11
Изобретение относится к электрохимической размерной обработке.
Целью изобретения является расширение технологических возможностей за счет комбинации предварительной высокопроизводительной обработки и высокоточной окончательной обработки достигаемой путем регулирования упругости одного из элементов системы СПИД.
На фиг.1 изображено устройстве дпя реализации предлагаемого способа на фиг.2 - графики колебаний электрода-инструмента (а - прототип, о - по предлагаемому способу); на фиг.З - графики изменения зазора а и тока i по предлагаемому способу в начале и в конце обработки.
Устройство состоит из станины 1, на которой разметен привод подачи 2. На приводе подачи . установлен упор 3 и шток А с электродом-инструментом (ЭЙ) 5. На штоке 4 установлена врас- пор пружина 6 и регулировочная гайка 7. Обрабатываемая заготовка 8 уста- навливается на станине 1.
Способ реализуют следующим образом .
В межэлектродный зазор между ЭЙ 5 и заготовкой 8 подают электролит, включают управляемый источник питания (условно не показан) и включают привод подач 2. Когда при сближении электродов ток увеличивается до значений, при которых интенсивность га- зообразования и возникающего при этом давления газов окажется достаточной для преодоления упругих сил пружины 6, ЭЙ 5 со штоком 4 начинает отводиться от заготовки 8. После спада в межэлектродном зазоре (МЭЗ) давления газов шток 4 с ЭЙ 5 под действием упру- гих сил пружины 6 возвратится назад в исходное положение, но только до упора 3, не переходя в колебания. Имен- но наличие упора и исключает гармонические колебания ЭЙ (фиг. 2 U и (5 .
Расширение технологических возможностей достигается следующим образом. В начале обработки, когда припуск на заготовке 8 максимальный, регулировочную гайку 7 на штоке 4 затягивают, сжимая пружину 6 до тех пор, пока упругая нагрузка штока 4 на упор 3 не станет превышать усилия обработки, в частности усилия давления газообразования. При этом прекратятся отводы ЭЙ 5 от заготовки 8 и при подаче от
1342
источника питания постожпюго тока реализуется высокопроизподительная ЭХО с пониженной точностью копирования формы электрода-инстр мента, что в начале обработки является оправданным. Затем, по мере сокращения припуска под обработку, производят ослабление затяжки пружины 6 гайкой 7. При этом упругая нагрузка штока 4 на упор 3 снижается и становится меньше усилий обработки. Это сопровождается периодическими отводами ЭЙ 5 от заготовки 8 (фиг.З Начало обработки).
По мере дальнейшего сокращения припуска все более актуальным становится повьпчение точности обработки, Этого можно достигнуть сокращением МЭЗ, снижением длительчос Т и импульсов и увеличением их скважности. С этой целью еще более ослабляют пружину 6 и, тем самым, 1П1;угую нагрузку на упор 3 в направлении, устречном усилиям обработки. При этом необходимая для отвода ЭЙ дл1 те; ьность импульса тока все более сокращается, поскольку сокращается время накопления давления газов, досгаточного дпя отвода, а длительность возврата системы в исходное положение увеличивается, так как снижаются упругие (возвращающие) усилия пружины 6 (фиг.З Конец обработки). Это способствует гарантированной промывке МЭЗ электролитом и удалению продуктов анодного растворения, что, в совокупности с сокращением длительности импульсов тока, повьпчает точность обработки.
Сигнал на прекращение импульса тока при начале отвода ЭЙ подается к источнику питани:я от датчика перемещения .
Формула изобретения
Способ электрохимической обработки, включающий предварительную и окончательную обработку и осуществляемый с отводом электрода-инструмента от детали.под действием усилий, воч- никаюршх в зоне обработки при пропускании технологического тока и возвращении его при отключении тока под действием упругих сил, отличающийся тем, что, с целью расширения технологических возможностей за счет комбинации предварительной сокопроизводительной обработки и высокоточной окончательной обработки.
электрод-инструмент нагружают дополнительной упругой силой, направленной встречно усилиям обработки, при этом величину ynpyrofi силы вначале устанавливают превьш1ающей усилия обработки, затем снижают до значений, меньших усилия обработки до тех пор, пока скважность импульсов и амплитуда отвода электрода-инструмента не достигнут максимальных значений.
