1
Изобретение относится к упрочнению деталей свободным абразивом.
Известен способ поверхностного упрочнения металлических тонкостенных деталей, при котором на вращающуюся деталь с внещней и внутренней стороны подают рабочую жидкость со стальными щариками в виде струй под напором, а деталь.перемещают возвратно-поступательно относительно рабочих струй вдоль оси .вращения детали 1.
Однако известный способ не обеспечивает вь сокого качества обработки деталей.
Цель изобретения - повышение качества обработки деталей.
Для этого напор рабочих струй регулируют раздельно, а величину окружной скорости VoKj) вращения детали выбирают больще скорости ее возвратно-поступательного перемещения V (, причем напор внещних рабочих струй устанавливают на 2,5- 5°/о больше напора внутренних струй, а соотношение окружной скорости вращения детали к скорости ее возвратно-поступательного перемещения выбирают в пределах:
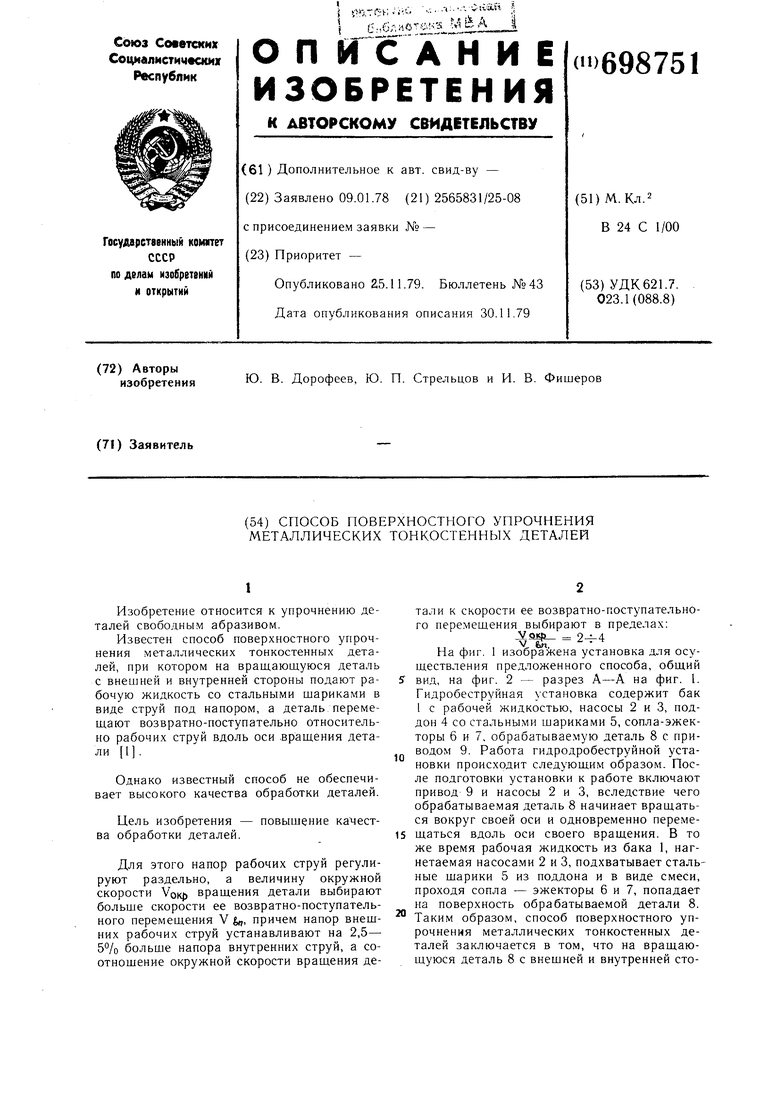
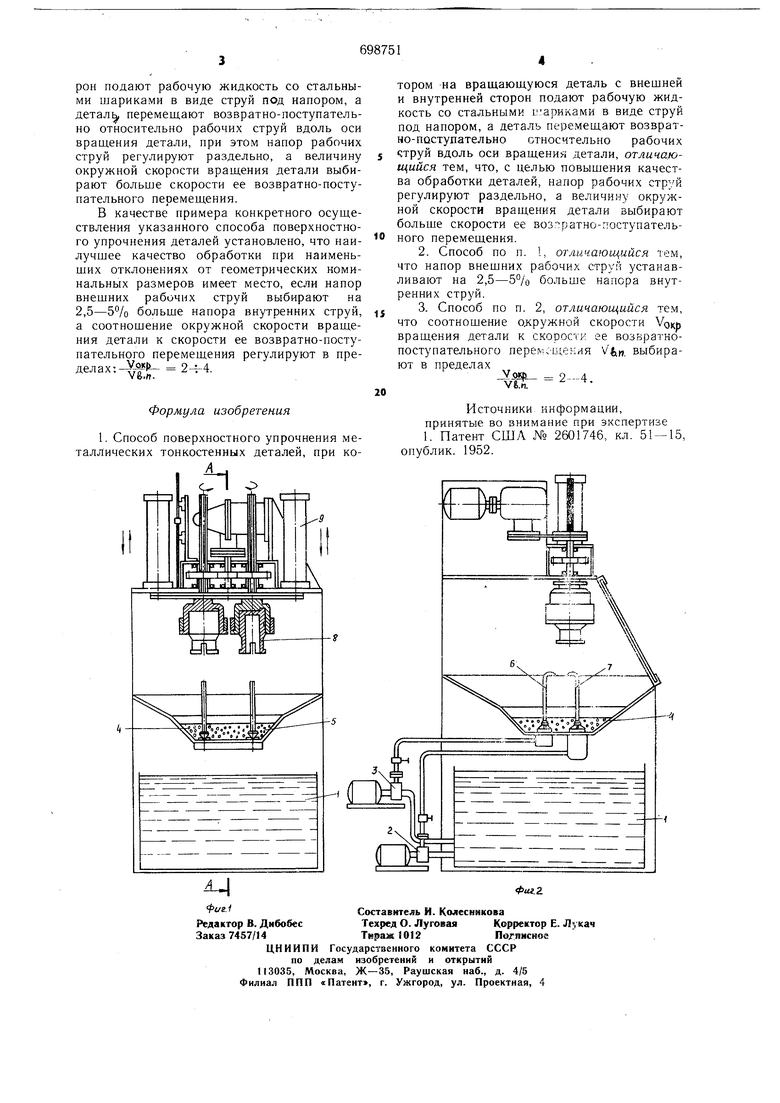
На фиг. 1 изображена установка для осуществления предложенного способа, общий вид, на фиг. 2 - разрез А-А на фиг. 1. Гидробеструйная установка содержит бак I с рабочей жидкостью, насосы 2 и 3, поддон 4 со стальными шариками 5, сопла-эжекторы 6 и 7, обрабатываемую деталь 8 с приводом 9. Работа гидродробеструйной установки происходит следующим образом. После подготовки установки к работе включают привод 9 и насосы 2 и 3, вследствие чего обрабатываемая деталь 8 начинает вращаться вокруг своей оси и одновременно перемещаться вдоль оси своего вращения. В то же время рабочая жидкость из бака 1, нагнетаемая насосами 2 и 3, подхватывает стальные щарики 5 из поддона и в виде смеСи, проходя сопла - эжекторы 6 и 7, попадает на поверхность обрабатываемой детали 8. Таким образом, способ поверхностного упрочнения металлических тонкостенных деталей заключается в том, что на вращающуюся деталь 8 с внешней и внутренней сто