(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Способ электрохимической обработки | 1985 |
|
SU1310134A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
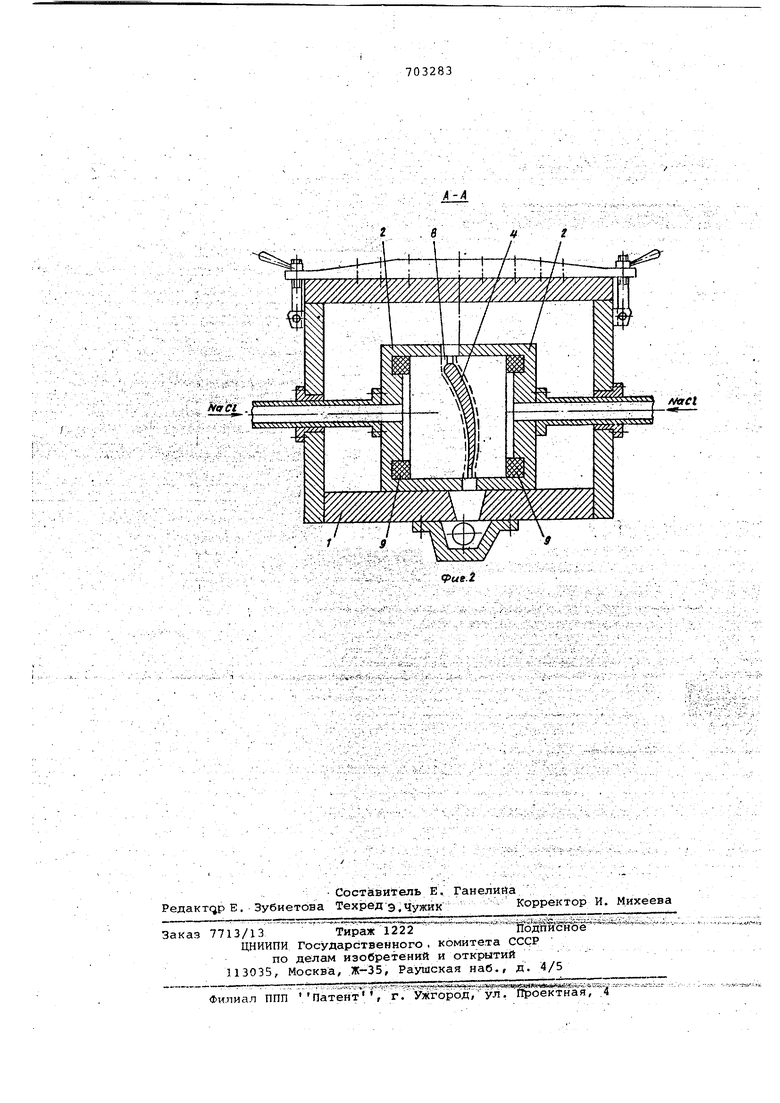
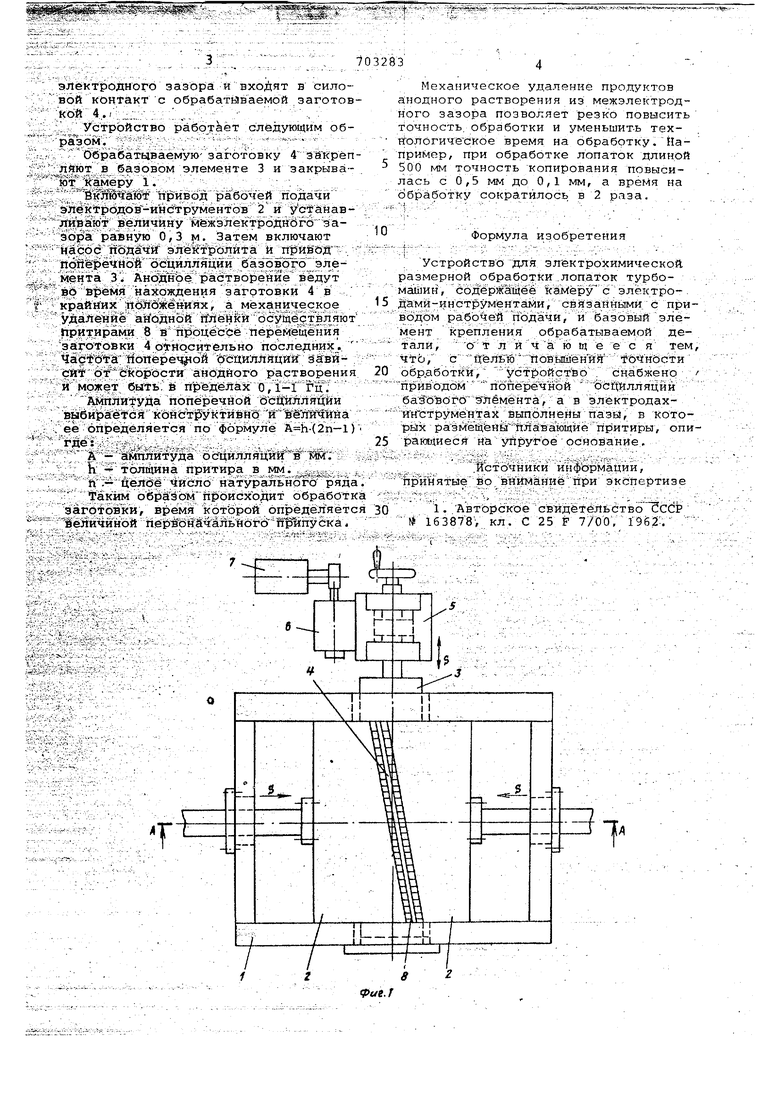
Изобретение относится к области электрохимической размерной обработки, а именно к обработке крупногабаритных лопаток турбомашин, Известно устройство для электрохимической размерной обработки лопаток, Трубомашин, состоящее из камеры с расположенными в ее полости подвиж ными электродами-инструментами и неподвижной базр.й служащей опорой-для закрепления обрабатываемой детали Ц Недостатком его является цёвысрка точность обработки вслеястййе того/ что электролит не обеспечивает равно мерной очистки обработанной поверхности заготовки от продуктов анодного растворения. Целью изобретения являетсй повышение точности обработки путем механической очистки обрабатываемой поверхности заготовки от продуктов анодного растворения. Поставленная цель достигается тем что устройство снабжено приводом поперечной осцилляции базового элемент а в электродах-инструментах выполнены пазы, в которых размещены плавающие, притиры. Опирающиеся на упругое основание. На фиг. 1 изображена камера со снятой крыыйВй, фиг. ,2 - разрез А-А фиг.1. Устройство состоит из камеры 1 с расположенными в ее полости электродами-инструментами 2 и базо.вОГО элемента 3 крепления обрабаты.ваемой заготовки .4 ,..,.,, ..-...:,„.„..:.: Устройство снабжено при вЬдом поперечной осцилляции базового элемента 3, состоящего из гидроцилиндра 5, золотника 6 и. гидррмотора 7. Гидроцилиндр 5 перемещает базозый элемент 3 из ОднргО крайнего положения в другое на величину амплитуды О.сциллирующего движения. Анодную обработку ведут при неподвижной заго- , товкё 4 при нахождении базового элемента 3 в крайних положениях, В электродах-инструментах 2 выполнены пазы, в которьгх размещены выступающие из пазов плавающие абразивные притиры 8, опирающиеся на упругое основание 9, Притиры 8 имеют равную толщину и отстоят друг от друга на равном расстоянии, величина которого равна их толщине. Под действием сил упругого основания 