Изобретение относится к оборудованию и оснастке для переработки полимерных композиционных материалов и может быть использовано при формировании трубчатых изделий, преимущественно двуколенных отводов, методом намотки.
Широко известны вымываемые оправки (см., например, Справочник по композиционным материалам. М., Машиностроение, 1988, т. 2, с. 217).
Недостаток данной оправки заключается в ее низкой прочности при сжатии материала оправки.
Также известна оправка для изготовления труб из полимерных композиционных материалов, содержащая несущий элемент и установленные на нем формообразующие элементы (см., например, Авторское свидетельство СССР 1669748, кл. В 29 С 53/82, опуб. 15.08.91, Бюл. 30).
Однако недостатком данной оправки является трудоемкость формообразования кольцевых канавок со стороны внутренней поверхности формируемого изделия.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является оправка для изготовления труб из полимерных композиционных материалов, содержащая трубчатый несущий элемент, две цапфы, выступающие за торцы несущего элемента и установленные на его формующей поверхности, формователи кольцевых канавок в виде разрезанных на секторы профильных колец, которые имеют в сечении форму треугольника со скругленной вершиной и закреплены на несущем элементе посредством шпилек из низкопрочного материала, установленных в радиальных отверстиях каждого из секторов и соосных с ними отверстиях несущего элемента, и кольцевой обвязки из проволоки или жгута, размещенной в наружной проточке профильных колец (см. Патент Российской Федерации 2152874, кл. В 29 С 53/82, опубл. 20.07.2000, бюл. 20).
Недостатком данной оправки является невозможность формирования методом намотки двуколенных отводов, на внутренней поверхности которых выполнены кольцевые канавки.
Задачей, на решение которой направлено настоящее изобретение, является обеспечение возможности формирования методом намотки двуколенных отводов, на внутренней поверхности которых выполнены кольцевые канавки.
Указанная задача решается тем, что в оправке для изготовления изделий из полимерных композиционных материалов, преимущественно двуколенных отводов, содержащей несущий элемент, две цапфы, выступающие за торцы несущего элемента и установленные на его формующей поверхности формователи кольцевых канавок в виде разрезанных на секторы профильных колец, которые имеют в сечении форму треугольника со скругленной вершиной и закреплены на несущем элементе посредством шпилек из низкопрочного материала, установленных в радиальных отверстиях каждого из секторов и соосных с ними отверстиях несущего элемента, и кольцевой обвязки из проволоки или жгута, размещенной в наружной проточке профильных колец, несущий элемент выполнен в виде двух соединенных друг с другом кососрезанными торцами патрубков с коническими формообразующими поверхностями, у которых большие диаметры расположены у внешних прямосрезанных торцов, а оси лежат в одной плоскости и образуют между собой угол α, меньший 180 градусов, и двух, соединенных с патрубками, сменных цапф, у которых оси лежат в этой же плоскости и расположены под углом β в  градусов к осям патрубков или соосно с ними и которые выполнены в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, и имеют возможность фиксированного перемещения в плоскости патрубков относительно их прямосрезанных торцов по пазам съемных торцеобразующих фланцев, соосно закрепленных на прямосрезанных торцах патрубков, причем стержни цапф, расположенных под углом к осям патрубков, выполнены с центровыми отверстиями на торцах и соосными с ними цилиндрическими обточками, а стержни соосно расположенных цапф выполнены с кольцевыми проточками под замок съемного устройства.
градусов к осям патрубков или соосно с ними и которые выполнены в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, и имеют возможность фиксированного перемещения в плоскости патрубков относительно их прямосрезанных торцов по пазам съемных торцеобразующих фланцев, соосно закрепленных на прямосрезанных торцах патрубков, причем стержни цапф, расположенных под углом к осям патрубков, выполнены с центровыми отверстиями на торцах и соосными с ними цилиндрическими обточками, а стержни соосно расположенных цапф выполнены с кольцевыми проточками под замок съемного устройства.
Также с целью расширения технологических возможностей за счет обеспечения возможности формования двуколенных отводов с различными углами α каждый патрубок выполнен составным из патрубка с прямосрезанным торцом и сопряженного с ним по посадочной поверхности патрубка с кососрезанным торцом.
Также с целью обеспечения минимально возможной величины биения оправки при допустимой величине дисбаланса ребра жесткости цапф расположены в плоскости патрубков и имеют массу, обеспечивающую допустимую величину дисбаланса оправки.
И последнее, исходя из технологических возможностей формирования изделий методом намотки угол α для исключения разностенности изделия выполняется не менее 150 градусов.
