1
Изобретение относится к обработке деталей дробью.
Известна дробеструйная установка, с.оп- ло которой установлено с возможностью перемещения относительно тре:с осей кос эдйнат с помощью механизма перемещения и ориентации сопла IjQНедостатки данной установки состоят в применении ручной настройки углов атаки сопла и в затратах времени на переус- тановку сопла.
Цель изобретения - повышение качества обработки за счет автоматизации утфавления перемещением сопла.
Указанная цель достигается тем, что механизм перемещения и ориентации сопла вьтолнен в виде подвижной полой штанги, внутри которой размещен польй вал, 2о на одном конце которого установлено дробеструйное сопло, а другой кинематически, связан с введенным в устройство блоком управления.
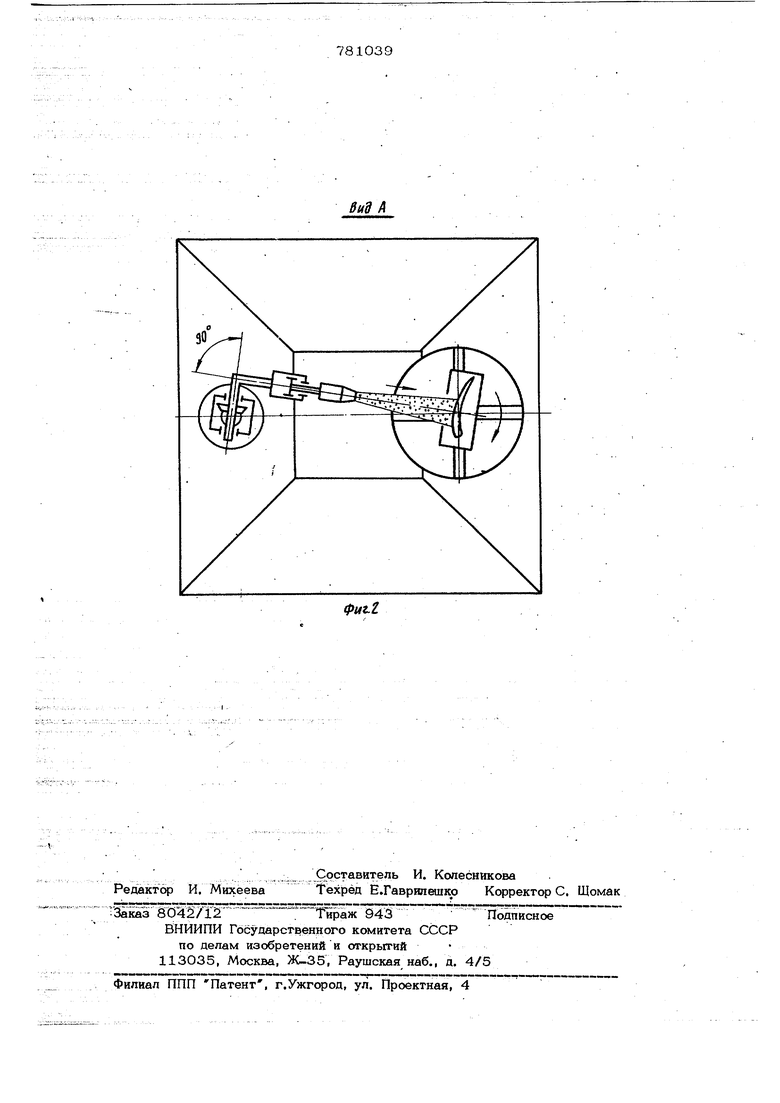
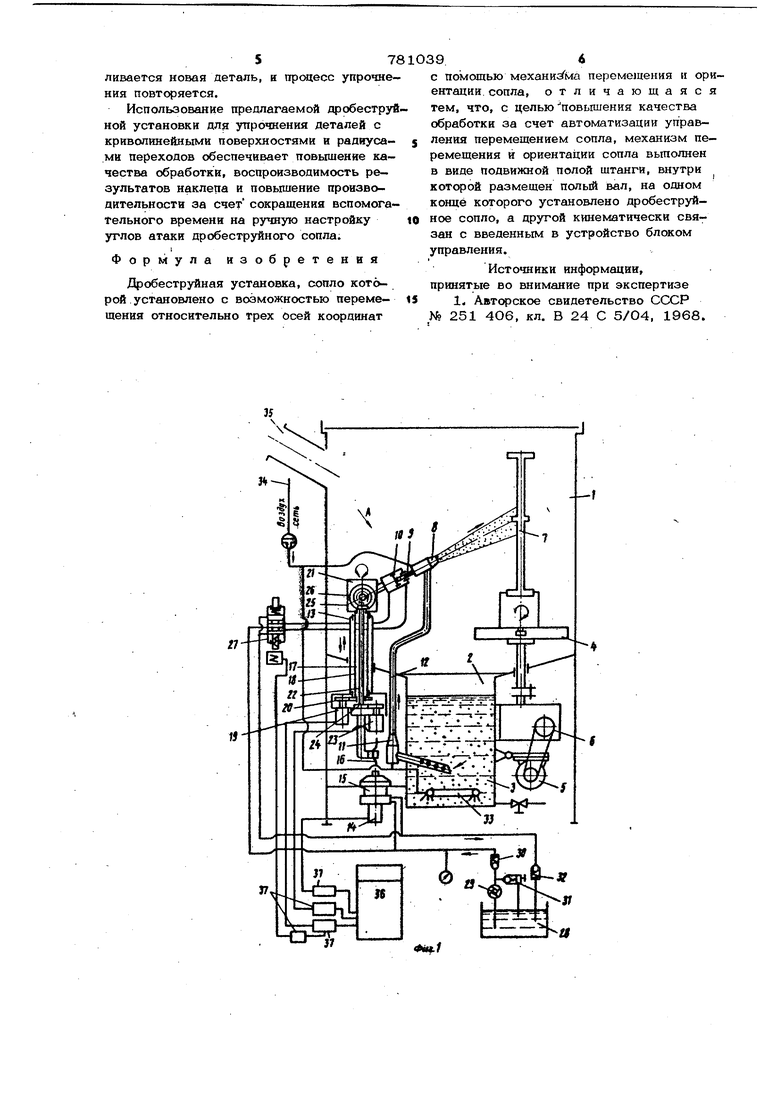
На фиг.1 схематически изображена дробеструйная установка на фиг.2 - вид А на фиг.1.
Дррбеструйная установка содержит рабочую камеру 1 с емкостью 2 для сбора рабочей смеси- 3, например жидкости с дробью. Внутри рабочей камеры 1 на поворотном столе 4, приводимом от электродвигателя 5 и редуктсчэа 6, устанавливается упрочняемая деталь 7. Дробеструйное сопло 8 установлено на валике 9 цилиндра 10. Рабочай смесь 3 с помощью транспортирующего сопла 11 по каналу 12 аодается в сопло 8. Внутри рабочей камеры установлена полая штанга 13, которая
15 с помощью шагового серводвигателя 14, гйд1эоусйлителя 15 и винтовой пары 16 может совершать возвратно-поступательное перемещение по направляющей втулке 17. Внутри полой штанги 13 установлен полый вал 18, который приводится во вращение шаговым серводвигателем 19 через зубчатую пару 2О, обеспечивая поворот головки 21 вместе с цилиндром 378 соалом 8 в горизонтальной плоскосВнутри аолого вала 18 установлен вал 22, который вращается шаговым серводвигателем 23 через зубчатую пару 24 и передает крутящий момент через зубчатую пару 25 валику 26 в головке 21, обеспечивая поворот цилиндра Ю к сопла 8 в вертикальной плоскости. Оси валиков 9 и 26 выполнены под углом 90 друг к другу для обеспечения поворота сопла в вертикальной плоскости. Цилиндр Ю предназначен для возвратно-поступательного перемещения сопла вдоль оси сопла и работает от золотника 27, Питание цилиндра Ю и гидроусилителя 15 установки осуществляется из жидкостного бака 28 с помощью насоса 29 через клапан 30. Слив жидкости осуществляется в жишсостньш бак 28 через клапаны 31 и 32. Дробь в рабочей смеси 3 в емкости 2 поддерживается во взвешенномсостоянии с помощью воздушного коллектора 33. Воздушньй коллектор 