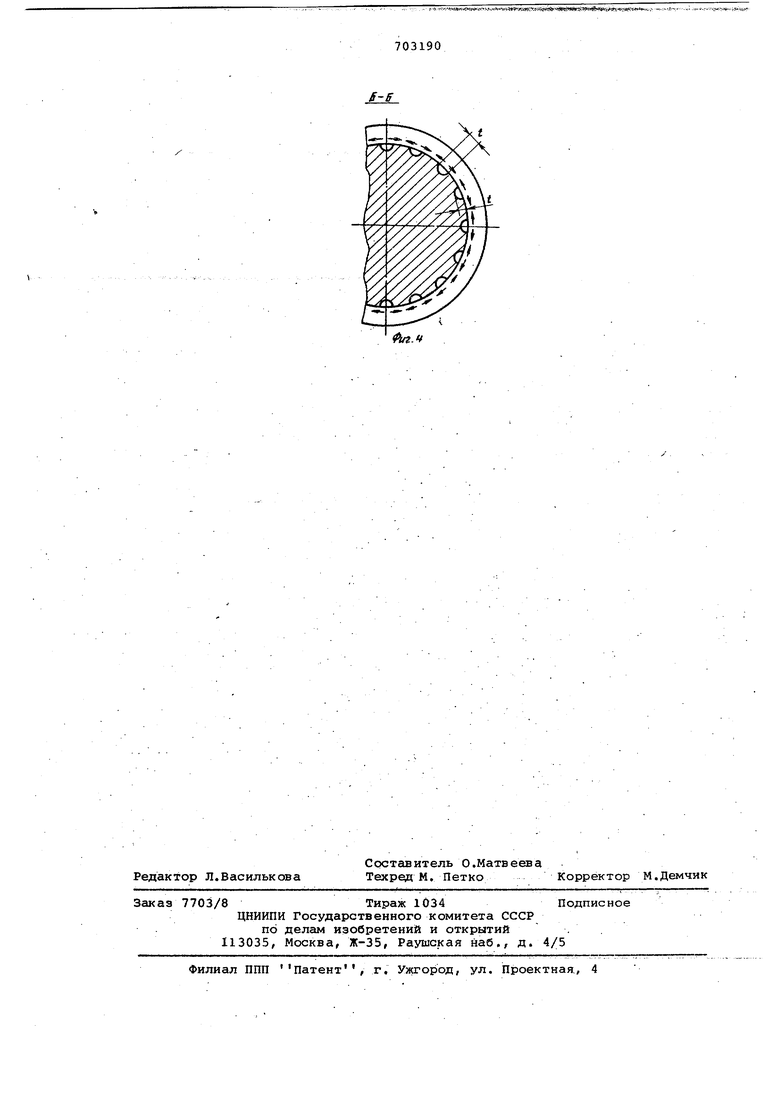
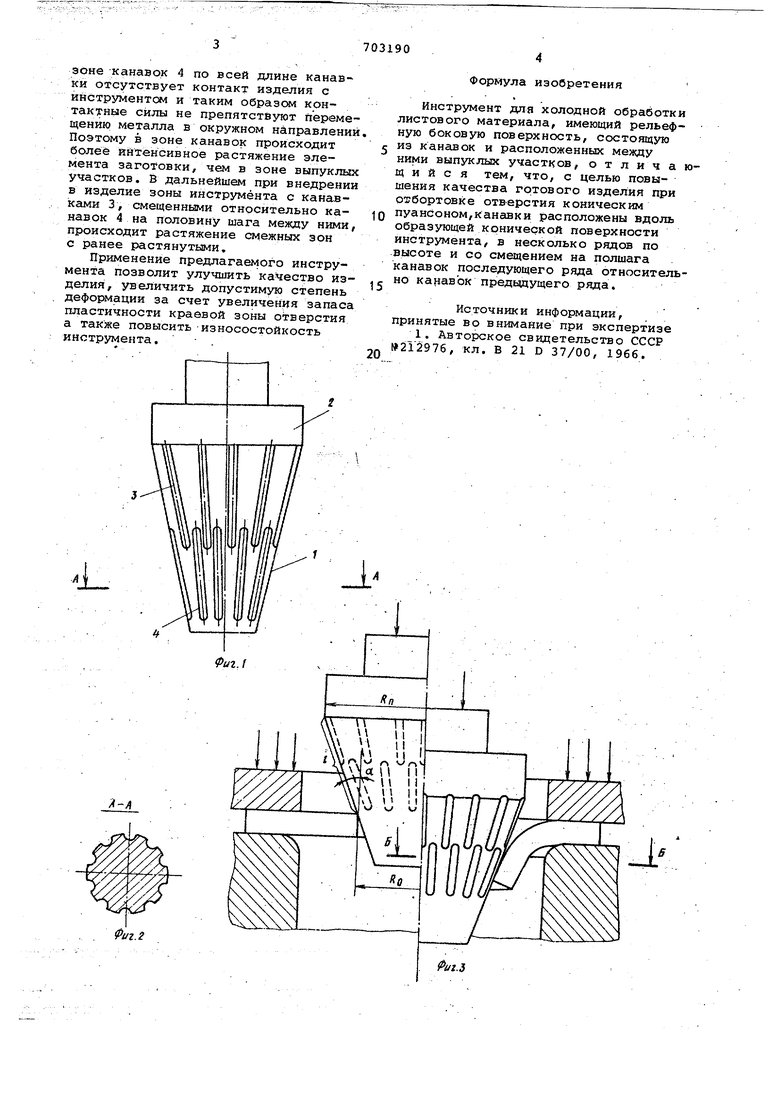
- - . 1 Изобретение относится к области листовой штамповки. Известен инструмент для холодной обработки листового материала, имею щий рельефную боковую поверхность, состоящую из канавок и расположенны между ними выпуклых участков 1. Рельефы расположены хаотически и могут быть образованы любым известным способом. Однако при отбортовке инструментом с известным расположением высту пов и впадин на рабочей поверхности может произойти разрушение материал заготовки из-за резкого изменения условий трейия в процессе деформирования. С целью повышения качества готового изделия при отбортовке отверстия коническим пуансоном в предлагаемся инструменте канавки расположены вдоль образующ ей кониче кой поверхности инструмента, в несколько рядов по высоте и со сметением на полшага канавок пoJJлeдyIplцё го ряда относительно канавок предыдущего ряда. На фиг.1 изображен предлагаемый инструмент, общий вид; на фиг.2 разрез А-А на фиг. 1 на фиг. 3 - инструмент в штампе с указанием технологических размеров зоны канавок; на фиг.4 - разрез Б-Б .на фиг.З (стрелками показано перемещение металла в области начальных канавок). Предлагаемый инструмент выполнен в виде усеченного конуса 1 с переходом на цилиндр 2, вдоль образующих коническо.й поверхности выбраны углубления в виде канавок, причем канавки 3 конической поверхности смещены относительно канавок 4 на половину шага между ними. Длина канавок 3, 4 равна В/2, зависит от. Kp-rg и рассчитывается по следующей формуле х К Р,Н-КОТБ) . 2 - 251«Л где Кд.,- коэффициент отбортовки; рр - радиус цилиндрической части пуансона. Величина t (фиг.4) принимается равной (0,2fl,0) тол1аины заготовки. Инструмент работает следующим образсм. При его внедрении в предварительно пробитое отверстие в зоне канавок 4 по всей длине