Проведенные опытные работы показали, что выполнение несущего элемента в виде двух соединенных друг с другом кососрезанными торцами патрубков с наружной формообразующей поверхностью, оси которых лежат в одной плоскости и образуют между собой угол α, меньший 180 градусов, позволяет получить формообразующую поверхность для внутренней поверхности двуколенного отвода. А возможность присоединения к прямосрезанным торцам двух цапф, оси которых лежат в плоскости патрубков и образуют с их осями угол β в  градусов, выполнение этих цапф в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, выполнение на торце стержней центровых отверстий и соосных с ними цилиндрических обточек, а также возможность фиксированного перемещения цапф в плоскости патрубков относительно их прямосрезанных торцов, позволяет произвести статическую балансировку оправки путем перемещения цапф в сторону ее тяжелой части до достижения допустимой величины дисбаланса, фиксации их в этом положении и последующую установку отбалансированной оправки в шпиндель станка с поджатием центром задней бабки, чем и достигается возможность последующего формирования двуколенного отвода методом намотки. Введение между патрубками и цапфами съемных торцеобразующих фланцев, которые соосно закреплены на прямосрезанных торцах патрубков, обеспечивает возможность формования чистовых торцов отводов и, тем самым, исключает необходимость их механической обработки. В свою очередь выполнение формообразующих поверхностей патрубков коническими, расположение их больших диаметров у прямосрезанных торцов, а также возможность многократной сборки-разборки соединения патрубков по кососрезанным торцам и соединения цапф с патрубками, позволяет после присоединения к патрубкам цапф с кольцевой проточкой под замок съемного устройства произвести беспрепятственное снятие с оправки отформованного на ней двуколенного отвода путем первоначального опирания одного из его торцов в упорную плиту съемного устройства и последующего удаления патрубка оправки из внутренней полости отводного колена посредством съемного устройства, замок которого предварительно фиксируется на кольцевой проточке цапфы извлекаемого патрубка. При этом в момент первоначального страгивания патрубка относительно внутренней поверхности отвода происходит срез низкопрочных шпилек, закрепляющих профильные формообразующие кольца и тем самым обеспечение беспрепятственного снятия двуколенного отвода с одной половины оправки. Снятие отвода со второй половины оправки производится аналогичным образом.
градусов, выполнение этих цапф в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, выполнение на торце стержней центровых отверстий и соосных с ними цилиндрических обточек, а также возможность фиксированного перемещения цапф в плоскости патрубков относительно их прямосрезанных торцов, позволяет произвести статическую балансировку оправки путем перемещения цапф в сторону ее тяжелой части до достижения допустимой величины дисбаланса, фиксации их в этом положении и последующую установку отбалансированной оправки в шпиндель станка с поджатием центром задней бабки, чем и достигается возможность последующего формирования двуколенного отвода методом намотки. Введение между патрубками и цапфами съемных торцеобразующих фланцев, которые соосно закреплены на прямосрезанных торцах патрубков, обеспечивает возможность формования чистовых торцов отводов и, тем самым, исключает необходимость их механической обработки. В свою очередь выполнение формообразующих поверхностей патрубков коническими, расположение их больших диаметров у прямосрезанных торцов, а также возможность многократной сборки-разборки соединения патрубков по кососрезанным торцам и соединения цапф с патрубками, позволяет после присоединения к патрубкам цапф с кольцевой проточкой под замок съемного устройства произвести беспрепятственное снятие с оправки отформованного на ней двуколенного отвода путем первоначального опирания одного из его торцов в упорную плиту съемного устройства и последующего удаления патрубка оправки из внутренней полости отводного колена посредством съемного устройства, замок которого предварительно фиксируется на кольцевой проточке цапфы извлекаемого патрубка. При этом в момент первоначального страгивания патрубка относительно внутренней поверхности отвода происходит срез низкопрочных шпилек, закрепляющих профильные формообразующие кольца и тем самым обеспечение беспрепятственного снятия двуколенного отвода с одной половины оправки. Снятие отвода со второй половины оправки производится аналогичным образом.
Конструктивное исполнение, при котором патрубки оправки выполняются составными из патрубка с прямосрезанными торцами и соединенного с ним по посадочной поверхности патрубка с кососрезанным торцом позволяет присоединять к одному и тому же патрубку с прямосрезанными торцами различные патрубки, у которых кососрезанные торцы выполнены под разными углами, чем и достигается возможность формования двуколенных отводов с различными по величине углами α на одной и той же оправке с заменой лишь одного элемента оправки, а именно патрубка с кососрезанным торцом, тем самым расширение ее технологических возможностей и сокращение номенклатуры оправок для формирования двуколенных отводов.
Конструктивное исполнение оправки, при котором ребра жесткости цапф располагают в плоскости патрубков, позволяет использовать их в качестве балансировочных грузов и дает возможность выполнения балансировки после выверки радиального биения наиболее удаленных от оси вращения точек рабочей поверхности оправки путем подбора такой массы одного или двух ребер, расположенных в плоскости патрубков соответственно по одну или по обе стороны стержня цапфы, которая обеспечивает допустимую величину дисбаланса оправки.