33, дробеструйное сопло 8 и транспортирующее сопло 11 соединены трубопроводом 34 подачи сжатого воздуха. Избыточное давление в рабочей камере ликвидируется по каналу 35. Линейно-кодовьй преобразователь 36 с блежами распределения сигналов и усилителями 37 служит для управления шаговыми серодвигателями. Для ввода информации испол зуется, перфорированная лента с зашйфрованной на ней при помощи перфорации программе. Дробеструйная установка работает следующим образом. В рабочую камеру 1 дробеструйной установки на поворотный стоп 4 устанавливается деталь 7 с осью, перпендикулярной оси дробеструйного сопла 8. Ось дро беструйного сопла 8 расположена перпендикулярно оси полой штанги 13, занимающей крайнее нижнее положение в рабочей камере 1. По трубопроводу 34 подается сжатьй воздух к транспортирующему соплу 11, воздушному коллектору 33 и рабочему соплу 8. Рабочая смесь 3 с приподнятой во взвешенное состояйие воздушными струями дробью увлекается из емкости 2 транспортирующим соплом 11 и подается к рабочему соплу 8, откуда с помотцью сжатого воздуха выбрасывается в направлении детали 7. Насос 29 нагнетает жидкость из жидкостного бака 28 к золотнику 27, цилиндру 10 и гидроусилителю 15 Включением, блока управления линейноодового преобразователя подается сигал на протягивание и чтение перфори ванной ленты. Устройство чтения .перфоленты прочитывает зашифрованные команды и выдает информацию через усилители 37 в виде электрических импульсов прямоугольной формы на шаговые серводвигатели. 19, 23 и 14 и золотник 27. При подаче оманды на шаговый серводвигатель 14 полая штанга 13 с помощью гидроусилителя 15 и винтовой пары 16 начинает переме.шаться с заданной скоростью вертикально вверх по направляющей втулке 17, перемещая дробеструйное сопло 8 с направлением потока струи дроби с жидкостью под углом оси детали 7, которая приводится во вращение с помощью электродвигателя 5 и редуктора 6. При подходе дробеструйного сопла 8 к радиусу перехода детали подача вертикального хода прекращается, подается команда на щаговый серводвигатель 23, ко- торьй поворачивает валик 26 и дробеструйное сопло 8 С помощью зубчатой пары 24 и 25 в вертикальной плоскости, обеспечивая угол атаки струи в пределах от О до 45 к оси детали, а команда на золотник 27 обеспечивает переме.