Изобретение относится к области гальванопластики, s частности к устройствам для гальванопластического изготовления волноводно-рупорных узлов, объемных резонаторов, рупорных и измерительных антенн, элементов антенно-фидерного тракта, а также рупорных излучателей зеркальных, линзовых антенн и других изделий, имеющих сложную геометрическую форму
Известно устройство для гальванопластического изготовления волноводно-рупорных узлов с кольцевыми канавками на внутренней поверхности. Это, устройство выполнено в виде центральной и формообразующих оправок, имеющих упорные гайки, свободно поса енные на нерабочие части центральной оправки, причем формообразующие оправки выполнены в виде колец, плотно насаженных одно на другое и концентрично расположенных одно относительно другого и оси центргальной оправки, при этом кольца соединены между собой в плоскости их торцов, а разъем колец выполнен по цилиндрическим поверхностям и расположен в экстремальных точках дуг сопряжений нижних частей конической образующей
и боковых стенок канавок. Кроме того, торцовые поверхности формообразующих колец выполнены с Т-образными пазами и резьбовыми отверстиями 1.
Это устройство является наиболее близким к предлагаемому по технической сущности и достигаемому результату.
Однако при механическом удалении
0 оправок из готового изделия применяется ручной труд, что повышает трудоемкость гальванопластического изготовления изделий, снижает производительность труда, повышает длитель5ность технологического цикла, а также снижает надежность и долговечность оправок и возможность их многократного использования при серийном производстве вследствие механических пов0реждений.
Целью изобретения является повышение производительности труда путем снижения трудоемкости изготовления гальванопластических изделий.
5
Поставленная цель достигается тем, что центральная оправка выполнена с осевым каналом и радиальными отверстиями, а на торцах формообразующих оправок выполнены кольцевые иыточки.
соединенные с ocsBL r-i 1:апа.мо;у цептг)аппой оправки радиальным - отверстиями,
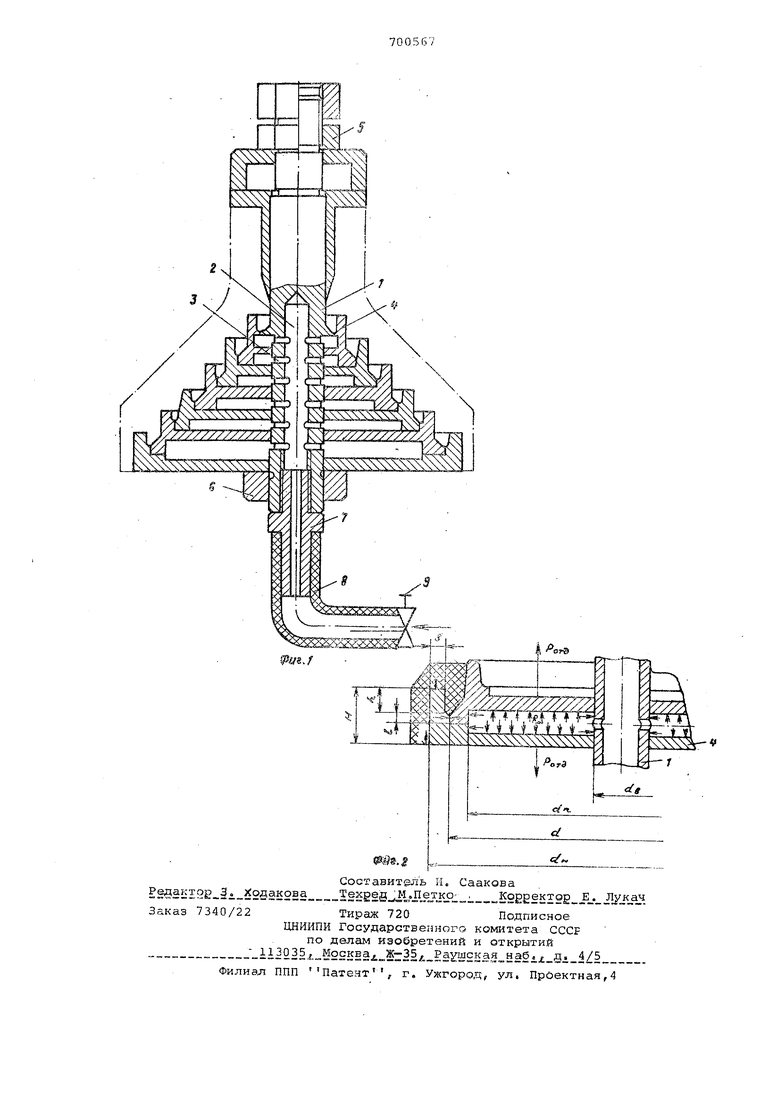
На фиг, 1 изобра;кено предлагаемое устройство, общий вид; на фиг. 2 - узел соединения (popN5Oo6pa3y::ornHx i-i ьхентралыюй оправок,
Устройство для гальванопластического изготовления волноводно-рупор-ных узлов (фиг.1) содерлшт центральн оправку 1,-имеющую осевой канал 2 с резьбовым отверстием на входе и радиальные отверстия 3, связанные с Полостями формообразующих оправок 4, установленных на центральной оправ-ке 1 а
; На резьбовых концах центральной оправки 1 установлены упорные гай1-си 5 и б.
