1
Изобретение относится к шлифованию металлов и может быть использовано для подачи СОЖ. при шлифовании, преимущественно торцовом.
Известно устройство для подачи СОЖ при шлифовании, содержащее кожух, через который подводится СОЖ внешнего источника, образующий клиновидную полость с рабочей поверхностью шлифовального круга I.
Однако при его использовании при торцовом шлифовании качество обработки и производительность невысокие.
В предлой еииом устройстве верхняя часть кожуха снабжена узлом подачи СОЖ в зону резания, выполненным в виде расширяющегося и охватывающего часть нерабочей поверхности круга обода, так что он образует с ней клиновидную полость, а на широком конце обода установлен карман с перегородкой, ниже которой расположено сопло, соединяющееся с широким концом обода, при этом между нерабочей поверхностью круга и карманом установлена клиновидная перемычка, а нижняя часть кожуха снабжена установленной с возможностью перемешеHHfi относительно него дополнительной перемычкой.
Кроме того, кожух может быть снабжен несколькими подводящими СОЖ отверстиям и.
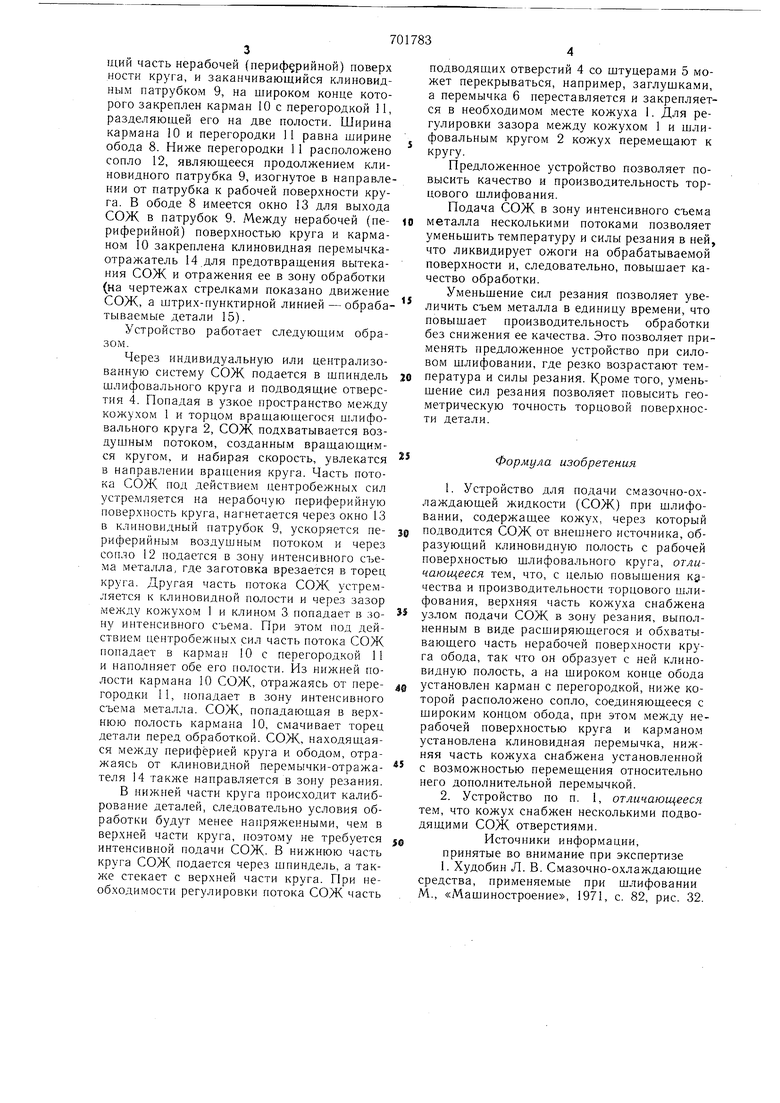
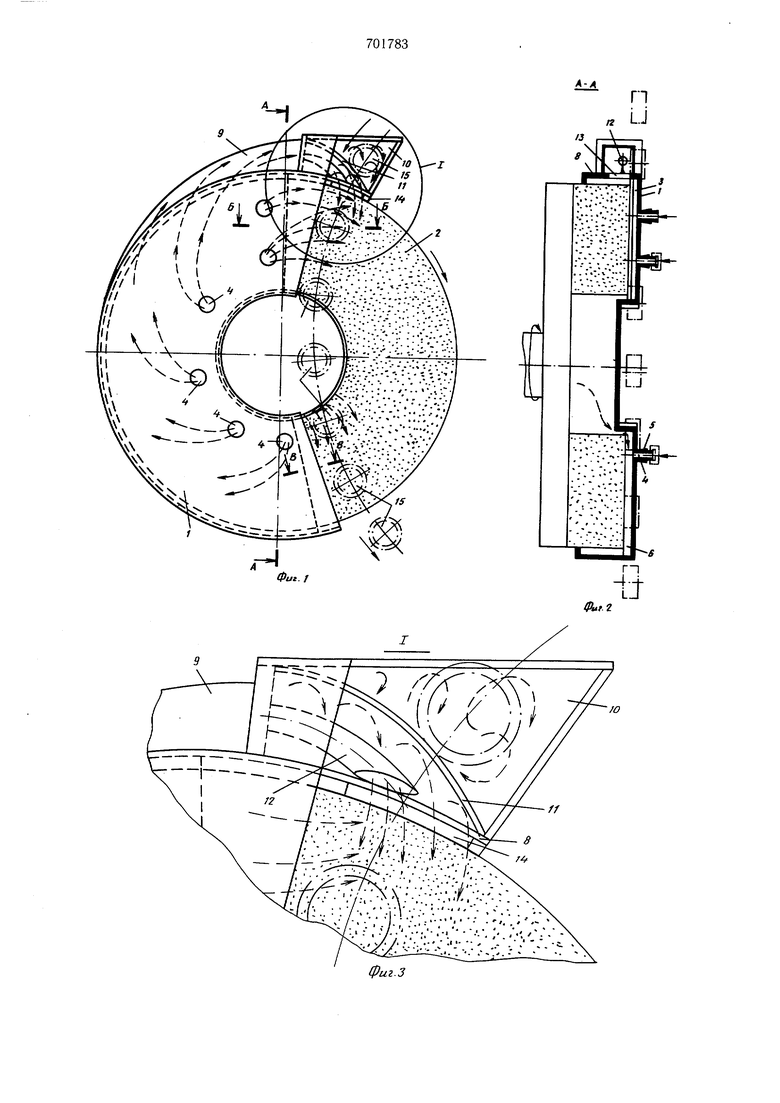
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - предлол енное устройство, план; на фиг. 5 - Б-Б на фиг. 1; на фиг. 6- сечение В-В на фиг. 1.
Устройство содержит кожух 1, обхватывающий рабочую торцовую поверхность круга 2. В верхней части кожуха 1 закреплен клин 3, образую ций клиновидную полость между кожухом и рабочей поверхностью круга, направленную острием в сторону врашения круга. В кожухе 1 имеется несколько подводящих отверстий 4. снабженных штуцерами 5, которые могут перекрываться. В нижней части коЖуха 1 выполнена перемычка 6, препятствующая вытеканию СОЖ при остановке круга. Перемычка 6 может переставляться по внутренней поверхности кожуха с помоп ью, например, винтов 7. К кожуху прикреплен обод 8, обхватываю1ДИЙ часть нерабочей (периферийной) поверх ности круга, и заканчивающийся клиновидным патрубком 9, на широком конце которого закреплен карман 10 с перегородкой 11, разделяющей его на две полости. Ширина кармана 10 и перегородки 11 равна ширине обода 8. Ниже перегородки 11 расположено сопло 12, являющееся продолжением клиновидного патрубка 9, изогнутое