Что же касается конструктивного исполнения оправки, при котором угол α выполняется по величине не менее 150 градусов, то такое конструктивное исполнение вытекает из технологических возможностей метода намотки, при котором угол подъема формообразующей поверхности относительно оси вращения не должен превышать 15 градусов. В противном случае происходит сползание слоев намотанного ровинга в сторону начала подъема формообразующей поверхности, тем самым утолщение стенки изделия в начале подъема и ее утонение в конце подъема.
Таким образом, заявляемая совокупность признаков позволяет решить поставленную задачу, а также обеспечивает возможность формования методом намотки двуколенных отводов, на внутренней поверхности которых выполнены кольцевые канавки, на обычном намоточном оборудовании, предназначенном для намотки труб и трубообразных изделий с прямолинейной осью внутренней поверхности.
Сопоставительный анализ заявляемой совокупности признаков с признаками прототипа показал, что заявляемая совокупность признаков отличается от признаков прототипа и, следовательно, соответствует критерию изобретения "новизна".
Сравнение заявляемой совокупности признаков с другими техническими решениями в данной области техники не позволило выявить в них признаки, присущие заявляемому техническому решению и отличающими его от прототипа, что позволяет сделать вывод о соответствии заявляемой совокупности признаков критерию изобретения "существенные отличия".
