(54) СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления микропроволоки в пучке | 1990 |
|
SU1733147A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОГО ЭЛЕКТРОПРОВОДНИКА | 2001 |
|
RU2216804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 2000 |
|
RU2189877C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ А-15 | 1988 |
|
RU2088991C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО СТАБИЛИЗИРОВАННОГО СВЕРХПРОВОДНИКА НА ОСНОВЕ СОЕДИНЕНИЯ А-15 | 1994 |
|
RU2061974C1 |
| СПОСОБ ПОЛУЧЕНИЯ NbSn СВЕРХПРОВОДНИКА МЕТОДОМ ВНУТРЕННЕГО ИСТОЧНИКА ОЛОВА | 2013 |
|
RU2547814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2013 |
|
RU2559803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СЛИТКА Nb ИЛИ Ta ДЛЯ ФОРМИРОВАНИЯ ДИФФУЗИОННОГО БАРЬЕРА В СВЕРХПРОВОДНИКАХ (ВАРИАНТЫ) | 2004 |
|
RU2285739C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОЖИЛЬНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА НА ОСНОВЕ СОЕДИНЕНИЯ NB*003SN | 1990 |
|
RU2088992C1 |
| Способ изготовления медной проволоки | 1974 |
|
SU484965A1 |
Изобретение относится к производству биметаллов. Известен способ волочения гутоплав- кйх.металлов с многократным оксидированием поверхности, при котором волочение производится при обычной температуре с использованием в качестве сма ки, например, аминового мыла. Перед нанесением. смазки проволоку оксидируют электролитически, а вследствие малой пр ности окисной пленки этот процесс повтор ют многократно. Во избежание налипания металла на инструмент волочение производится с малыми деформациями за проход (не более 10-15%). Промежуточные и окончательный отжиг проволоки производятся в вакууме во избежание окисления, так как тугоплавкие металлы (ниобий, тантал у др.) имеют крайне низкую жаростойкость. Описанный способ неэкономичен, поскольку требует многократного оксидирования, промежуточных отжигов в вакууме и множества проходов при волочении l . Известен также способ получения биметаллической проволоки с оболочкой из , тугоплавкого металла, по которому осуществляют совместнее холодное волочение исходной биметаллической в медной оболочке с суммарными обжатиями 6О-80% и промежуточными отжигами на воздухе, после чего заготовку травят на стадии, когда диаметр проволоки в 3-6 раз превышает диаметр готового изделия, и затем подвергают теплому волоченшо до конечных размеров при использовании в качестве смазки графита 2. Главный недостаток этого способа состоит в том, что он предусматривает слишком большую Деформацию после стравливания медной оболочки (вытяжка в 9-36 раз), что необходимо для сглаживания поверхностных неровностей проволоки. Поскольку волочение после стравливания ведется с малыми частными обжатиями (не более 10-20%), необходимо осуществлять десятки проходов, что удорожает производство. При уменьшении сум марной деформации после травления на поверхности остаются грубые продольные дефекты, Шаюывающие разрушение стекло во юкнистой изоляции при ее нанесении. Так как углерод вызывает охр упчиваниа ниобия при отжиге, после волочения необходимо очень тщательно удалить остатки смазки с поверхности. Это осущес вляется путем электролитического травления проволоки на проход в специальной установке. Целью способа является повышение качества поверхности готового изделия при одясвременном уттрощении технологии его изготовления. Поставленная цель достигается тем, что заготовку оксидируют после травления, а травление, осуществляют на стадии, когда диаметр проволоки в 1,12,5 раза превышает диаметр готового изделия, а последующее волочение цо конечного размера производят в холодном состоянии. Пример осуществления способа. Заготовками служат медный стержень диаметром 10 мм, ниобиевая труба диаметром 14 мм с толщинойг стенки 1 мм и медная труба д::-т :эгром 16 мм с тол щиной стенки 0,5 мм. Поверхность заготовок тщательно очжщают и обезжиривают бензином, затем медный сч-ержень помещают внутрь ниобиевой трубы, а последаюю - внутрь медной трубы.
