(54) МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ОТЛИВКИ ИЗЛОЖНИЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2670103C2 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| КОКИЛЬ С ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТЬЮ РАЗЪЕМА | 1991 |
|
RU2009008C1 |
| Литейная форма для отливки изложниц под расходуемые электроды | 1978 |
|
SU766736A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
I
Изобретение относится к литейному производству, в частности к производству изложниц отливкой в металлические формы.
Известна металлическая форма для отливки изложниц из магниевого чугуна, состоящая из кокиля, поддона, центрового стержня и литниковой чаши 1. Заливка формы чугуном производится сверху. Внутренняя поверхность кокиля и плоскости поддона, соприкасающиеся с отливкой, покрыты тонким слоем краски, содержащей углеродистые вещества.
Недостатком известной конструкции является увеличенная теплопередача от углов кокиля; нередко в этих местах образуется отбел.
Цель изобретения - повыщение качества отливок путем уменьшения отбела.
Цель достигается тем, что в металлической форме для отливки изложниц из магниевого чугуна, содержащей кокиль, поддон, центровой стержень и литниковую чащу, углы «окиля выполнены с внутренними приливами с увеличивающейся по высоте толг щиной, равной у нижнего торца 1,0-1,3,
а у верхнего, торца 1,4-1,5 толщины стенки кокиля по центру граней.
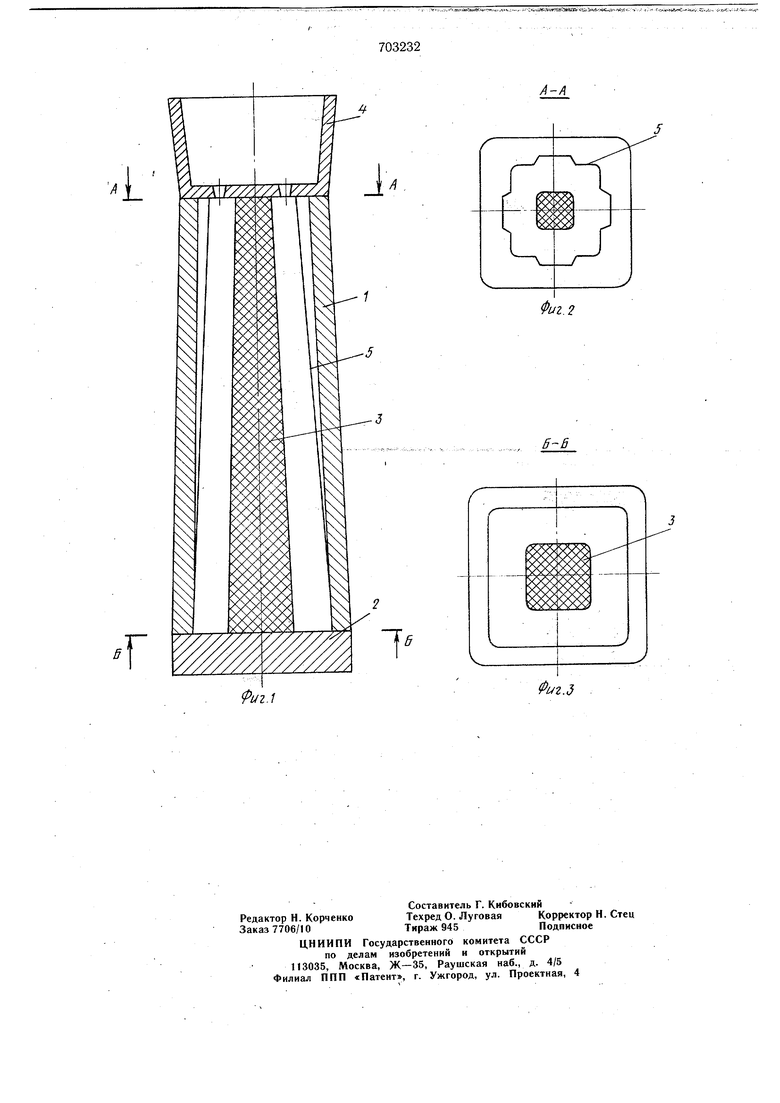
На фиг. 1 показана предлагаемая металлическая литейная форма, вертикальное сечение; на фиг. 2 - то же, сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг.