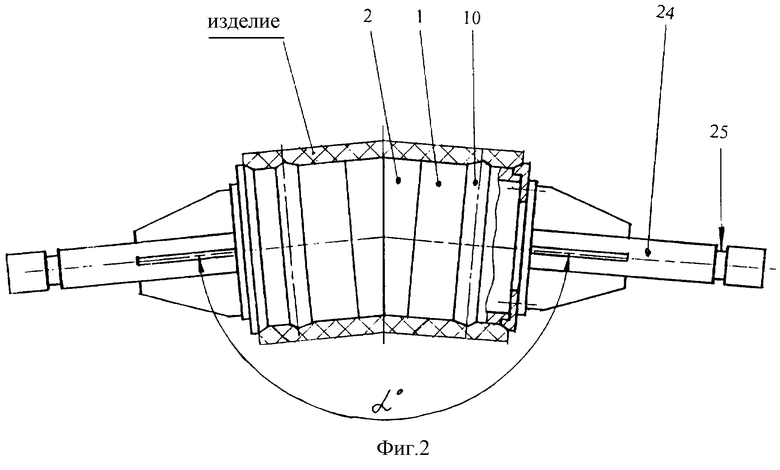
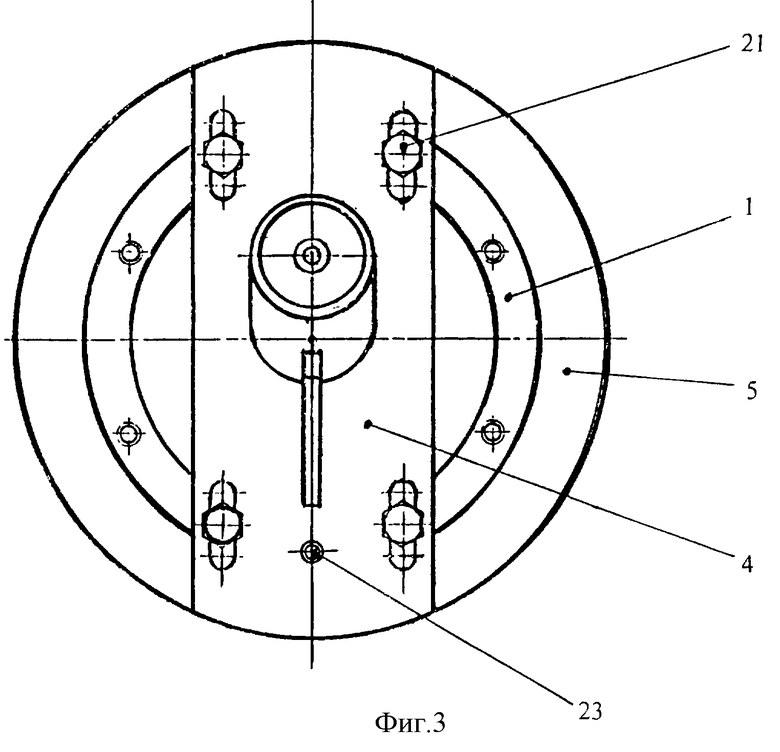
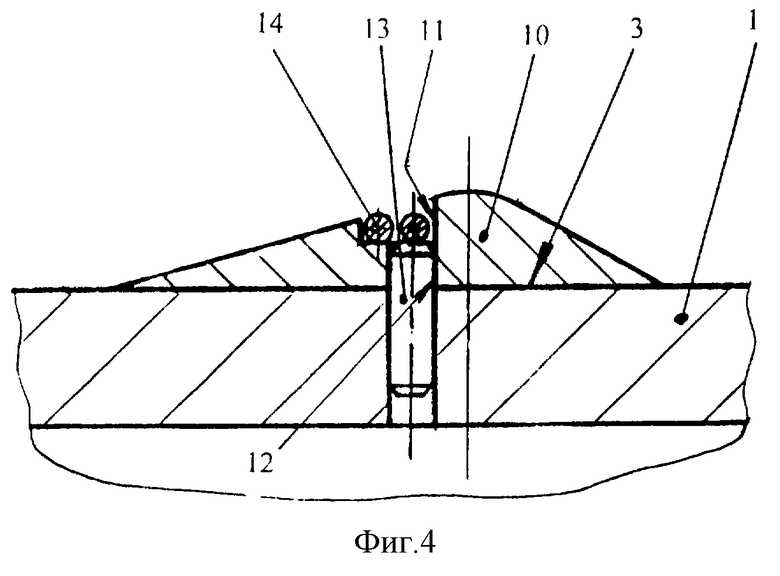
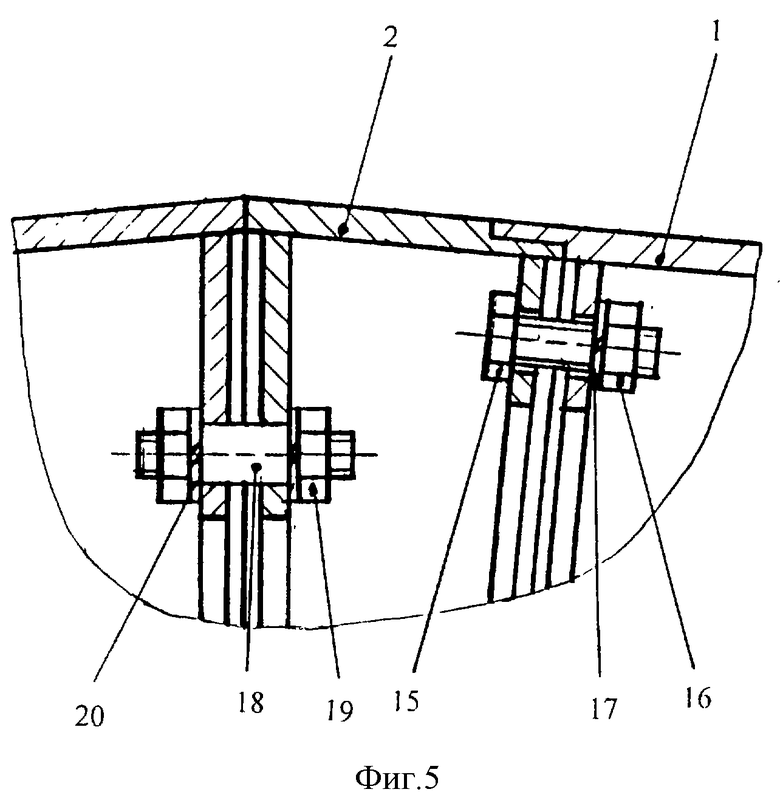
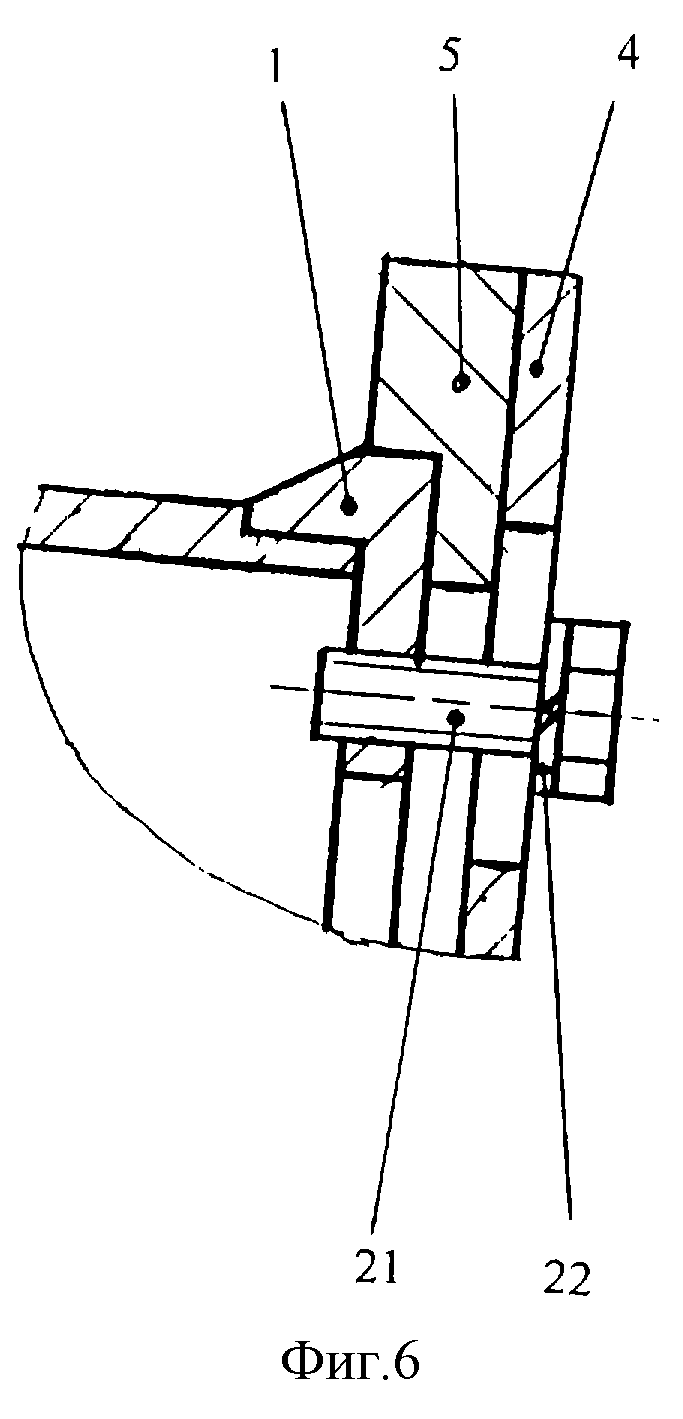
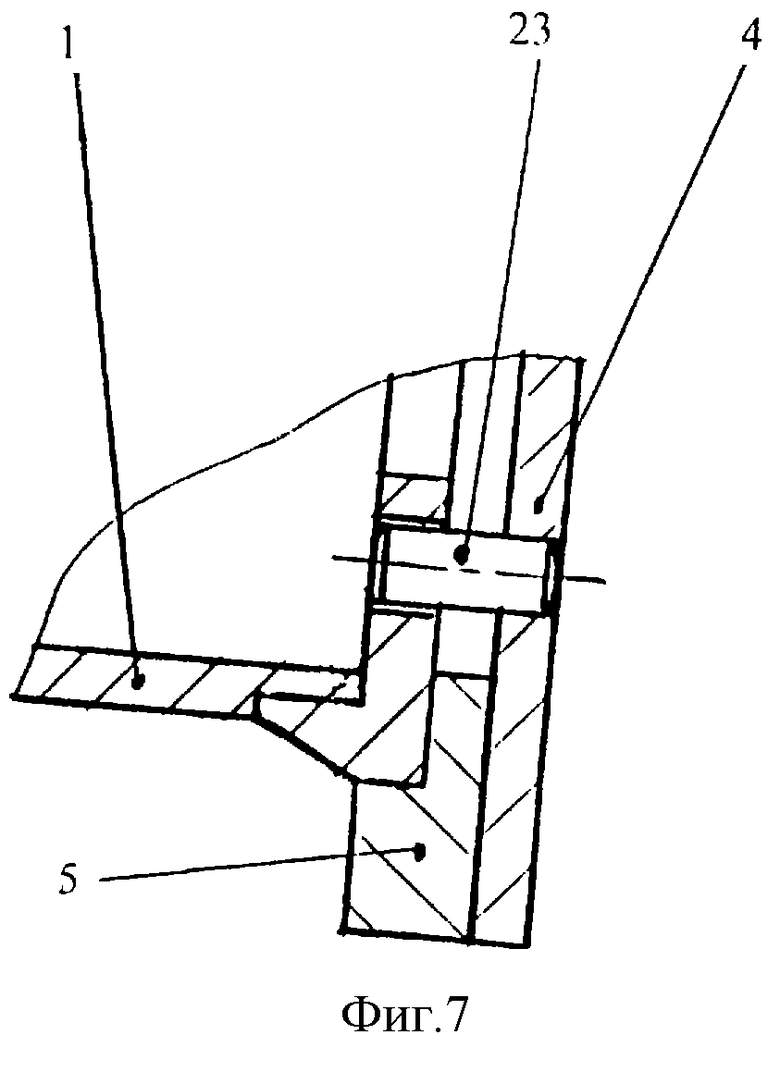
На фиг. 1 показана оправка для изготовления двуколенных отводов методом намотки - вариант сборки оправки для операций намотки и полимеризации отводов; на фиг.2 - то же, вариант сборки оправки для снятия двуколенных отводов с оправки; на фиг.3 - то же, вид А на фиг.1; на фиг.4 - то же, выноска Б на фиг.1; на фиг.5 - то же, выноска В на фиг.1; на фиг.6 - то же, выноска Г на фиг.1; на фиг.7 - то же, выноска Д на фиг.1.
