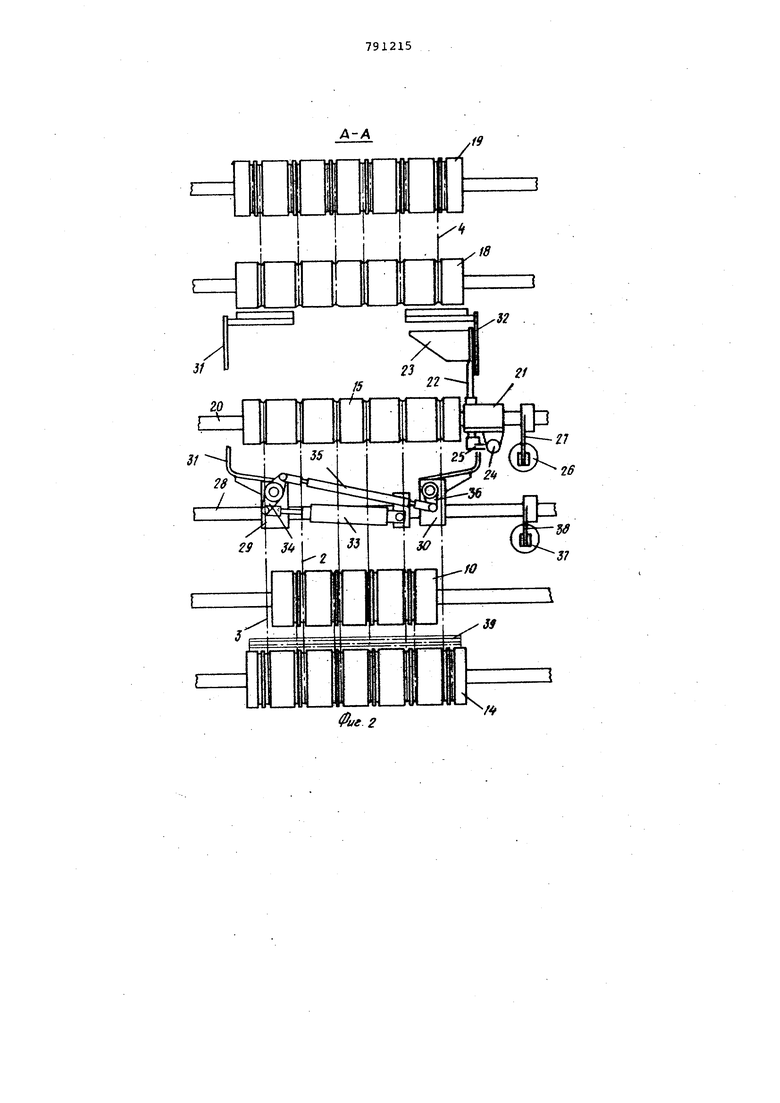
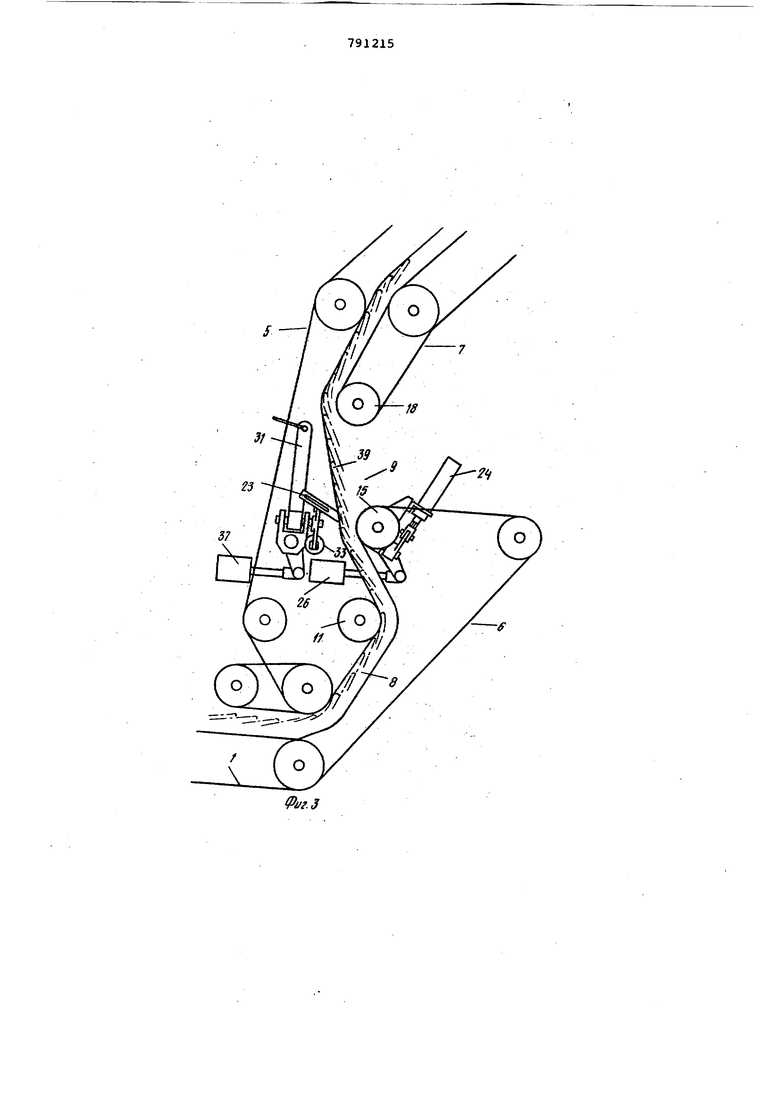
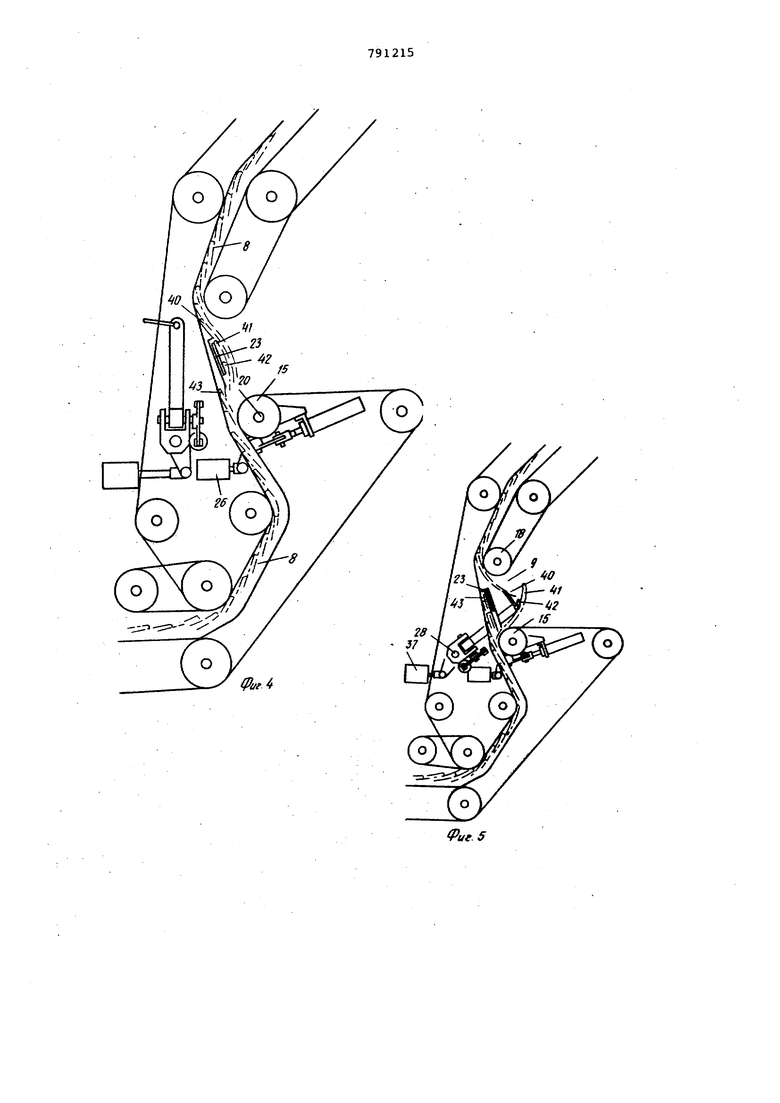
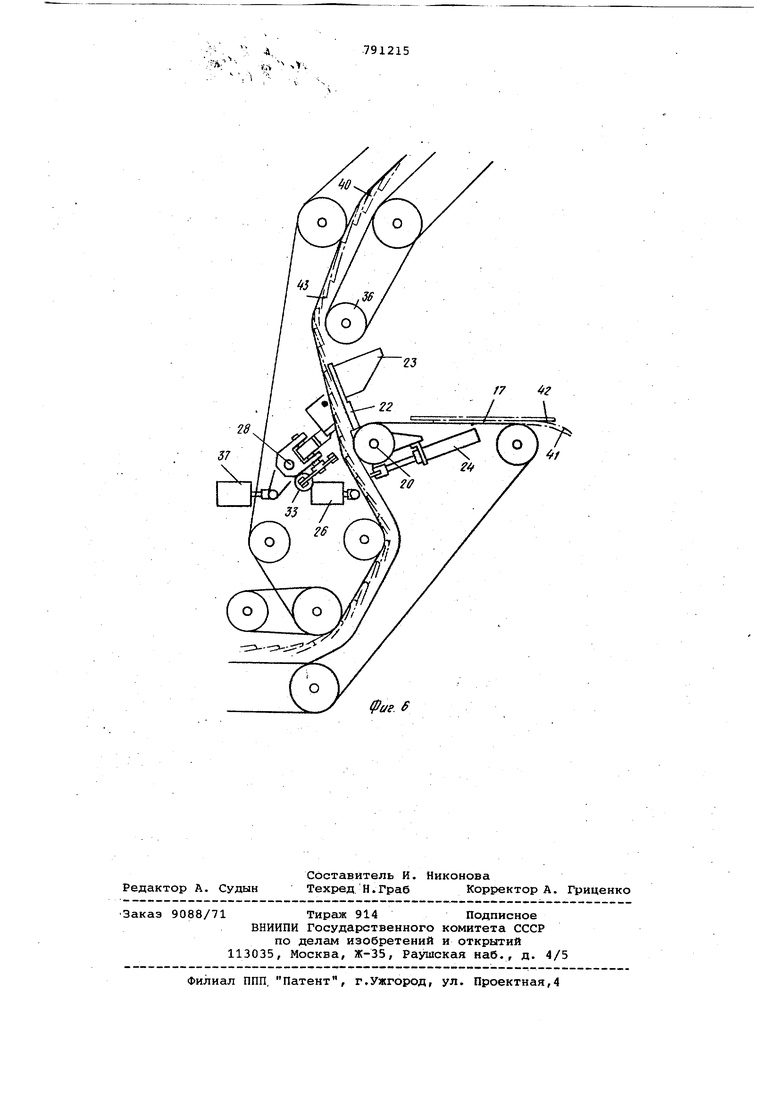
На фиг. 1 схематически изображено устройство для транспортирования печатной продукции каскадным потоком, вид сбоку;на фиг. 2 - сечение А-А на фиг.1; на фиг. 3 - устройство, в котором детали механизмов смещения нескольких изделий и отвода их находятся в исходном положении; на фиг. 4,5 - устройство в момент отбора нескольких изделий; на фиг.6 устройство после отбора.изделия от основного потока.
Устройство для транспортирования печатной продукции каскадным потоком содержит основной ленточный транспортер и средство для отбора изделий от основного потока печатной продукции.