V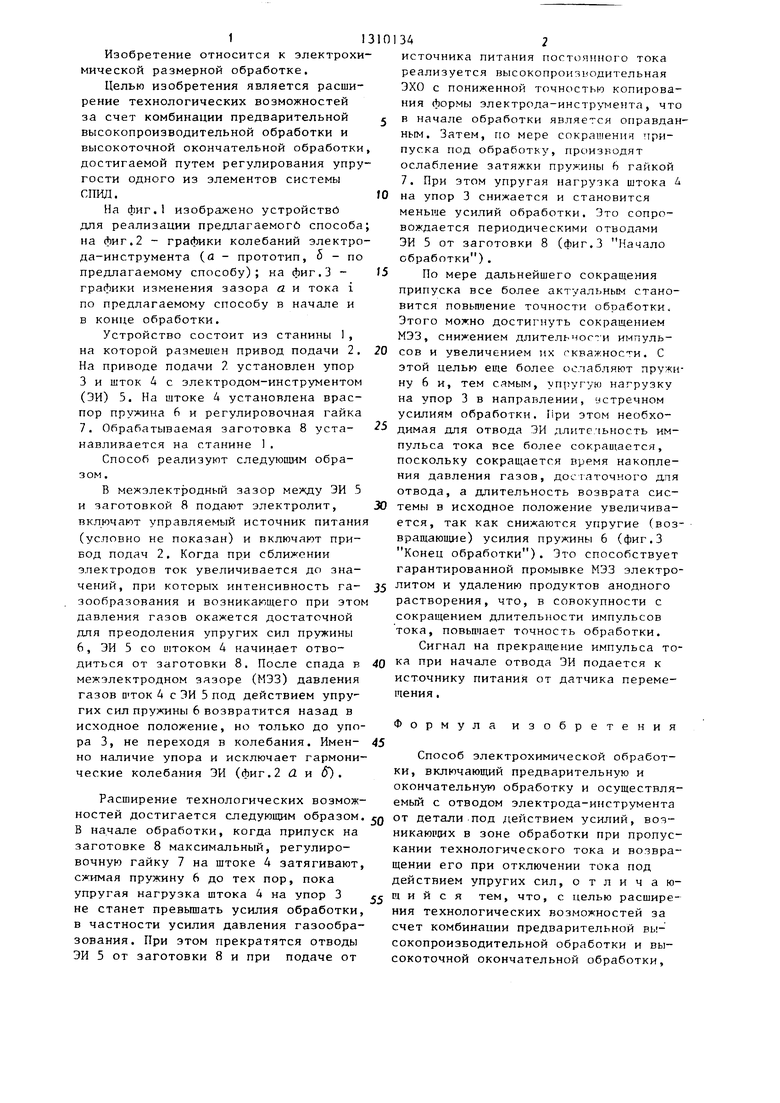
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| Способ регулирования процесса электрохимической обработки | 1988 |
|
SU1547981A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО НОЖА РОТОРНОЙ БРЕЮЩЕЙ ГОЛОВКИ ЭЛЕКТРОБРИТВЫ | 1993 |
|
RU2090319C1 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |


Изобретение относится к области размерной электрохимической обработки. Целью изобретения является расширение технологических возможностей способа электрохимической обработки с отводом электрода-ннструмента под действием распирающих усилий, возникающих в зоне обработки при пропускании технологического тока, и возвращением его под действием упругих cvi.n при отключении тока. Поставленная цель достигается тем, что вначале неличину упругих сил устанавливают пре- вьпиаюшей усилия обработки, а затем снижают ее до значений, меньших усилия обработки до тех пор, пока скважность импульсов и амплитуда отвода электрода-инструмента не достигнут максимальных значений. 3 ил.
CfJueZ
1
S s
n
0 a
/KM
a
r 1
cpus.3
Составитель Б. Кузнецов Редактор А, Гулько Техред В КадарКорректор М. Демчик
Заказ 1850/11
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Способ регулирования процесса электрохимической и эрозионнохимической обработки | 1973 |
|
SU457573A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