Оправка для изготовления двуколенных отводов из полимерных композиционных материалов содержит трубчатый несущий элемент, две цапфы, присоединенные к внешним торцам несущего элемента и установленные на его наружной поверхности формообразующие элементы. Несущий элемент выполнен в виде двух контактирующих друг с другом кососрезанными торцами сборных патрубков, которые расположены в одной плоскости и образуют между собой угол α, меньший 180 градусов. При этом каждый из сборных патрубков состоит из патрубка 1 с прямосрезанными торцами и соединенного с ним посредством крепежных элементов патрубка 2 с кососрезанными торцами, причем наружная поверхность патрубков 1 и 2 выполнена как одна целая коническая поверхность 3, больший диаметр которой расположен у внешнего прямосрезанного торца патрубка 1, а меньший - у кососрезанного торца патрубка 2. Также для установки и закрепления несущего элемента в намоточном станке оправка включает две сменные цапфы 4, которые соединены с прямосрезанными торцами патрубков 1 посредством крепежных элементов и имеют возможность фиксированного перемещения в плоскости патрубков 1 и 2 относительно прямосрезанных торцов патрубков 1 по пазам съемных торцеобразующих фланцев 5, закрепленных на этих торцах соосно с патрубками 1 и 2, причем оси 6 цапф 4 лежат в плоскости патрубков 1 и 2 на одной осевой линии и расположены под углом β в  градусов к осям 7 патрубков 1 и 2, а сами цапфы 4 выполнены в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, имеют центровые отверстия 8 на торцах стержней и соосно расположенные с ними цилиндрические обточки 9 на концах стержней. Также для формирования кольцевых канавок на внутренней поверхности формуемого на оправке изделия на конических формообразующих поверхностях патрубков 1 установлены профильные кольца 10, которые разрезаны на секторы, имеют в сечении форму треугольника со скругленной вершиной и выполнены с кольцевой проточкой 11 и радиальными отверстиями 12 для закрепления секторов посредством шпилек 13 из низкорочного материала, например дерева, полиэтилена, поливинилхлорида, полиамида, полипропилена, полистирола и т.д., и кольцевой обвязки 14 из проволоки или жгута.
градусов к осям 7 патрубков 1 и 2, а сами цапфы 4 выполнены в виде стержня с фланцем и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, имеют центровые отверстия 8 на торцах стержней и соосно расположенные с ними цилиндрические обточки 9 на концах стержней. Также для формирования кольцевых канавок на внутренней поверхности формуемого на оправке изделия на конических формообразующих поверхностях патрубков 1 установлены профильные кольца 10, которые разрезаны на секторы, имеют в сечении форму треугольника со скругленной вершиной и выполнены с кольцевой проточкой 11 и радиальными отверстиями 12 для закрепления секторов посредством шпилек 13 из низкорочного материала, например дерева, полиэтилена, поливинилхлорида, полиамида, полипропилена, полистирола и т.д., и кольцевой обвязки 14 из проволоки или жгута.
При использовании оправки в качестве формообразующего инструмента для формирования двуколенных отводов, на внутренней поверхности которых образованы кольцевые канавки, первоначально осуществляют ее сборку, для этого подбирают патрубки 2, торцы которых срезаны под нужным углом, т.е. под углом β в  градусов и соединяют их по сопрягаемым центрирующим поверхностям с патрубками 1, имеющими прямосрезанные торцы посредством крепежных элементов 15, 16 и 17 в два сборных патрубка, которые в свою очередь соединяют между собой по кососрезанным торцам патрубков 2 при помощи крепежных элементов 18, 19 и 20 в несущий элемент оправки таким образом, чтобы оси 7 сборных патрубков располагались в одной плоскости и находились под углом α между собой. После этого на внешние прямосрезанные торцы патрубков 2 устанавливают торцеобразующие фланцы 5 и сменные цапфы 4, сопрягая боковые поверхности их фланцев с пазами фланцев 5 таким образом, чтобы оси 6 цапф располагались на одной осевой линии в плоскости патрубков и находились под углом β в
