Существующий способ формования низа обуви в прессформах не является достаточно эффективным.
Предлагаемый способ формования низа обуви имеет ту особенность, что для устранения отходов резины во время формования, избежания заусенцев и т. п. резиновую смесь нагнетают в заранее закрытую камеру прессформы.
Для осуществления способа форлювания предлагается прессформа, в которой пуансон и раздвижная матрица укреплены на основании неподвижно и совместно с колодкой образуют закрытую со всех сторон камеру.
Нагнетание сырой резины производится через мундштук, в который она поступает под давлением от шприц-мащины.
Для этой цели колодка или пуансон должны иметь канал, в который вставляется мундщтук для заполнения камеры прессформы сырой резиной.
На фиг. I изображена прессформа в продольном разрезе; на фиг. 2 изображен вид сверху матрицы пресс17
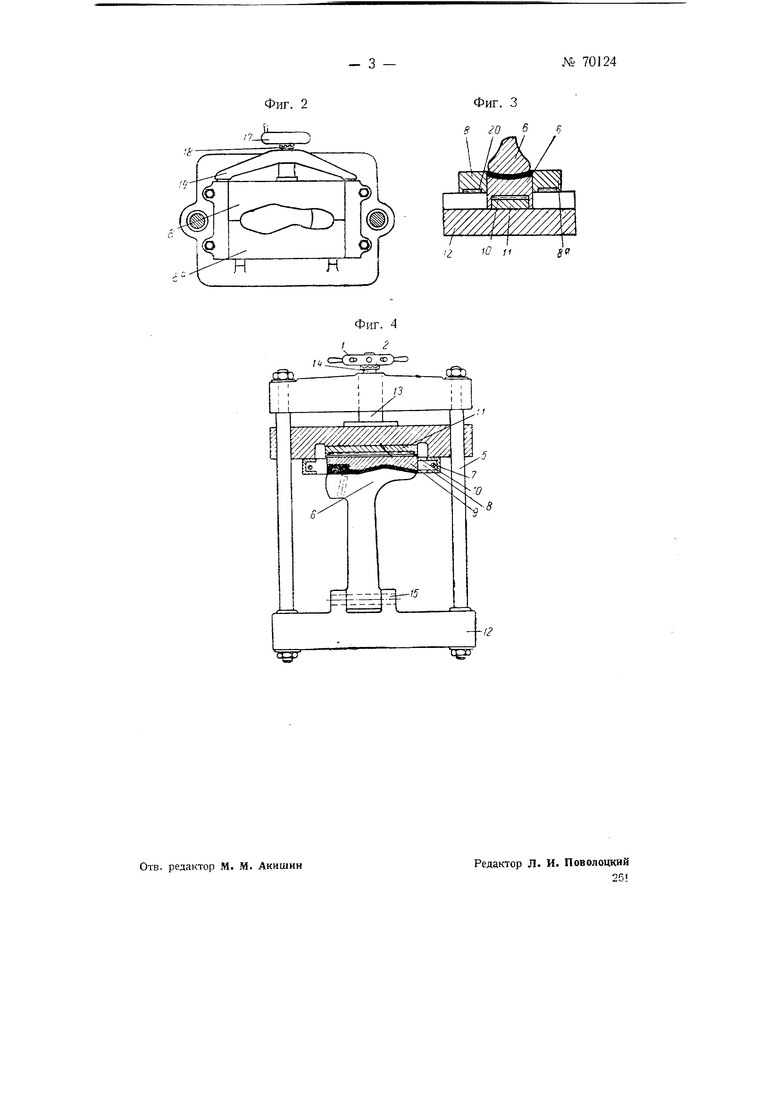
формы; на фиг. 3 - поперечный разрез прессформы и на фиг. 4 изображена прессформа для высоких сапог.
Прессфорл1а состоит из основания 72, к средней части которого жестко прикреплен пуансон 9 с электронагревателем 70 и подушкой 77. По бокал пуансона расположены половинки S, 8а матрицы, помещающиеся в направляющих 7, прикрепленных к основанию 72. Вырез матрицы точно соответствует контуру пуансона и при сведенном положении матрица плотно охватывает контур пуансона, образуя совместно с ним закрытую по периметру форму.