в направлении от патрубка к рабочей поверхности круга. В ободе 8 имеется окно 13 для выхода СОЖ в патрубок 9. Между нерабочей (периферийной) поверхностью круга и карманом 10 закреплена клиновидная перемычкаотражатель предотвращения вытекания СОЖ и отражения ее в зону обработки (на чертежах стрелками показано движение СОЖ, а штрих-пунктирной линией - обрабатываемые детали 15). Устройство работает следующим образом. Через индивидуальную или централизованную систему СОЖ подается в шпиндель шлифовального круга и подводящие отверстия 4. Попадая в узкое пространство между кожухом 1 и торцом вращающегося шлифовального круга 2, СОЖ подхватывается воздущным потоко.м, созданным вращающимся кругом, и набирая скорость, увлекатся в направлении вращения круга. Часть потока СОЖ под действием центробежных сил устремляется на нерабочую периферийную поверхность круга, нагнетается через окно 13 в клиновидный патрубок 9, ускоряется периферийным воздушным потоком и через СОП.ЧО 12 подается в зону интенсивного съема металла, где заготовка врезается в торец круга. Другая часть потока СОЖ устремляется к клиновидной полости и через зазор кожухом 1 и клином 3 попадает в зону интенсивного съема. При этом под действием центробежных сил часть потока СОЖ попадает в карман 10 с перегородкой 11 и наполняет обе его полости. Из нижней полости кармана И) СОЖ, отражаясь от перегородки И, попадает в зону интенсивного съема металла. СОЖ, попадающая в верхнюю полость кармана 10, смачивает торец детали перед обработкой. СОЖ, находящаяся между периферией круга и ободом, отражаясь от КЛИНОВИД.НОЙ перемычки-отражателя 14 также направляется в зону резания. В нижней части круга происходит калибрование деталей, следовательно условия обработки будут менее напряженными, чем в верхней части круга, поэтому не требуется интенсивной подачи СОЖ. В нижнюю часть круга СОЖ подается через шпиндель, а также стекает с верхней части круга. При необходимости регулировки потока СОЖ часть ПОДВОДЯЩИХ отверстий 4 со штуцерами 5 может перекрываться, например, заглушками, а перемычка 6 переставляется и закрепляется в необходимом месте кожуха 1. Для регулировки зазора между кожухом 1 и 01лифовальным кругом 2 кожух перемещают к кругу. Предложенное устройство позволяет повысить