9 притирЫ 8 выдвинуты относительно профиля пера электродов-инструментов 2 на величину межэлектродного зазора и входят в силовой контакт с обрабатйваемой заготов кой 4.1 „ Устройство работает следующим обраГзом. - Обрабатываемую- заготовку 4 закреп лйют в базовом элементе 3 и закрыва ют самеру 1. бключают привод рабочей подачи эЛектродов-инсгтрументов 2 и устанавЯивают величину межзлектродного зазора раТвную 0,3 м. Затем включают масос п&дачй электролита и привод поперечной осцилляции базовогоэлемента 3. Анодное растворение ведут во время нахождения заготовки 4 в крайних положениях, а механическое удаление анодной плейки осуществляют Притирами 8 в процессе перемещения заготовки 4 о1гно.сительно последних. Т1опереч| ой 6сцилляции зависит о скорости анодного растворени и может быть и пределах 0,1-1 riT. Амплитуда поперечной ос1 Силляи;ии выбирается конст уктивно и йёлйчина , ее определяется по формуле (2n-1 где: .,,, А - сГмплитуда осцилляции в Тай; Ъ - толщина притира в мм. . л .- целое число натурешьнЯгО ряд Таким образом происходит обработ заготовки, время котЬрой определяет величиной первоначального ifptinycKa
703283 Механическое удаление продуктов анодного растворения из межэлектродйого зазора позволяет резко повысить точность, обработки и уменьшить техНологиче-ское время на обработку. Например, при обработке лопаток длиной 500 мм точность копирования повысилась с 0,5 г.м до 0,1 мм, а время на обработку сократилось в 2 раза. Формула из.обретения ...J.:,:,.--. ...- р- :-.-.- .:. ... .. . -„ . . .- ... ,. . . . Устройствс ДЛЯ электрохимической. размерной обработки .лопаток турбомашин, содержащее камеру с электродами-инструментами, связанными с приводом рабочей подачи, и базовый элемент крепления обрабатываемой детали, отличающееся тем, что, с целью повышения точности обработки, УСТ ОЙСТВО снабжено i приводом поперечной осцилляции базового элёмента, а в электродахинструментах йыполнены пазы, в которых размещены плавающие притиры, опирамциеся наупругоеоснование. Йсточники информации, примятые во внимание при экспертизе 1. Авторское свидётельство ССР f 163878, кл. С 25 F 7/00, 1962.
1л