Основной ленточный транспортер 1 имеет вертикально расположенный участсЗк, выполненный в виде образованного тесьмами 2-4 тесемочных конвейеров 5-Т канала 8, имеющего разрыв 9 тесем с одной стороны за счет расположения конвейера 7 на некотором расстоянии от конвейера 6 для вывода через этот разрыв отобранных изделий. Конвейер 5 включает валики 10-13 с желобами для тесем 2, конвейер б включает валики 14-16 с желобами для тесем 3 и имеет участок 17 для отвода отображенных изделий, а конвейер 7 включает валики 18 и ,19 с желобами для тесем 4.
Средство для отбора изделий от основного потока печатной продукции состоит из механизма смещения нескольких изделий от основного потока и механизма отвода смещенных издели от основного потока.
Первый механизм включает горизонтальный вал 20 с кронштейном 21, на котором смонтирована перпендикулярно валу 20 с возможностью поворота вокруг своей оси штанга 22 с платиной 23, и укреплен привод поворот штанги 22 вокруг ее оси, содержащий силовой цилиндр 2 4, шток которого шарнирно соединен с укрепленным на штанге 22 рычагом 25, и привод горизонтального вала 20 для перемещения пластины 23 поперек транспортируемого потока изделий (на фиг.1 в плоскости чертежа), выполненный в виде силового цилиндра 26 и связанный с валом 20 посредством рычага 27.
Механизм отвода смещенных издели от основного потока изделий включает горизонтальный вал 28 с двумя кронштейнами 29 и 30, на которых шарнирно укреплены два Г-образных
рычага 31 и 32, привод Г-образных рычагов для их перемещения навстречу друг другу, содержащий силовой цилиндр 33, шток которого соединен с коромыслом 34, жестко соединенным с Г-образным рычагом 31 и шарнирно с шатуном 35, соединенным с кривошипом 36, который в свою очередь жестко связан с Г-образным рычагом 32, и привод вала 28 для перемещения Г-образных рычагов 31 и 32 поперек транспортного потока, содержащий силовой цилиндр 37, шток которого связан с валом 28 посредством рычага 38.
Расстояние между Г-образными рычагами 31 и 32 должно быть больше ширины транспортируемого потока изделий.
Работа устройства осуществляется следующим образом.
Поток печатной продукции 39 (фиг.З) подается на высокой скорости по каналу 8 вертикально расположенного у.частка основного ленточного транспортера 1.
Хотя путь транспортируемых изделий проходит мимо разрыва 9 в канале 8, отклонение потока не происходит, так как изделия в потоке тесно прижаты друг к другу и к ленточному конвейеру 3 валиком 11.
Для отбора нескольких изделий (например, двух) из потока 39 изделий включается в работусиловой цилиндр 26, осуществляя поворот вала 20 и с ним перемещение штанги 22 с пластиной 23 в направлении к потоку изделия 39, в результате чего пластина входит в поток 39 и, останавливаясь, заставляет несколько сфальцованных листов, оказавшихся в зоне ее воздействия, скользить по ее передней плоскости, а следующие за. этими листами листы- по ее задней плоскости.
Необходимо обратить внимание на четыре последовательно идущих изделия, обозначенных позициями 40-43, из которых изделия 40-42 являются последними тремя из тех нескольких изделий (сфальцованных листов тетрещей), которые скользили по передней поверхности пластины 23, изделие 43 является первым из последующих изделий потока 39, двигающихся по задней плоскости пластины 23.