градусов и соединяют их по сопрягаемым центрирующим поверхностям с патрубками 1, имеющими прямосрезанные торцы посредством крепежных элементов 15, 16 и 17 в два сборных патрубка, которые в свою очередь соединяют между собой по кососрезанным торцам патрубков 2 при помощи крепежных элементов 18, 19 и 20 в несущий элемент оправки таким образом, чтобы оси 7 сборных патрубков располагались в одной плоскости и находились под углом α между собой. После этого на внешние прямосрезанные торцы патрубков 2 устанавливают торцеобразующие фланцы 5 и сменные цапфы 4, сопрягая боковые поверхности их фланцев с пазами фланцев 5 таким образом, чтобы оси 6 цапф располагались на одной осевой линии в плоскости патрубков и находились под углом β в  градусов к осям 7 этих патрубков, а ребра цапф 4 лежали в этой же плоскости со стороны легкой части оправки, и предварительно закрепляют фланцы 5 и цапф 4 на прямосрезанных торцах несущего элемента посредством крепежных элементов 21 и 22. Затем на конические формообразующие поверхности 3 несущего элемента посредством шпилек 13 устанавливают профильные кольца 10, наружные поверхности которых предназначены для формирования кольцевых канавок на внутренней поверхности двуколенного отвода. При этом разрезанные на секторы профильные кольца 10 для их плотной посадки на поверхности 3 несущего элемента, обжимают кольцевой обвязкой 14 из проволоки или жгута, уложенных в кольцевую проточку 11 колец 10. После этого оправку устанавливают цилиндрическими обточками цапф 4 на балансировочные ролики или ножи для выполнения статической балансировки, которую осуществляют путем перемещения цапф 4 в плоскости патрубков 1 и 2 относительно прямосрезанных торцов патрубков 1 по пазам съемных торцеобразующих фланцев 5 в сторону тяжелой части оправки до достижения допустимой величины дисбаланса оправки и минимальной величины биения ее наиболее удаленных от оси вращения точек. При этом в качестве балансировочных грузов используют ребра жесткости цапф 4, которые лежат в плоскости патрубков со стороны легкой части оправки и имеют массу, обеспечивающую допустимую величину дисбаланса оправки в пределах 0,5...0,7 кгс•м. После балансировки производят окончательное закрепление положения цапф 4 посредством крепежных элементов 21 и 22 и их фиксацию в этом положении посредством засверловки отверстий и установки в них штифтов 23, обеспечивающих в дальнейшем возможность быстрой сборки-разборки оправки без повторения операции балансировки. Затем собранную и отбалансированную оправку устанавливают в намоточный станок, базируя ее по оси центров станка путем закрепления одной цапфы по центрирующей обточке в патроне шпинделя станка и осевого поджатия центром задней бабки, сопрягаемым с центровым отверстием второй цапфы оправки, и, обмотав наружные формообразующие поверхности оправки антиадгезионной лентой, например фторопластовой, приступают к формированию двуколенного отвода методом намотки и последующему процессу полимеризации полимерных композиционных материалов отвода в термокамере.
градусов к осям 7 этих патрубков, а ребра цапф 4 лежали в этой же плоскости со стороны легкой части оправки, и предварительно закрепляют фланцы 5 и цапф 4 на прямосрезанных торцах несущего элемента посредством крепежных элементов 21 и 22. Затем на конические формообразующие поверхности 3 несущего элемента посредством шпилек 13 устанавливают профильные кольца 10, наружные поверхности которых предназначены для формирования кольцевых канавок на внутренней поверхности двуколенного отвода. При этом разрезанные на секторы профильные кольца 10 для их плотной посадки на поверхности 3 несущего элемента, обжимают кольцевой обвязкой 14 из проволоки или жгута, уложенных в кольцевую проточку 11 колец 10. После этого оправку устанавливают цилиндрическими обточками цапф 4 на балансировочные ролики или ножи для выполнения статической балансировки, которую осуществляют путем перемещения цапф 4 в плоскости патрубков 1 и 2 относительно прямосрезанных торцов патрубков 1 по пазам съемных торцеобразующих фланцев 5 в сторону тяжелой части оправки до достижения допустимой величины дисбаланса оправки и минимальной величины биения ее наиболее удаленных от оси вращения точек. При этом в качестве балансировочных грузов используют ребра жесткости цапф 4, которые лежат в плоскости патрубков со стороны легкой части оправки и имеют массу, обеспечивающую допустимую величину дисбаланса оправки в пределах 0,5...0,7 кгс•м. После балансировки производят окончательное закрепление положения цапф 4 посредством крепежных элементов 21 и 22 и их фиксацию в этом положении посредством засверловки отверстий и установки в них штифтов 23, обеспечивающих в дальнейшем возможность быстрой сборки-разборки оправки без повторения операции балансировки. Затем собранную и отбалансированную оправку устанавливают в намоточный станок, базируя ее по оси центров станка путем закрепления одной цапфы по центрирующей обточке в патроне шпинделя станка и осевого поджатия центром задней бабки, сопрягаемым с центровым отверстием второй цапфы оправки, и, обмотав наружные формообразующие поверхности оправки антиадгезионной лентой, например фторопластовой, приступают к формированию двуколенного отвода методом намотки и последующему процессу полимеризации полимерных композиционных материалов отвода в термокамере.