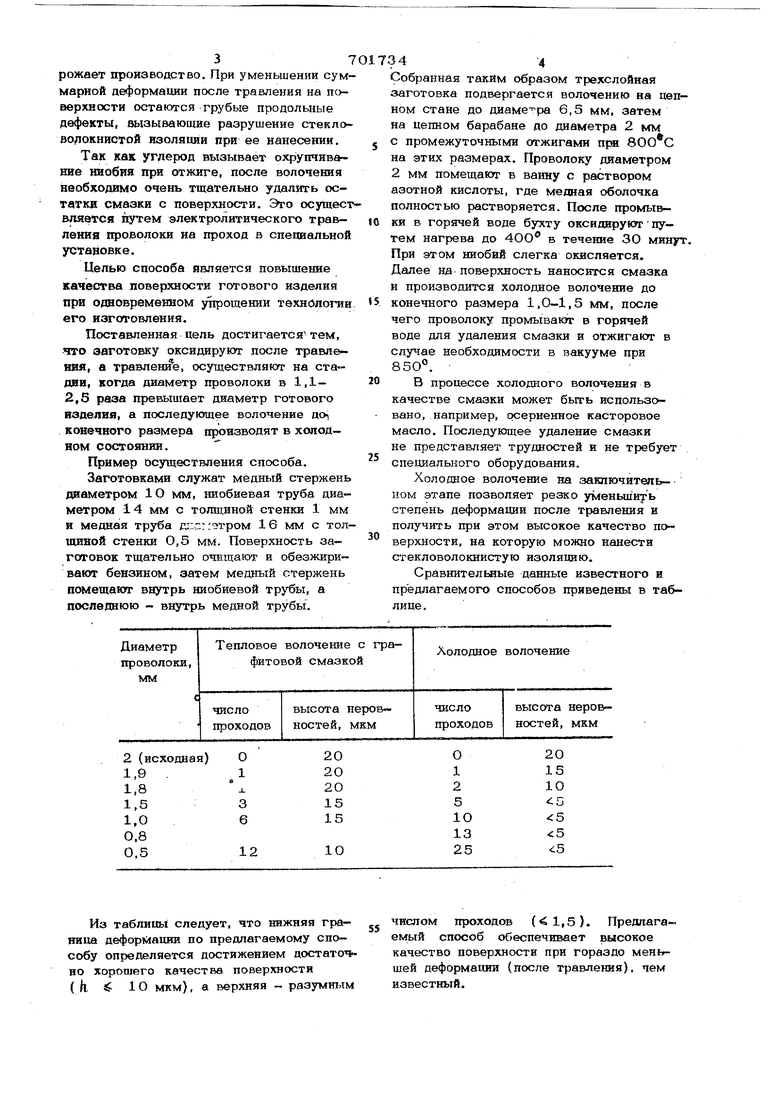
Из таблиць следует, что нижняя граница деформации по предлагаемому способу определяется достижением достаточно хорошего качества поверхности (k 10 мкм), а верхняя - разумшдм
числом проходов (1,5). Предлагаемый способ обеспечивает высокое качество поверхности при гораздо меньшей деформашга (после травления), чем известный. 34 Собранная таким образом трехслойная заготовка подвергается волочению на цепном стане до диаме- ра 6,5 мм, затем на цепном барабане до диаметра 2 мм с промежуточными отжигами при на этих размерах. Проволоку диаметром 2 мм помещают в ванну с раствором азотной кислоты, где медная оболочка полностью растворяется. После промывки в горячей воде бухту оксидируют путем нагрева до 400 в течение ЗО минут. При этом ниобий слегка окисляется. Далее на поверхность наносится смазка и производится холодное волочение до конечного размера 1,0-1,5 мм, после чего проволоку промывают в горячей воде для удаления смазки и отжигают в случае необходимости в вакууме при 850°. В процессе холодного волочения в качестве смазки может быть использовано, например, рсерненное касторовое масло. Последующее удаление смазки не представляет трудностей и не требует специального оборудования. Холодное волочение на закпючитель- ном этапе позволяет резко уменьшиуь степень деформации после травления и получить при этом высокое качество поверхности, на которую можно нанести стекловолокнистую изоляцию. Сравнительные данные известного и предлагаемого способов приведены в таблице. . 5 701 Формула изобретения f ., Способ получения биметаллической проволоки, включающий операшш совместного холодного волочения исходной биметаллической заготовки в оболочке до промежуточного размера с промежуточными отжигами, травления и оконч тельного волочения до конечного размера, отличающийся тем, что, с,Ю целью повьпиения .качества поверхности готового изделия и упрощения технологии его изготовления, после травления заготовку оксидируют, а травление осущест46вляют на стадии, когда диаметр проволсь 1,1-2,5 раза превышает диаметр готового изделия, а окончательное волочение до конечного размера производят в холодном состоянии, Источники информации, принятые во внимание при экспертизе 1. Свойства и применение металлов и сплавов для электровакуумных приборов. Под. ред. Р. А. Нилендера, М., Энергия, 1973. 2. Авторское свидетельство СССР № 4О9824, кл. В 23 Р 3/О2, 1972.