Сразу же после перемещения пластины 23 под действием силового цилиндра 37 начинают перемещаться Гобразные рычаги 31 и 32, которые на своем пути должны пересечь путь печатных листов именно тогда,когда лист 40 попадает между ленточным конвейером 5 и валиком 18, и которые при пересечении этого пути поднимают волочащийся конец листа 40 I- .. 5 и выталкивают из разрыва 9 последние два листа 41 и 42, перемещающиеся со стороны передней поверхности пластины 23, В то время как уже удалены два листа 41 и 42, первый лист 43 последующей партии листов попадает между пластиной 23 и тесьмами 2 конвейера 5, так что последующие листы не попсщают на участок 17 ко вейера 6. Штанга 22 с пластиной 23 и Г-об разные рычаги 31 и 32 после вывода листов 41 и 42 должны быть возвращены в исходное положение, не мешая перемещению потока изделий 39, для чего имеются привод поворота штанги 22 и привод качания Г-образ ных рычагов 31 и 32. При включении в работу силовых цилиндров 26 и 24 Г-образные рычаг 31 и 32 расходятся, а пластина 23 поворачивается на 90, устанавлива перпендикулярно потоку изделий 39. Теперь под действием силовых ци линдров 37 и 26 Г-образные рычаги 31 и 32 и пластина 23 возвращаются в исходное положение. После возвращения разделительно пластины 23 и Г-образных рычагов 31и 32 пластина 23 под действием силового цилиндра 24 поворачиваетс на 90, возвращаясь в свое первона чальное положение, а рычаги 31 и 3 под действием цилиндра 26 перемещаются навстречу друг другу, устанавливаясь таким образом, чтобы расстояние между их рабочими частя ми было меньше ширины транспортного потока 39. Описываемое устройство позволяет отобрать не только два листа, а и один или три. Для вывода одного изделия валик 18 конвейера 7 должен быть передвинут в направлении к валику 15 конве ера 6, В результате такого перемеще ния, когда Г-образные рычаги 31 и. 32пересекают поток изделий 39 всле .за движением пластины 23 (фиг.5), листы 40 и 41 попадают между тесьма ми конвейера 5 и валиком 18 конвейера 7, так что только лист 42 будет выведен через разрыв 9 канала 8 Валик 18 может быть смещен от валика 15 конвейера 6, в результате чего расстояние между вгьпиками 18 и 15 увеличивается,и лист 40 не ока жется в зоне взаимодействия тесем 2 крнве.йера 5 и валика 18. В результа те этого уже три изделия будут отоб раны из потока изделий 39. Описанное устройство рассчитано то, чтобы оно легко подавалось авто матизации и позволяло надежно отбирать необходимое число изделий из транспортного потока, не нарушая порядка последующих изделий в потоке. Формула изобретения 1. Устройство для транспортирования печатной продукции каскадным потоком, содержащее основной ленточный транспортер и средство для отбора изделий от основного потока печатной продукции, имеющее отводной ленточный транспортер, отличающееся тем, что, с целью повышения его надежности, средство для отбора изделий от основного потока имеет механизм смещения нескольких изделий от основного потока изделий и механизм отвода смещенных от основного потока изделий, а основной ленточный транспортер имеет вертикёшьно расположенный участок, выполненнЕлй в виде образованного тесьмами канала, имеющего разрыв тесем с одной стороны для вывода через этот разрялв отобранных изделий, при этом механизм смещения нескольких изделий содержит горизонтальный вал с кронштейном, смонтированную на кронштейне перпендикулярно горизонтальному валу с возможностью поворота вокруг своей оси штангу с пластиной, смонтированный на кронштейне привод поворота штанги вокруг ее оси, и привод горизонтального вала для перемещения пластины поперек транспортного потока изделий в зоне разрыва тесем вертикального участка основного ленточного транспорта и установки ее на пути транспортируемых изделий, а механизм отвода смещенных от основного потока изделий содержит горизонтальный вал, шарнирно смонтированные на нем два Г-образных рычага, привод вала для перемещения Гобразных рычагов поперек транспортного потока изделий в зоне разрыва тесем вертикального участка основного ленточного транспортера и привод Г-образных рычагов для их перемещения навстречу один другому,причем расстояние между Г-образными рычагами больше ширины транспортируемого потока изделий. 2.Устройство по П.1, о т л ичающееся тем,что привод штанги с пластиной механизма смещения нескольких изделий от основного потока изделий содержит силовой цилиндр. 3.Устройство по пп. 1,2, о т л ичающееся тем, .что привод Г-образных рычагов для их перемещения навстречу один другому содержит силовой цилиндр. Источники информации, принятые во внимание при экспертизе li. Патент Франции № 2200831, кл. В 65 Н 29/58, 1974 (прототип).
Фие 2
А-А