Снятие двуколенного отвода с оправки производят после его полимеризации, охлаждения вместе с печью и последующей стабилизирующей выдержки при температуре цеха. Для этого первоначально производят замену ранее закрепленных цапф 4 на цапфы 24, у которых стержни расположены под прямым углом к фланцу цапфы и выполнены с кольцевой проточкой 25 под замок съемного устройства. Для этого достаточно демонтировать крепежные элементы 21 и 22 и, сняв цапфы 4 и фланцы 5, установить на их место и закрепить посредством тех же крепежных элементов цапфы 24, базируя их по центральным отверстиям патрубков 1. При этом цапфы 24 будут установлены соосно с патрубками 1 и 2, что и обеспечит возможность демонтажа намотанного двуколенного отвода с оправки, путем опирания одного из его торцов в упорную плиту съемного устройства, закрепления замка съемного устройства на проточке 25 цапфы 24 и перемещения оправки вдоль оси демонтируемого колена отвода. При этом перемещаемый сборный патрубок оправки, состоящий из патрубков 1 и 2, предварительно отсоединяют от смежного сборного патрубка оправки путем демонтажа крепежных элементов 18, 19 и 20. В момент первоначального страгивания сборного патрубка относительно внутренней поверхности отводного колена происходит срез низкопрочных шпилек 13, закрепляющих формователи 10 кольцевых канавок отвода, и тем самым достигается беспрепятственное извлечение сборного патрубка из внутренней полости отводного колена. Демонтаж первой половины оправки заканчивается после удаления формователей 10 из кольцевых канавок внутренней полости отводного колена путем поочередного извлечения их секторов и последующего удаления обвязки 14 и слоя антиадгезионной ленты из полости колена. Затем аналогичным образом производят демонтаж второй половины оправки из второго колена отвода, чем и достигается возможность формирования методом намотки двуколенных отводов, на внутренней поверхности которых выполнены кольцевые канавки.
Заявляемая оправка может быть использована для изготовления изделий из полимерных композиционных материалов преимущественно цельнонамотанных двуколенных отводов с углом между осями колен от 150 до 179 градусов, которые могут использоваться в трубопроводах с условным проходом от 50 до 400 мм для транспортирования различных сред под давлением более 4,0 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2190795C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152874C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ), УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ (ВАРИАНТЫ) | 2013 |
|
RU2549401C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2005 |
|
RU2319612C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2177877C1 |
| ОТВОД КРУТОИЗОГНУТЫЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206018C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| ТРУБНАЯ ГОЛОВКА | 1997 |
|
RU2117749C1 |
| ОБЪЕМНАЯ МАШИНА | 2001 |
|
RU2199668C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Изобретение может быть использовано для изготовления цельнонамотанных двуколенных отводов из полимерных композиционных материалов. Оправка содержит трубообразный несущий элемент, две цапфы, выступающие за торцы несущего элемента и формователи кольцевых канавок, установленные на наружной формообразующей поверхности несущего элемента. Несущий элемент выполнен в виде двух соединенных друг с другом кососрезанными торцами патрубков с коническими формообразующими поверхностями, у которых большие диаметры расположены у внешних прямосрезанных торцов, а оси лежат в одной плоскости и образуют между собой угол α, меньший 180o, и двух соединенных с патрубками сменных цапф, у которых оси лежат в этой же плоскости и расположены под углом β в (180-α)/2o к осям патрубков или соосно с ними и, которые выполнены в виде стержня с фланцем, и, как минимум, одного ребра жесткости, соединяющего стержень с фланцем под нужным углом, и имеют возможность фиксированного перемещения в плоскости патрубков относительно их прямосрезанных торцов по пазам съемных торцеообразующих фланцев, соосно закрепленных на прямосрезанных торцах патрубков, причем стержни цапф, расположенных под углом к осям патрубков, выполнены с центровыми отверстиями на торцах и соосными с ними цилиндрическими обточками, а стержни соосно расположенных цапф выполнены с кольцевой проточкой под замок съемного устройства. Оправка обеспечивает возможность формирования методом намотки двуколенных отводов, на внутренней поверхности которых выполнены кольцевые канавки на обычном намоточном оборудовании, предназначенном для намотки трубчатых изделий с прямолинейной осью внутренней поверхности. 3 з.п. ф-лы, 7 ил.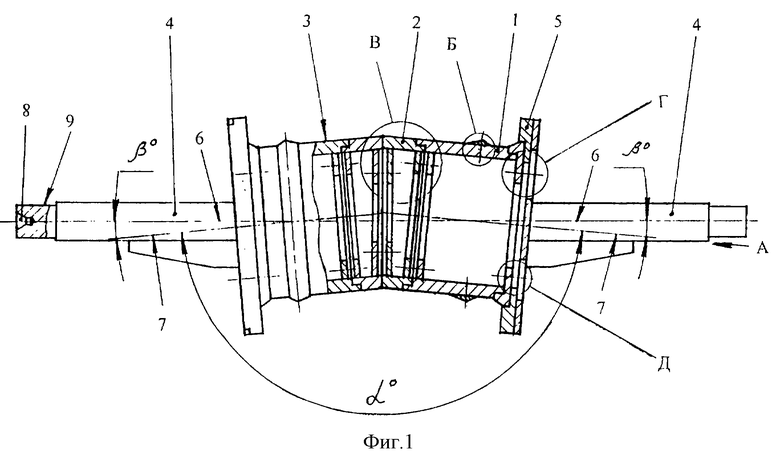
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2152874C1 |
| Оправка для изготовления труб из композиционных материалов | 1988 |
|
SU1669748A1 |
| US 4135961 А, 23.01.1979 | |||
| US 4239473 A, 16.12.1980 | |||
| Устройство для компресионногоОСТЕОСиНТЕзА | 1979 |
|
SU852322A1 |

