1
Изобретение относится к валяльновойлочному производству в частности к оборудованию для изготовления основ валяной обуви, и может найти применение при обработке нетканых материалов, например шерстяных волокон, с целью получения полуфабрикатов изделий.
Известное устройство для изготовления полуфабриката валяной обуви содержит станину, на плите которой смонтирована колодка с носком, и средство для перемещения носка,средство дли разогрева полуфабриката, механизм свойлачивания, смонтированный на станине, имеющий разъемную форму и средство для сообщения ей вибрации и привод 1,
Однако такое устройство не обеспечивает высокого качества свойлачивания и недостаточно производительно.
Целью изобретения является повышение производительности и качества ев ойлачив ан и я.
Для этого механизм свойлачивания снабжен дополнительной формой со средством для сообщения ей вибрации, а обе формы смонтированы на станине так, что плоскости их разъема парал
лельны между собой и плоскость разъема одной из них совпадает с плоскостью симметрии колодки, при этом плита станины выполнена подпружиненной.
Средство для перемещения носка колодки выполненов виде двуплечего F«4ara, смонтированного на плите, ролика и многопозиционного кулака,
o установленного на валу привода,причем носок укреплен на одном плече двуплечего ралчага, а ролик смонтиройан на его другсм плече и контактирует с многопозиционным кулаком.
5
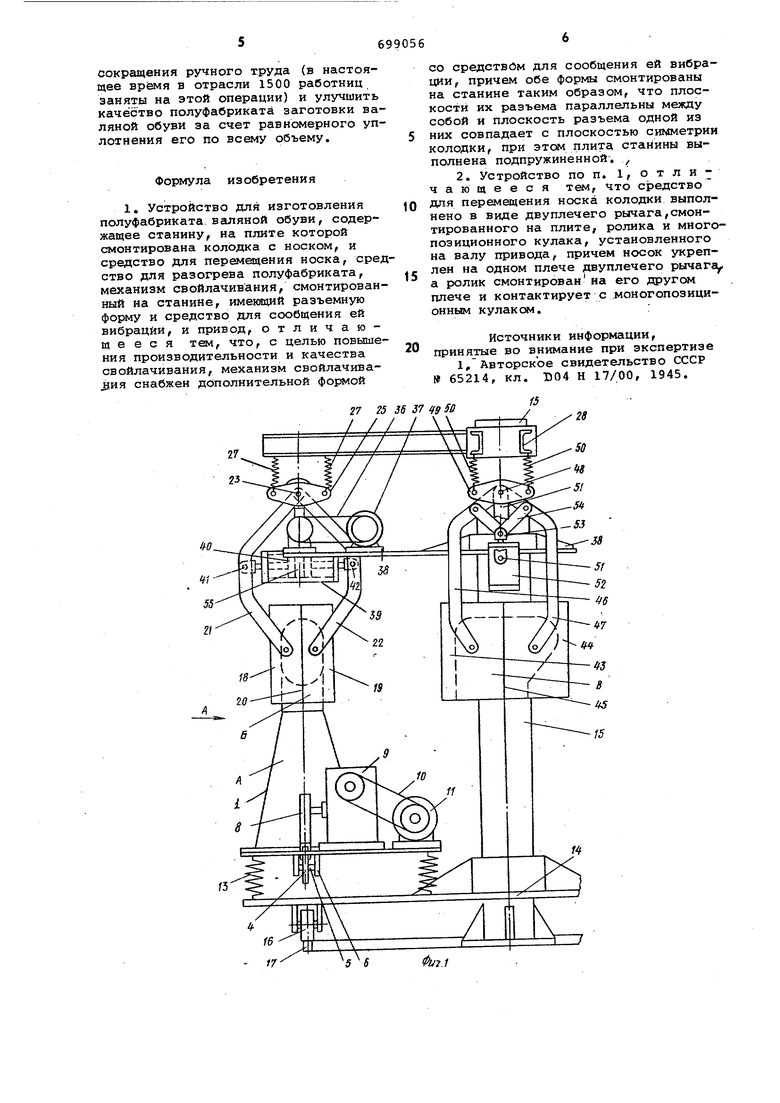
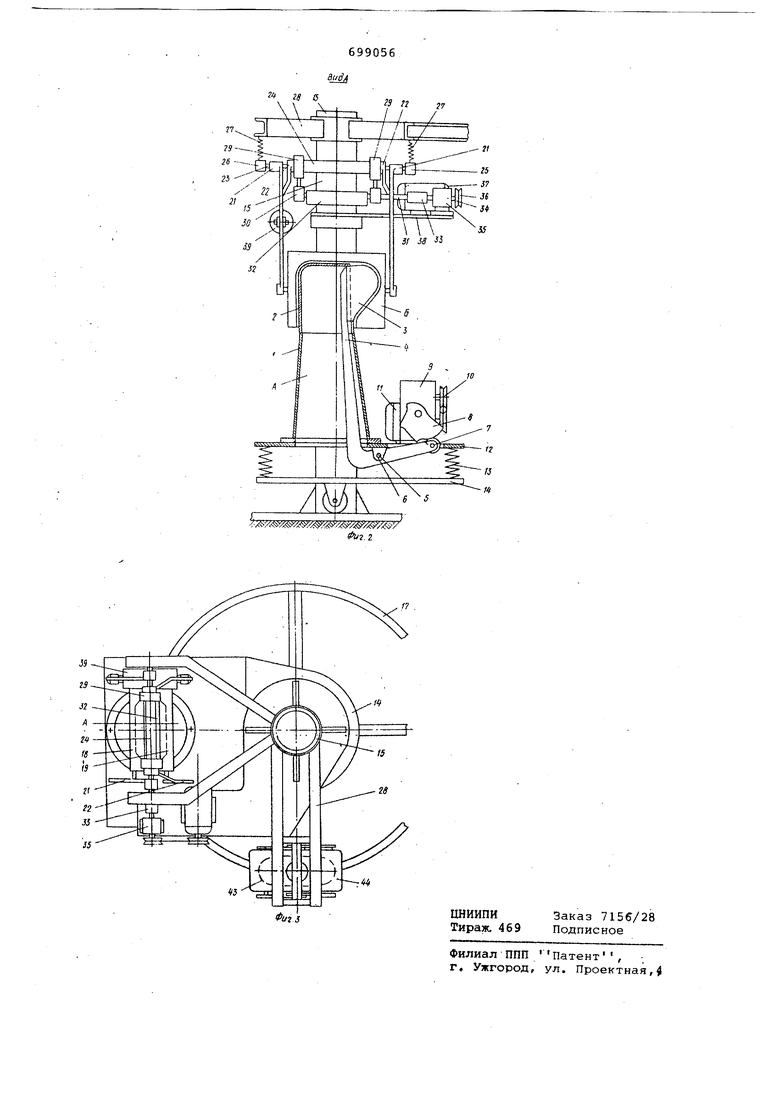
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 вид по стрелке А на фиг. 1 (колодка показана в разрезе, а разъемная форма - по линии разъема); на фиг.З 0устройство, вид сверху.
Основными элементами устройства, смонтированными на станине,являются колодка А (на чертеже показана одна форма) и формы Б и В. Колодка А сос5тоит из жестко установленных на станине конусного полого голенища 1, сочлененной с ним полой пяточной частью 2, и подвижного носка 3, смонтированного на двуплечем рычаге 4,
0 поворотом относительно оси 5 в кронЕГГЙйне б. Нижнее плечо рычага 4 несен ролик 7, взаимодействуквдий с мйогопоэиционным кулаком 8, сидящим на выходном валу редуктора 9, приводимом в движение через клиноременную передачу 10 от привода (электродвигателя 11). Указанные элементы харак теризуют средство для перемещения носка. Привод 11, редуктор 9, колодка А и кронштейн 6 оси рычага 4 смон тированы на подпружиненной плите 12, опирающейся через пружины 13 на площадку 14, поворотную относительно центральной колонны 15. Площадка 14 с ,одной стороны через опорный подшип ник (на чертеже не показан) связана с колонной 15, а с другой стороны роликом 16 опирается ,на кольцевой рельс 17, концентричный колонне 15. Форма Б состоит из полуформ 18 и 19, причем плоскость их разъема 20 находится в плоскости симметрии заготовки валенка (т.е. вдоль следа обуви) , Полуформа 18 шарнирно подвешена HajDbraarax 21, а полуформа 19. на рычагах 22. Рычаги 21 жестко закреплены на валу 23, Рычаги 22. связаны т.