Форма состоит из кокиля 1, установленного на поддоне 2, центрового стержня 3 и литниковой чащи 4. Внутренние углы кокиля усилены приливами 5.
Металл зали вается через литниковую чащу 4 дождевым способом в кокиль I. При дождевой литниковой системе поступающей в кокиль чугун, затвердевая в нижних слоях, постепенно уМеньщается в объеме и уплотняется до тех пор, пока вся форма не наполнится жидким чугуном. При этом отливки получаются плотными, с высокой стойкостью. Металл, залитый в кокиль, начиная остывать; покрывается поверхностной коркой, причем между стенками кокиля и отливкой образуется небольщой зазор.
Внутренняя поверхность кокиля покрыта теплоизоляционной краской, имеющей степень черноты Б 0,6-0,7, например тальковой краской следующего Состава, % Тальк30 Жидкое стекло3,5 Бура кристаллическая1 Глина белая10 Вода .55,5 Углы кокиля усилены внутренними приливами 5. С целью обеспечения в углах кокиля направленной кристаллизадии металла, заливаемого в форму, приливы выполнены с увеличивающейся по высоте толщиной. У нижнего торца кокиля толщина прилива 1,0-1,3 толщины стенки кокиля, а у верхнего торца 1,4-1,5. Отнощение толщины стенки кокиля к толщине стенки изложницы 0,8-1,15. При уменьщении отнощения толщины приливов к толщине стенки кокиля у верхнего торца менее 1,4 появляется коробление изложниц при эксплуатации их в мартеновском цехе. Увеличение толщины приливов сверх указанных пределов нецелеириливив сверл улааанныл иределин неделесообразно, так как приводит к значительному расходу металла без улучщения структуры отливок. Толщина приливов в углах кокиля плавно увеличивается снизу вверх, так как при эксплуатации наибольщее коробление образуется в верхней части изложниц, что обусловлено колебанием уровня налива стали в изложницы. За счет выполнения приливов отливаемые в кокиль изложницы имеют позыщенную жесткость в верхней части их колебание в процессе эксплуатации значительно снижается.
703232 В описываемой форме отливают 390 изложниц .из чугуна, модифицированного магнием и ферросилицием. Тальковую краску наносят на поверхность кокиля пульверизатором. Брак по отбелу в опытной партии отсутствует; при эксплуатации изложниц в мартеновском цехе их термостойкость увеличивается на 20-30%. Кроме того, испытания показывают, что трудоемкость работ по подготовке формы к заливке снижается на 70-80%. Ликвидируются работы, связанные с выбивкой геплоизоляционной обмазки из кокиля и литниковой чащи. При этом один кокиль выдерживает более 250 налиюв. Ожидаемый экономический эффект от внедрения описываемой металлической формы на одном предприятии 80-90 тыс. р. в Формула изобретения Металлическая форма для отливки излож ниц, СОДержащая КОКИЛЬ, ПОДДОН, центрОВОЙ стержень и литниковую чащу, отличающаяся стержень и литниковую чащу, отличающаяся тем, что, с целью повышения качества отливок, углы кокиля выполнены с внутренними приливами с увеличивающейся по высоте толщиной, равной у нижнего торца 1,0 - , а у верхнего торца 1,4-1,5 толщины стенки кокиля по центру граней. Источники информации, принятые во внимание при экспертизе 1. Ващенко К. И. и др. Магниевый чугун. Машгиз, 1960, с. 461.
L(.1
A-A
Фиг. 2
S-B
Фиг.З