Раздвигание половин S, Sa матрицы производится поворотом маховичка 17, действующего через винт IS и гайку на половинку 6 и коромысло 19. Матрица также может иметь в нижней части электронагреватели. По краям основания 72 расположены колонки 5, закрепленные гайками. В верхней части колонки имеют ушки для пальцев 3, закрепленных в траверзе 4. В средней части траверзы запрессована резьбовая ТЗ
2;: 9
прижимного винта 14, служащего для подъема и прижимания колодки 6 с заготовкой к матрице.
На верхнем конце винта 14 насажен маховичок / с муфточкой 2, ограничивающей величин}/ прижимного усилия.
Прессформа по фиг. 4 для высоких сапог отличается от вышеописанной лишь обратным расположением пуансона 9 и матрицы 8 и применением откидной колодки 6, соединенной с основанием 72 шарниром 15.
В этом слзчае в колодке 6 прижимается вся форма с помощью маховичка Т, соединенного с винтом 14, помещающимся во втулке 13, прикрепленной к основанию 72.
Колодка 6 имеет в пяточной части сквозной канал для вставления мундштука.
Формование низа обуви в прессформах осуществляете; следующим образод. На колодку 6 надевают заготовку, после чего вращениел маховичка 7 заготовку с колодкой прижимают к лаатрице прессформы. Затем вводят в канал колодки л ундштук шприц-машины и подают сырую резину в камеру прессформы. После заполнения камеры резиной
канал мундштука перекрывают и подачу резины прекращают.
Отформованный низ обуви выдерживается под давлением требуелюе время в прессформе для вулканизации.
Предмет изобретения
1.Способ формования низа обуви путем прессования сырой резиновой смеси в прессформе с последующей вулканизацией готовой подошвы, отличающийся тем, что с neJibio устранения отходов резины во врел1я формования, избежания заусенцев и т. п. резиновзЮ смесь нагнетают в заранее герметически закрытую камеру прессформы.
2.Прессформа для осуществления способа по п. 1, отличающаяс я тел, что пуансон 9 и раздвижная матрица укреплены на основании 72 неподвижно и совместно с колодкой 6 образуют закрытую со всех сторон камеру.
3.Видоизменение прессформы по пп. 1 и 2, отличающееся тем, что закрытая прессформа выполнена подвижной относительно колодки 6 (фиг. 4).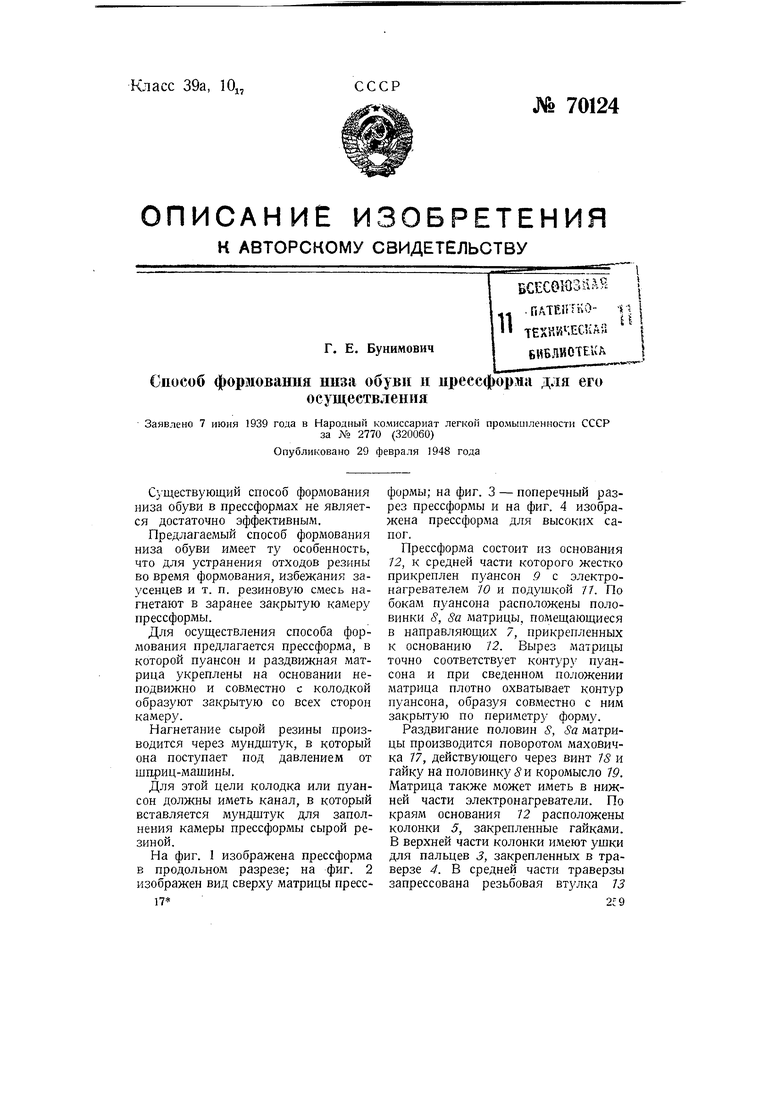
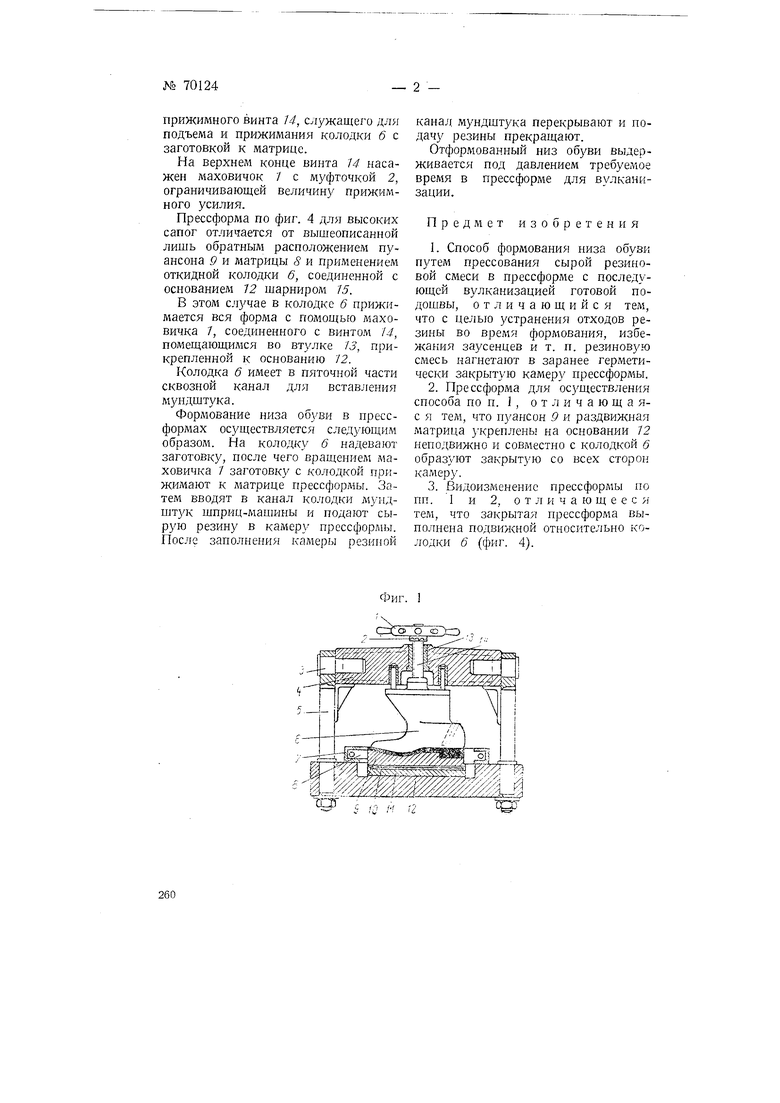
Фиг. 2
Фиг. 3
S го 6
0 11
s«