рубой 24, смонтированной на этом же валу на шарикоподшипниках. Вал 23 через подшипники связан с корпусами 25 и 26, подвешенными через упругие элементы (пружины) 27 к кронштейну 28, жестко смонтированному на колонне 15. Устройство имеет средство для сообщения формам вибрации. На трубе 24 закреплены рычаги 29, в корпусах 30 которых iia подшипниках вращается вал 31, несущий заключенны в корпус 32 дебаланс вибратора. Вал 31 упругой (лепестковой) муфтой 33 связан с валиком 34, вращающимся в подшипниках В корпусе35 и получающим движение через клиноременную передачу 36 от вибратора 37.Вибратор ,2 и корпус 35 смонтированы на плите 38,закрепленной -на колонне 15,Одна п ра рычагов 21, 22 связана пневмоцилиндром 39, имеквдим два поршня 40, штоки которых соответствующими серьгами 41 и 42 шарнирно связаны с указанными рычагами, . , Форма В состоит из полуформ 43 и 44, причем плоскость разъема 45 расположена перпендикулярно плоскости С1Л1метрии заготовки валенка, т.е, плоскость разъема формы В перпендику лЯрна плоскости разъема формы Б (на фиг, 1 плоскости разъема кажутся параллельными, так как сами формы развернуты одна к другой под углом 90°) Полуформы 43 и 44 шарнирно подвешены соответственно на рычагах 46 и 47, смонтированных на валу 48, сидящем в корпусах 49, подвешенных через пружины 50 на кронштейне 28, 48 через серьгу 51 подвешен пневмоцилиндр 52, шток которого через серь гу 53 шарнирно связан с шатунами 54, также шарнирно - соединенными с рычагами 46 и 47.Пневмоцилиндр 39 имеет полость 55 между поршнями 40, Для формы В также предусмотрен вибратор (на чертеже не показан) , состоящий из возбудителя вибраций и дебаланса, расположенный аналогично вибратору для формы Б, Предусмотрено средство для ра.зогрева полуфабриката, представляющее собой термоэлементы (на чертеже не показаны), расположенные в теле форм В и В. Устройство работает следующим образом. . . . Перед тем, как ввести колодку А в зону действия формы В,на нее надевают конусную заготовку голенища (при этом носок 3 утоплен в пяточную часть 2 полой колодки). Затем кратковременно включают привод 11 до момента, пока на ролик 7 не воздействует наибольший радиус кулачка 8, При этом носок 3, выходя из пяточной части, вытянет €осочную часть заготовки. Для более .равномерного вытягивания всей поверхности носка операция вытягивания производится постепенно в несколько циклов благодаря многоступенчатому профилю кулачка-8, После йытяжки носка на колодку накладывают заготовку подошвенной части валенка и вводят колодку в зону действия формы Б, предварительно раздвинув полуформы 18 и 19 с помощью пневмоцилиндра 39, для чего сжатый воздух подают в полость 55 между поршнями 40. Затем полуформы сводят и, включая вибратор 37, сообщают фор°Ме вибрацию. Одновременно производится разогрев влажной заготовки. При этом происходит процесс вибросвойлачиванияо После этого для обеспечения равномерного уплотнения без складок по всему объему полуфабриката снова, разведя полуформы,переводят колодку А из зоны действия формы Б в зону . действия формы -В, Последней сообщают вибрацию, продолжая процесс вибросвойлачивания в другой плоскости, т,е. осуществляя объемное свойлачивание. Затем разводят с помощью пневмоцилиндра 52 полуформы и выводят колодку А с полуфабрикатом валенка на завершающую позицию, снова кратковременно включают привод 11, вводя кулачок 8 в положение контакта с роликом 7 меньшим радиусом.