щение валика 9 цилиндра 10 вдоль оси дробеструйного сопла 8, выдерживая постоянство расстояния от поверхности упрочняемой детали. После некоторого промежутка времени сопло восстанавливает направление своей сюи перпендикулярно оси детали и продолжает движение вертикально вверх до новьк участков детали с радиусами переходов. Для обеспечения упрочнения радиуса сопряжения поверхностей по длине детали командой от перфорированной ленты с помощью шагового серводвигателя 19 и зубчатой пары 2О обеспечивается поворот головкИ 21 вместе с дробеструйным соплом Q горизонтальной плоскости на необходимый угол и вертикальное движение полой штанги 13, обеспечивающей движение дробеструйного сопла вдоль радиуса перехода. При этом деталь не вращается. На перфорированной ленте заложены все необходимые последовательности команд, обеспечивающие полное упрочнение всей поверхности детали. Отработанная рабочая смесь под действием тяжести возвращается в емкость 2 и снова подается транспортирующим соплом 11 в дробеструйное сопло, т.е. занимает исходное положение. Устанавливается новая деталь, и tipouecc упрочнения повторяется.
Использование предлагаемой дробеструйной установки для упрочнения деталей с криволинейными поверхностями и радиусами переходов обеспечивает повышение качества обработки, воспроизводимость результатов наклепа и повышение производительности за счет сокращения вспомогательного времени на ручную настройку углов атаки дробеструйного сопла.
Формула изобретения
Дробеструйная установка, сопло которой установлено с возможностью перемещения относительно трех Осей координат
с помощью механиа ма перемел1ения и ориентации, сопла, отличающаяся тем, что, с целью повышения качества обработки за счет автоматизации управления перемещением сопла, механизм перемещения и ориентации сопла выполнен в виде подвижной полой штанги, внутри которой размешен польй вал, на одном конце которого установлено дробеструйное сопло, а другой кинематически связан с введенным в устройство блоком управления.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР № 251 4О6, кл. В 24 С 5/04, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2375496C2 |
| Дробеструйный аппарат для обработки глухих отверстий | 1988 |
|
SU1602720A1 |
| ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА ДЛЯ ПОВЫШЕНИЯ КАЧЕСТВА ЗУБЧАТОГО КОЛЕСА И ПРИМЕНЯЕМОЕ В НЕЙ УСТРОЙСТВО ДЛЯ ГАЛТОВКИ | 1999 |
|
RU2173614C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| УСТРОЙСТВО И СПОСОБ МАНИПУЛИРОВАНИЯ ЧАСТИЧНО СФОРМИРОВАННЫМИ КОНТЕЙНЕРАМИ | 2006 |
|
RU2435713C2 |
| Установка для дробеструйной очистки внутренней поверхности труб | 1989 |
|
SU1699763A1 |
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Установка для дробеструйной обработки полых цилиндрических изделий | 1986 |
|
SU1366376A1 |
| Устройство для упрочнения деталей | 1973 |
|
SU763076A1 |