1
Изобретение относится к черной металлургии, а именно к производству изложниц под расходуемые электроды вакуумно-дугового переплава (ВДП).
Известна литейная форма для вер- 5 тикальной отливки цилиндрических изложниц, содержащая кольцеобразную рабочую полость, образованную цилиндрической полостью с концентрически, установленным в ней стержнем, и дож- О девую Литниковую систему. Помимо своего основного назначения дождевая литниковая система предназначена для вы-. равнивания температуры кристаллизуюЩ|ег6ся в форме металла по периметру 15 поперечных сечений, что предотвращает коробление изложниц при их отливке tl.
Однако, ввиду того что изложницы для расходуемых электродов имеют боль- 0 шЬё отиснйение высоты к толгдине стенки, во время заливки через дождевую литниковую систему металл за счет разбрызгивания размывает стенки формы и стержня. Кроме того, за счет дпительг25 кого теплового излучения от падающих струй жидкого металла происходит растрескивание и отслаивание литейной краски от стержня в верхней его части. Эти причины вызывают образование 30
трудноотделимого пригара на внутренней поверхности изложниц и их отбраковки.
Известна литейная форма для вертикальной отливки цилиндрических изложниц, содержащая кольцеобразную рабочую полость, образованную цилиндрической полостью с концентрически установленным в ней стержнем, и литниковую систему, присоединенную посредством питателей к боковой поверхности формы в произвольном вертикальном сечении 2.
При заливке формы для изложниц под расходуемые электроды металл плавно поднимается в ее полости, не вызывая образования пригара на рабочей поверхности изложницы.
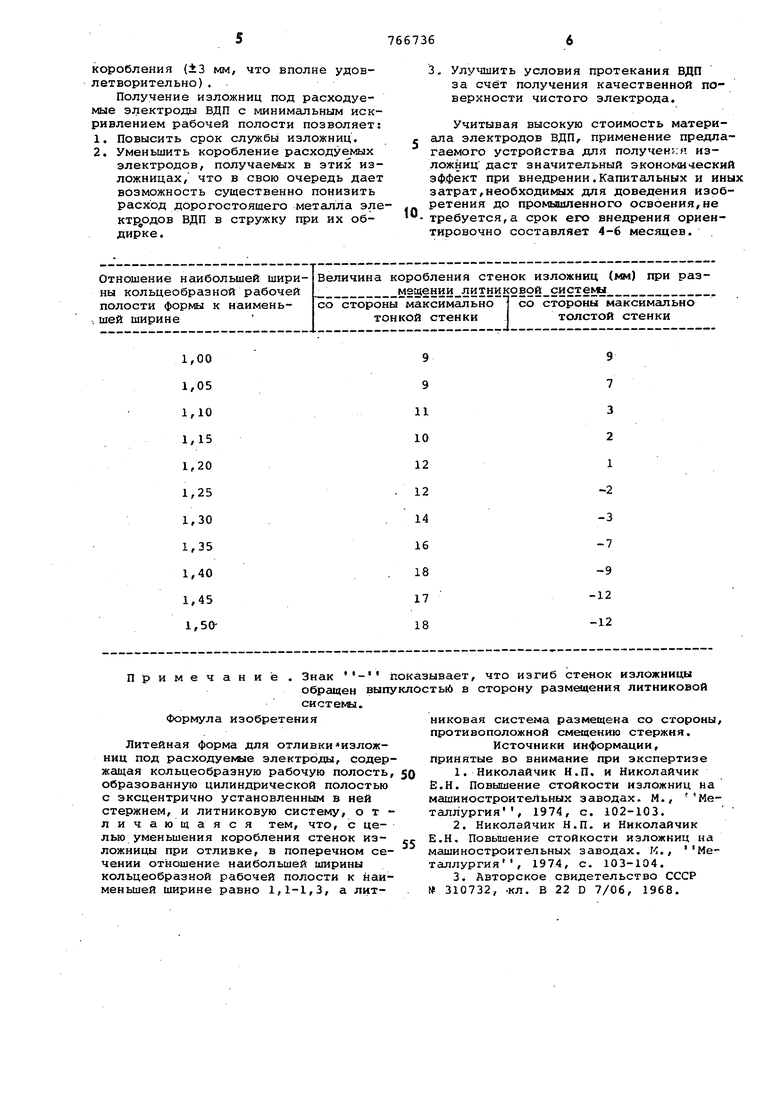
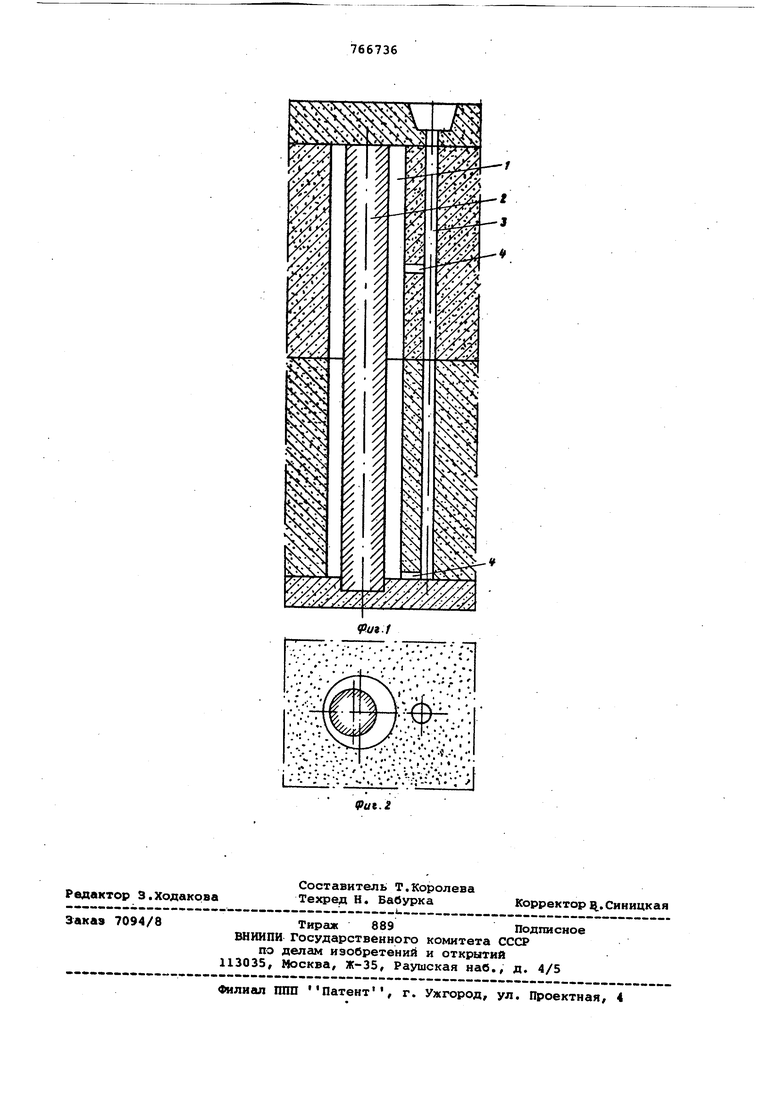
Однако за счет теплового и силового воздействия присоединенной к боковой поверхности изложницы литниковой системы при кристаллизации и охлаждении отливки в ее стенках возникают изгибающие моменты, которые коробят изложницу так, что ее боковая наружная поверхность со стороны под- . вода металла оказывается вогнутой, а противоположная - выпуклой. Аналогично ( в ту же сторону) искривляется и внутренняя поверхность изложницы. При эксплуатации такие изложницы преждевременно выходят из строя за счет повреждения их рабочей поверхности извлекаемым слитком. При производстве в таких изложниц расходуе1 ых электродов ухудшается процесс протекания ВДП из-за недообдирки электродов. Ближайшим техническим решением является изложница под расходуемые электроды, у которой площадь попереч ного сечения одной стенки не менее, чем в 2 раза больше площади сечения другой стенки. Изготавливается такая изложница в форме, содержащей кольцеобразную рабочую полость, образованную цилиндрической полостью с экс центрично установленным в ней стержнем. При этом отношение наибольшей ши рины кольцеобразной рабочей полости наименьшей ширине составляет величину, более двух 3. Однако за счет значительной разно стенности и произвольно выбранного места размещения литниковой системы относительно полости формы такая изложница в значительной степени подвержена короблению в процессе изготовления. Цель изобретения - снижение короб ления стенок изложницы при отливке. Эта цель достигается тем, что в литейной форме для отливки изложниц под расходуемые электроды, содержащей кольцеобразную рабочую полость, образованную цилиндрической полостью с эксцентрично установленным в ней стержнем, и литниковую систему, отно шение- наибольшей ширины кольцеобразной рабочей полости к наименьшей ши рине в поперечном сечении равно 1,11,3, а литниковая система размещена со стороны, противоположной смещению стержня. На фиг. 1 представлена литейная форма в разрезе; на фиг. 2 - форма, вид сверху ( без верхней опоки). Литейная форма состоит из кольце образной полости формы 1, в которой эксцентрично размещен стержень 2 и из присоединенной к ней литниковой систег-м, состоящей из стояка 3 и пи тателей 4. Стержень размещен в полости форм с таким эксцентриситетом, что в поперечном сечении отношение наибольшей ширины кольцеобразной рабочей п лости к наименьшей равно 1,1-1,3, а литниковая система размещена со сто роны, противоположной смещению стер ня. Литейная форма работает следую щим образом. За счет того, что литниковая сие тема размещена со стороны наиболее массивной части отЛйвки,создаются у ловия для направленной кристаллизац металлов в поперечных сечениях форл При этом в первую очередь кристалли ется металл в наиболее удаленной от литниковой системы части отливки. Так как эта часть имеет наименьшее поперечное сечение, она стремится занять вогнутое положение, тем самым заставляя наиболее толстую часть отливки прилегающую к литниковой системе, принять выпуклое положение. Одновременно с этим закристаллизовавшийся металл литниковой системы препятствует изгибу толстой стенки в указанном направлении, препятствуя короблению отливки в целом. Это достигается при соотношении наибольшей ширины кольцеобразной рабочей полости к наименьшей, равном 1,1-1,3. При меньшем значении соотношения скорость кристаллизации металла по периметру поперечных сечений выравнивается и отливка изложницы приобретает необратимый изгиб с выпуклостью, обращенной от места размещения литниковой системы. При большем значении соотношения стремление тонкой стенки занять вогнутое положение имеет превалирующее значение и отливка изложницы коробится с выпуклостью, обращенной в сторону размещения литниковой системы. Для определения степени влияния разностенности формы на величину коробления стенок изложниц при их отливке проведен ряд опытов. Исследовалось коробление изложниц под расходуемые электоры ВДП с внутренним диаметром 250 мм, высотой 2000 мм и толщиной стенки 100 мм. Различные значения отношения наибольшей ширины кольцеобразной рабочей полости формы к наименьшей ширине придавались путем смещения стержня относительно места размещения литниковой системы. Температура заливаемого в форму чугуна составляла 1200°С для всех опытов. Отливки выдерживались в формах в течение 24 ч. Степень коробления стенок изложницы определялась путем Зс1мера максимального зазора между поверхностью и прикладываемой металлической линейкой . Величину коробления для каждого значения разностенности формы брали как среднее арифметическое трех опытов. Результаты опытов приведены в таблице. Из приведенных в таблице данных следует, что наименьшее коробление (±3 мм) получено при отношении наибольшей ширины кольцеобразной рабочей полости формы к наименьшёй Тиирине, равном 1,1-1,3.При этом литниковая система размещена со стороны, противоположной смещению стержня. Уменьшение или увеличение соотношения приводит к росту степени коробления. Таким образом, предлагаемая литейная форма для отливки изложниц под расходуемые электроды дает возможность получать изложницы с малой степенью
коробления (±3 мм, что вполне удовлетворительно) .
Получение изложниц под расходуемые электроды ВДП с минимальным искривлением рабочей полости позволяет:
1,Повысить срок службы изложниц.
2.Уменьшить коробление расходуемых электродов, получае1 1Х в этих изложницах, что в свою очередь дает возможность существенно понизить расход дорогостоящего металла элект1 одов ВДП в стружку при их обдирке.
3. Улучшить условия протекания ВДП за счёт получения качественной поверхности чистого электрода.
Учитывая высокую стоимость материала электродов ВДП, применение предлагаемого устройства для получения изложниц даст значительный экономический эффект при внедрении.Капитальных и иных затрат,необходимых для доведения изобретения до промышленного освоения,не требуется,а срок его внедрения ориентировочно составляет 4-6 месяцев.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| Изложница для расходуемых электродов | 1978 |
|
SU739810A1 |
| Форма для отливки изложниц | 1989 |
|
SU1678515A1 |
| ЛИТЕЙНАЯ ФОРМА | 2004 |
|
RU2284245C2 |
| МЕТАЛЛИЧЕСКАЯ ЛИТЕЙНАЯ ФОРМА | 1997 |
|
RU2108201C1 |
| Металлическая форма для отливки изложниц | 1977 |
|
SU703232A1 |
| ИЗЛОЖНИЦА ДЛЯ ЛИТЬЯ ЧУШЕК МОДИФИЦИРУЮЩИХ ЛИГАТУР | 2002 |
|
RU2226446C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТОГО РАСХОДУЕМОГО ЭЛЕКТРОДА | 2011 |
|
RU2456121C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ РАЗНОСТЕННЫХ ЧУГУННЫХ ОТЛИВОК ТИПА ВТУЛОК | 2013 |
|
RU2549819C2 |
Знак - Примечани1е обращен вып системы. Формула изобретения Литейная форма для отливки«изложниц под pacxoдye влe электроды, содер жащая кольцеобразную рабочую полость образованную цилиндрической полостью с эксцентрично установленным в ней стержнем, и литниковую систему, отличающаяся тем, что, с целью уменьшения коробления стенок изложницы при отливке, в поперечном сечении отношение наибольшей ширины кольцеобразной рабочей полости к наименьшей ширине равно 1,1-1,3, а литывает, что изгиб стенок изложницы тыб в сторону размещения литниковой никовая система размещена со стороны, противоположной смещению стержня. Источники информации, принятые во внимание при экспертизе 1.Николайчик Н.П. и Николайчик Е.Н. Повышение стойкости изложниц на машиностроительных заводах. М., Металлургия, 1974, с. 102-103. 2.Николайчик Н.П. и Николайчик Е.Н. Повышение стойкости изложниц на машиностроительных заводах. К., Металлургия , 1974, с. 103-104. 3.Авторское свидетельство СССР 310732, -кл. В 22 D 7/06, 1968.