качество и производительность торцового шлифования. Подача СОЖ в зону интенсивного съема металла несколькими потоками позволяет уменьшить температуру и силы резания в ней, что ликвидирует ожоги на обрабатываемой поверхности и, следовательно, повышает качество обработки. Уменьшение сил резания позволяет увеличить съем металла в единицу времени, что повышает производительность обработки без снижения ее качества. Это позволяет применять предложенное устройство при силовом шлифовании, где резко возрастают температура и силы резания. Кроме того, уменьшение сил резания позволяет повысить гео.метрическую точность торцовой поверхности детали. Формула изобретения 1.Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) при шлифовании, содержащее кожух, через который подводится СОЖ от внешнего источника, образующий клиновидную полость с рабочей поверхностью шлифовального круга, отличающееся те.м, что, с п.елью повыщения кдчества и производительности торцового шлифования, верхняя часть кожуха снабжена узлом подачи СОЖ в зону резания, выполненным в виде расширяющегося и обхватывающего часть нерабочей поверхности круга обода, так что он образует с ней клиновидную полость, а на широком конце обода установлен карман с перегородкой, ниже которой расположено сопло, соединяющееся с широки.м концом обода, при этом между нерабочей поверхностью круга и кар.мано.м установлена клиновидная пере.мычка, нижняя часть кожуха снабжена установленной с возможностью перемещения относительно него дополнительной перемычкой. 2.Устройство по п. 1, отличающееся тем, что кожух снабжен нескольки.ми подводящими СОЖ отверстиями. Источники информации, принятые во внимание при экспертизе 1. Худобин Л. В. Смазочно-охлаждающие средства, применяемые при шлифовании М., «Машиностроение, 1971, с. 82, рис. 32.
Фис.Г
L
LJ
rn
1-j
tput2
n
fff
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261165C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261791C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261166C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2004 |
|
RU2261790C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ ПЛОСКОГО ТОРЦОВОГО ШЛИФОВАНИЯ | 2005 |
|
RU2279968C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |
. -.:
