(54) ОГНЕУПОРНОЕ ПОКРЫТИЕ ИЗЛОЖНИЦЫ ЦЕНТРОБЕЖНОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-РАЗДЕЛИТЕЛЬНОГО ПОКРЫТИЯ | 2002 |
|
RU2258577C2 |
| Способ центробежного литья | 1980 |
|
SU904883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ЗАГОТОВОК КОРПУСОВ БАЛЛОНОВ БОЛЬШОГО ОБЪЕМА ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ СЖАТЫХ И СЖИЖЕННЫХ ГАЗОВ | 2022 |
|
RU2806681C1 |
| Способ нанесения разделительного покрытия на внутренних поверхностях вращаемой изложницы | 2021 |
|
RU2769532C1 |
| ПРОТИВОПРИГАРНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2207215C1 |
| ПРОТИВОПРИГАРНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2207214C1 |
| ПРОТИВОПРИГАРНОЕ ТЕПЛОИЗОЛЯЦИОННОЕ ПОКРЫТИЕ ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2021 |
|
RU2781346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824077C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2026153C1 |
1
Изобретение относится к литейному производству черных и цветных металлов, в частности к центробежному литью однослойных и биметаллических заготовок.
Известно покрытие из кварцевого песка с присыпкой на рабочую поверхность магнезитового порошка 1.
Изложница центробежной машины футеруется кварцевым песком.
Чтобы исключить пригар по наружной поверхности заготовки, на слой кварцевого песка наносят слой из более огнеупорного материала, чем кварцевый песок, например, циркон, хромомагнезит, магнезит. Однако применение циркона или магнезита не исключает пригара по наружной поверхности центробежнолитых заготовок.
Цель изобретения - создание состава огнеупорного покрытия, который позволил бы улучшить качество наружной поверхности отливок и снизить припуск на их механическую обработку.
Для этого в состав огнеупорного покрытия вводят окалину кузнечного или прокатного производства при следующем содержа-НИИ компонентов, вес.%:
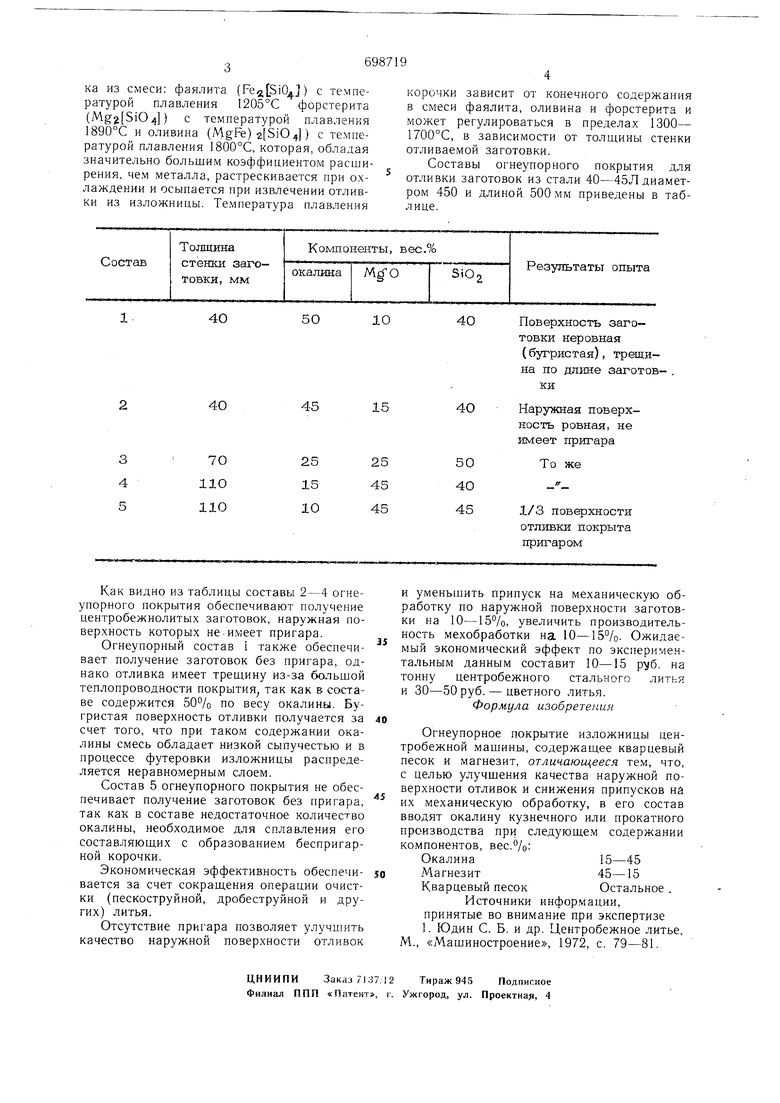
Окалина15-45
Магнезит (хромомагнезит) 45-15 Кварцевый песокОстальное.
Приготовление огнеупорного покрытия изложницы центробежной машины осушествляют следующим образом.
Кварцевый песок, магнезитовый порощок требуемой фракции предварительно просущивают для удаления влаги. Окалина должна быть прокалена при температуре не ниже 800°С для удаления масел. После прокалки окалину измельчают до требуемой фракции.
Кварцевый песок, магнезитный порошок и окалину смешивают в необходимой пропорции до получения однородной смеси. Футеровку изложницы огнеупорным покрытием производят по существующей технологии, т. е. заполняют смесью песочницу с последующим вводом и поворотом ее во вращающейся изложнице для нанесения равномерной толщины огнеупорного слоя. При взаимодействии составляющих огнеупорного покрытия с поступающим во вращающуюся форму жидким металлом образуется сплавленная беспригарная корочка из смеси: фаялита ) с температурой плавления 1205°С форстерита () с температурой плавления 1890°С и оливина (MgFe) ) с температурой плавления 1800°С, которая, обладая значительно большим коэффициентом расширения, чем металла, растрескивается при охлаждении и осыпается при извлечении отливки из изложницы. Температура плавления
корочки зависит от конечного содержания в смеси фаялита, оливина и форстерита и может регулироваться в пределах 1300- 1700°С, в зависимости от толщины стенки отливаемой заготовки.
Составы огнеупорного покрытия для отливки заготовок из стали 40-45Л диаметром 450 и длиной 500мм приведены в таблице.