При этом носок 3 утопает в пяточную часть 2 колодки,После этого полуфабт рикат валенка снимают с колодки. Далее подводят последовательно к форме В и В следугацую колодку А, и процесс повторяется. Устройство позволяет повысить -производительность труда в результате
сокращения ручного труда (в настоящее время в отрасли 1500 работниц заняты на этой операции) и улучшить качество полуфабриката заготовки валяной обуви за счет равномерного уплотнения его по всему объему.
Формула изобретения
1. Устройство для изготовления полуфабриката, валяной обуви, содер жащее станину, на плите которой смонтирована колодка с носком, и средство Для перемацения носка, средство для разогрева полуфабриката, механизм свойлачивания, смонтированный на станине, имеющий разъемную форму и средство для сообщения ей вибрации, и привод, отличающееся тем, что, с целью повышения производительности и качества свойлачивания, механизм свойлачиваД1ия снабжен дополнительной формой
со средствс5м для сообщения ей вибрации, причем обе формы смонтированы на станине таким образом, что плоскости их разъема параллельны между собой и плоскость разъема одной из 5 них совпадает с плоскостью симметрии колодки, при этом плита станины выполнена подпружиненной-.
2. Устройство по п. 1, отличающееся тетл, что средство
ДЛЯ перемещения носка колодки выполнено в виде двуплечего рычага,смонтированного на плите, ролика и многопозиционного кулака, установленного на валу привода, причем носок укрепj лен на одном плече двуплечего рычага-, а ролик смонтирован на его другом плече и контактирует с моногопозиционным кулаком.:
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 65214, кл. D04 Н 17/00, 1945.
15
27 гЗ 35 37 1(9 5В

| название | год | авторы | номер документа |
|---|---|---|---|
| Колодка для механического растягивания валяной обуви | 1939 |
|
SU63449A1 |
| Насадочная машина для формования основы валяной обуви | 1991 |
|
SU1802008A1 |
| КОЛОДКА ДЛЯ РАСПРАВКИ ВАЛЯНОЙ ОБУВИ | 1948 |
|
SU82701A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Станок для растяжки заготовки валяной обуви | 1961 |
|
SU148526A1 |
| Пресс-форма для изготовления резинового низа на обуви методом горячей вулканизации | 1959 |
|
SU122687A1 |
| Установка для формования, оправки и сушки валяной обуви | 1987 |
|
SU1510828A1 |
| УСТРОЙСТВО для УПЛОТНЕНИЯ ПОЛУФАБРИКАТА ВАЛЯНОЙ ОБУВИ | 1965 |
|
SU169797A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Устройство для наложения заготовки верха резиновой клееной обуви | 1985 |
|
SU1358916A1 |
1Ю
5 6
Фи-i.l