В резьбовое отверстие центральной оправки 1 ввернут штуцер 1, соединяющий посредством трубопровода 8 и .крана 9 осевой канал 2 центральной оправки 1 с гидравлической системой высокого давленияS
Устройство работает следующим образом,
Посл.е гальванического наращивания металлического слоя и опрессовки устройства пластмассой (фиг,1) освобождают упорную гайку
в резьбовое отверстие центральной оправки
1ввинчивают штуцер , открывают
кран 9 и посредством тхэуболровода
8 через осевой канал 2 и радиальные
отв-ерстия 3 центральной оправки 1
в полости формообразующих опразок
4 под давлением нагнетают рабочу;з
жидкость 5
Под действием давления жидг::ос-ти происходит поэлементное отдзлеки-е формообразующих оправок от гельванопластического изделия
В качестве рабочего тела молсет быть использован глицерин, махчинное трансформаторноеf веретенное масло и другие матерИи.Л(-1,
Центральная оправка 1 удаляется 3 после,длюю очередь с помощью специального съемника.
Использование предлагаемого устройства позволяет исключить механические повреждения при съеме оправок, существенно упростить и частично авто)Матизировать процесс отделения огфавок от гальванопластическик изделий без нарушения их форгуи и размеров и тем са1-Ж1м на 20-30% снизить трудоемкость изготовления гальванопластических изделий и не , чем в 1.5 раза, сократить цикл их производства,- примерно в 1,5 раза повысить надежность и долговечность устройства при серийном изготовлении изделий сложной конфигурации о
Формула изобретения
Устройство для гальванопластического изготовления волноводно--рупорных узлов, содержа111ее центральную и формообразующие оправки, выполненные в виде колец, плотно насаженных одно на другое и концентрично расположенных одно относительно другого и оси центральной оправки, отличающееся тем чтб, с целью повышения производительности труда путем снижения трудоемкости изготовления гальванопластических изделий центральная оправка выполнена с осевым тсаналом и радиальнымт- отверстиями, а. на торцах формо ;,брг:эующих oiipe.BOK в-чшолнены кольцевые выточки, соединеные о осевь-JM-каналом центральной оправки радиальными отверстиями о
Источники информации, прин5 тые во -внимание при экспертизе
1, Автосское сврдетельство СССР :f 572537, кл С 25 D 1/02, 1975 „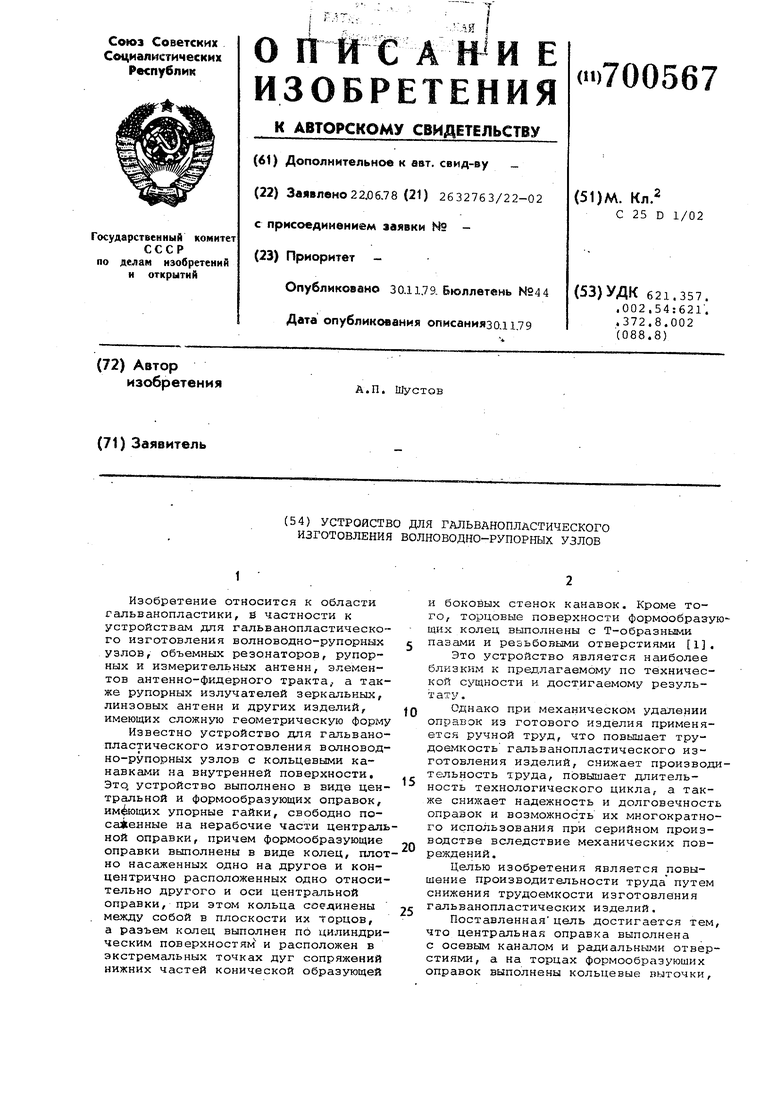
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения матриц для гальванопластического изготовления волноводно-рупорных узлов | 1985 |
|
SU1458438A1 |
| Устройство для гальванопластического изготовления волноводнорупорных узлов | 1976 |
|
SU572537A1 |
| Способ электрохимического формообразования | 1980 |
|
SU929748A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОРЕЛЬЕФНЫХ ДЕТАЛЕЙ СО ЩЕЛЕВОЙ СТРУКТУРОЙ | 2004 |
|
RU2254403C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для гальванопластического изготовления деталей сложной формы | 1980 |
|
SU966120A1 |
| УСТРОЙСТВО ДЛЯ РАСТЯЖЕНИЯ ПРУЖИН | 2011 |
|
RU2459681C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152874C1 |