канавки отсутствует контакт изделия с инструментом и таким образом контактные силы не препятствуют перемещению металла в окружном направлений Поэтому в зоне канавок происходит более ййтенсивное растяжение элемента заготовки, чем в зоне выпуклых участков. В дальнейшем при внедрении в изделие зоны инструмента с канавками 3, смещенными относительно канавок 4 на половину шага между ними происходит растяжение смежных зон с ранее растянутыми. Применение предлагаемого инструмента позволит улучшить качество изделия, увеличить допустимую степень деформации за счет увеличенная запаса пластичности краевой зоны отверстия а также повысить износостойкость инструмента, . Формула изобретения Инструмент для холодной обработки листового материала, имеющий рельефную боковую поверхность, состоящую из канавок и расположенных между ними выпуклых участков, отличающийся тем, что, с целью повышения качества готового изделия при отбортовке отв-ерстия коническим пуансоном,канавки расположены вдоль образующей конической поверхности инструмента, в несколько рядов по высоте и со смещением на полшага канавок последующего ряда относительно канавок предьщущего ряда. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 21297б, кл. В 21 D 37/00, 1966.
.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки материалов давлением | 1980 |
|
SU912348A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2074776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕКСТУРОВАННОЙ РЕБРОВОЙ ХОЛОДНОКАТАНОЙ ЖЕЛЕЗОКРЕМНИСТОЙ ТРАНСФОРМАТОРНОЙ СТАЛИ | 1997 |
|
RU2121515C1 |
| Способ получения цилиндрических заготовок и устройство для его осуществления | 1984 |
|
SU1256839A1 |
| Способ холодной штамповки полумуфт | 2021 |
|
RU2781933C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2015 |
|
RU2626253C2 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |