Изобретение относится к машиностроению и ремонтному производству, в частности к измерению углового расположения кривошипов коленчатого вала.
Цель изобретения - упрощение способа контроля углового расположения кривошипа.
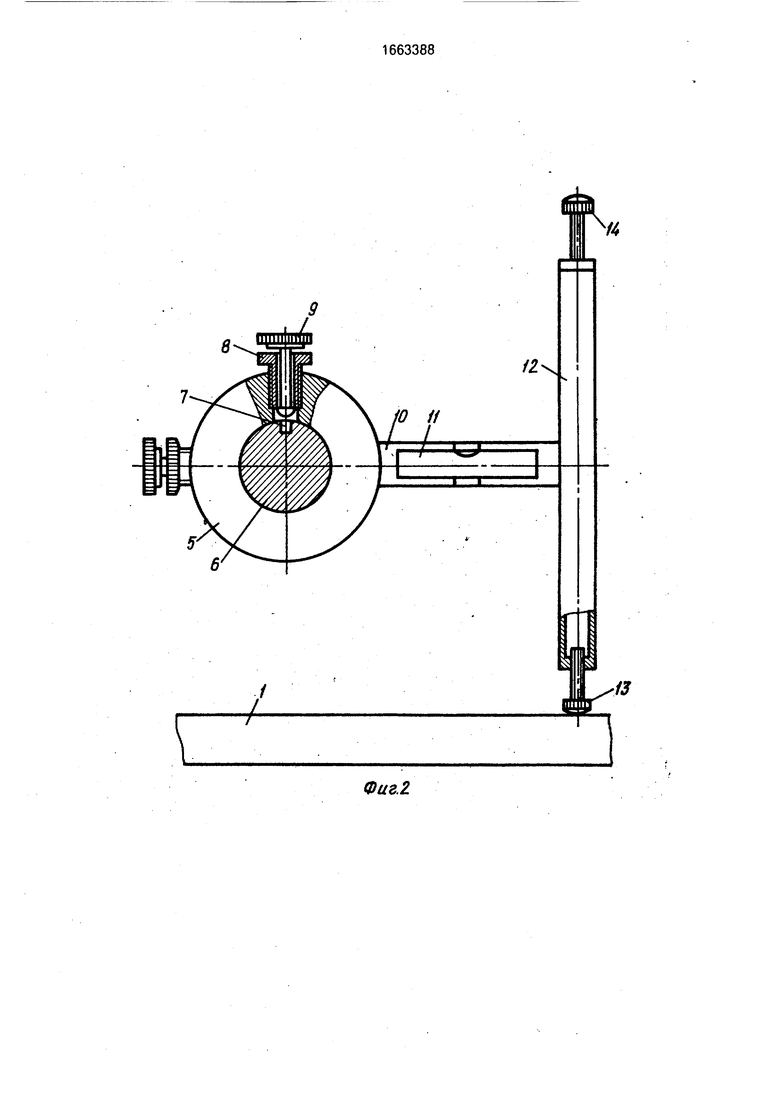
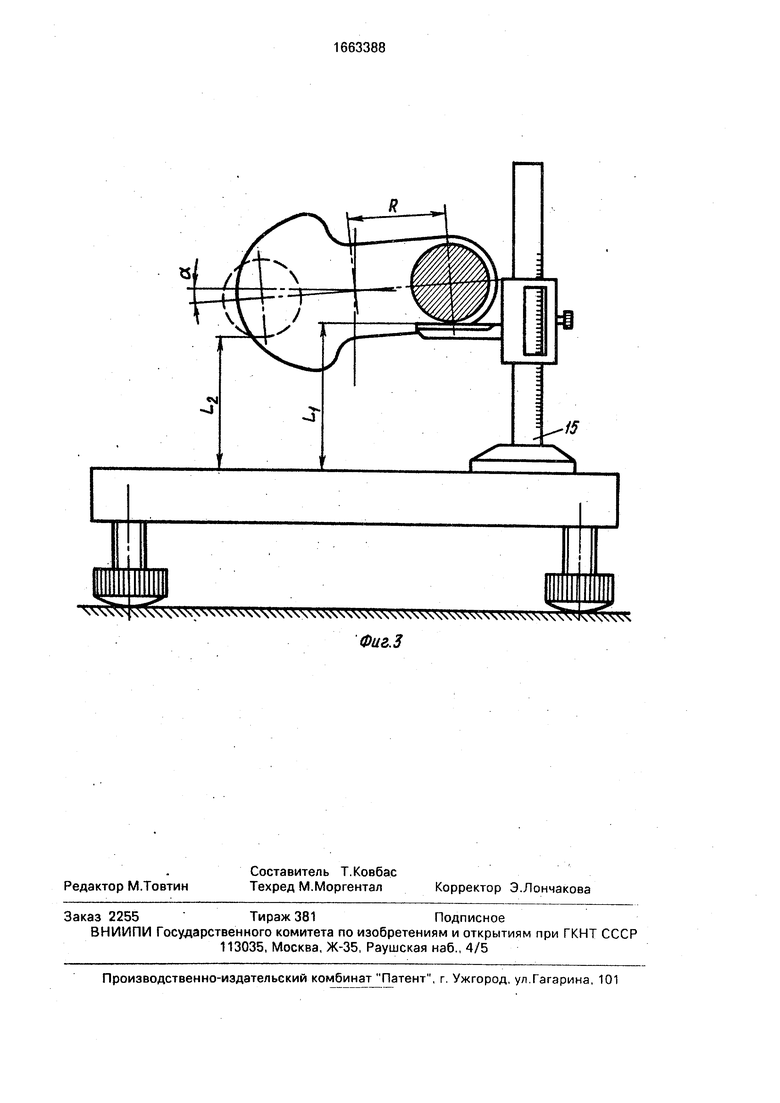
На фиг. 1 а,б даны возможные способы базирования коленчатого вала при контроле; на фиг.2 - схема установки ориентирующего приспособления на коленчатом вале; на фиг.З - схема измерения углового расположения кривошипа.
Контрольную операцию производят на горизонтальной измерительной плите 1. Ко: ленчатый вал 2 располагают также горизонтально и базируют либо в центрах 3, либо на призмах4 на крайние коренные шейки. Ориентирующую оправку 5 устанавливают на шейку 6 под распределительную шестерню
коленчатого вала. При этом фиксатор 7, выполненный в размер шпоночного паза, входит в шпоночный паз под распределительную шестерню коленчатого вала. В оправке 5 размещают требуемое количество фиксаторов, расположенных под углом развала кривошипов. Фиксатор 7 вводится в шпоночный паз и выводится из него при помощи гайки 8 и тяги 9. С оправкой 5 жестко связан рычаг 10 с цилиндрическим пузырьковым уровнем 11 и стойкой 12 с регулировочными винтами 13 и 14. Среднее положение уровня 11 в угловом отношении точно связано с фиксатором 7 таким образом, что контролируемый кривошип ориентируется параллельно измерительной плите 1. Измерения выполняют штангенрейсму- сом 15.
Предлагаемый способ реапизуется следующим образом
Оч
о ы
ы
00 00
На шейку 6 под распределительную шестерню коленчатого вала 2 надевают ориентирующую оправку 5 и коленчатый вал устанавливается одним из известных способов на измерительной плите 1. Затем в шпоночный паз при помощи гайки 8 вводят фиксатор 7 и коленчатый вал поворачивают по часовой стрелке до упора регулировочного винта 13 в измерительную плиту 1. Регулировочным винтом 13 производят ориентирование коленчатого вала 2 до достижения показания уровнем 11 среднего положения. После этого штанген- рейсмусом 15 измеряют расстояние Li от измерительной плиты 1 до шатунной шейки контролируемого кривошипа. Затем коленчатый вал поворачивают против часовой стрелки до упора регулировочным винтом 14 в измерительную плиту 1. Регулировочным винтом 14 осуществляют ориентирование коленчатого вала 2 до достижения показания уровнем 11 среднего положения. Тем самым обеспечивается точный поворот коленчатого вала на 180°. Измерение расстояния La от измерительной плмты 1 до шатунной шейки позволит определить полуразность Л L
Li - L2
, что при
известном радиусе кривошипа по известной зависимости а позволит вычиск
0
5
0
5
0
лить угол отклонения положения кривошипа от номинального.
Применение предлагаемого способа в производстве при контроле углового расположения кривошипов коленчатого вала позволит высокопроизводительно и точно с применением простых технических средств определить правильность углового положения кривошипов.
Формула изобретения Способ контроля углового расположения кривошипа, включающий ориентацию базовой поверхности кривошипа относительно измерительной плоскости под углом, равным номинальному углу между кривошипом и базовой поверхностью, измерение положения шейки кривошипа относительно базовой поверхности кривошипа, отличающийся тем, что, с целью упрощения способа, измерение положения шейки кривошипа относительно базовой поверхности кривошипа осуществляют путем измерения расстояния между измерительной плоскостью и шейкой кривошипа в двух положениях кривошипа относительно его беи - в исходном и повернутом на 180°, а о величине углового смещения кривошипа от номинального положения судят по разности измеренных расстояний.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2163002C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ УГЛОВОГО РАСПОЛОЖЕНИЯ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1997 |
|
RU2130168C1 |
| Способ восстановления коленчатых валов | 1978 |
|
SU737147A1 |
| Способ обработки шатунных шеек коленчатых валов | 1976 |
|
SU703244A1 |
| Устройство для измерения углового расположения шатунных шеек коленчатого вала | 1988 |
|
SU1589034A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Приспособление для измерения параллельности и перекоса шатунной шейки коленчатого вала | 1984 |
|
SU1244475A1 |
| Устройство для проверки коленчатых валов | 1983 |
|
SU1128112A1 |
| Установка для индукционной закалки крупногабаритных коленвалов | 1988 |
|
SU1666555A1 |
Изобретение относится к машиностроению и ремонтному производству, в частности к измерению углового расположения кривошипов коленчатого вала. Целью изобретения является упрощение способа контроля углового расположения кривошипа. В соответствии с предлагаемым способом осуществляют ориентацию базовой поверхности кривошипа относительно измерительной плоскости под углом, равным номинальному углу между кривошипом и базовой поверхностью, измеряют положение шейки кривошипа относительно базовой поверхности кривошипа путем измерения расстояния между измерительной плоскостью и шейкой кривошипа в двух положениях кривошипа относительно его оси - в исходном и повернутом на 180°. О величине углового смещения кривошипа от номинального положения судят по разности измеренных расстояний. 4 ил.
////////Ж/У///////////////
,////////У///////У/////Л////////////
фиг. 1
8
f4
Фиг.2
Фи&.3
| Усачев В | |||
| и др | |||
| Контроль деталей двигателя.- Автомобильный транспорт Казахстана, 1973, №7, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
