(54) ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ МАЛОГО ДИАМЕТРА
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для намотки трубчатыхиздЕлий | 1979 |
|
SU821173A1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2001 |
|
RU2201868C1 |
| Оправка для изготовления труб из композиционных материалов | 1988 |
|
SU1669748A1 |
| Способ изготовления полых изделий из композиционных материалов | 1988 |
|
SU1666336A1 |
| Оправка для изготовления криволинейных труб малого диаметра из композиционных материалов | 1983 |
|
SU1162609A1 |
| Оправка для изготовления изделий из композиционных материалов | 1990 |
|
SU1735037A1 |
| ТРУБА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2338950C1 |
| Разборная оправка для изготовления крупногабаритных оболочек из композиционных материалов с профилированной внутренней полостью | 2016 |
|
RU2629081C1 |
| РАЗБОРНАЯ ОПРАВКА | 2012 |
|
RU2504471C1 |
. : .. / 1 .. / . . -..
Изобретение относится преимущёст венно к устройствам д-пя формования тонкостенных, длинномерных,, прямых труб малого поперечного сечения из полимерных композиционных материалов, которые могут быть использованы например, в качестве легкого заполнителя в панелях трехслойной конструкции, находящих широкое применение в самолетах, вертолетах, специздёлиях, судах и автсмобилях.
Известны оправки для формования длинномерных труб, выполненные из материала, который удаляют из изделия путем его выплавления или ВБЛолвания 1.Такой Тип оправок полностью решает вопрос извлечения их-из внутренней полости отформованного изделия, обеспечивает необходимую жесткостъ и прочность для фо1 ования на их поверхности деталей из композиционных материалов как ручной выкладкой, так и м санизированным методом намотки. Они имеют необходимую чистоту и жесткость поверхности для то го, чтйбы обеспечить необходимые геометрические размеры и качество поверхности детали, определяемые теническими требованиями.
Однако такие оправки одноразового использования, а извлечение их из внутренней по.пости изделия связано с воздействием на изделие высокой температуры или воды, что может сказываться на ka iectsV матёрйайа, из которого изготовлено йзДелие.
Известна оправка для изготовления труб, содержащая несущий стержень и
o охватывающий его гибкий элемент, образующий рабочую поверхность оправки 2 .
Однаксз известная оправка не пригЪдна для получения длинномерных труб (2-3 м) малого диаметра(20 мм; так как при извлечении гибкого злемента уменьшится жесткость оправки.
Целью изобретения является получение длинномерных труб малого диамет0ра и улучшение удобства в эксплуатации .
Эта цель достигается тем, что охватывающий гибкий элемент выполнен в виде пружины растяжения, установленной на.несущем стержне с зазором не менее одного диаметра проволоки.
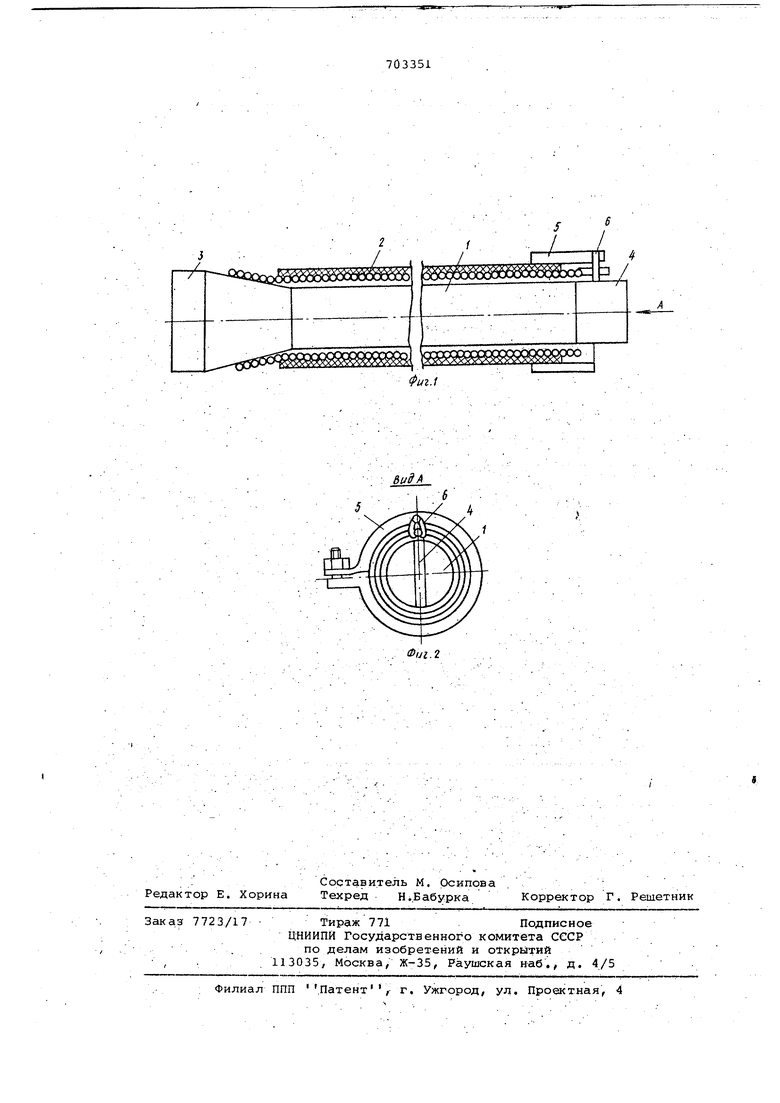
На фиг. 1 показана предлагаемая оправка; на фиг. 2 - вид по стрелке А на фиг. 1.
Оправка состоит из несущего стержня 1 , на который надет охватывающий гибкий элемент 2, выполненной в виде пружины растяже:ния, один- конец которой формуется при намотке, а у другого, конец проволоки отгибается так, что она пересекается с осью гибкого элемента, не выходя за пределы образующей его. Несущий стержень с одного конца имеет расширяющий конус 3, а с другого - паз 4 для захвата конца пружины.
Дли извлечения гибкого элемента с несущим стержнем из.в нутренней полоси отформованного изделия к оправке рилагаетсд хомут 5 с замком б для
захвата отогнутого конца проволоки.
Наружная поверхность упругого элеента может быть гла,цкой и ребристой. ля получения гладкой поверхности при изготовлении гибкого элемента из руглой проволоки необходимо с рабочей поверхности удалить ребристость, озника;к)Щую из-за круглого сечения проволоки. Для этйго достаточно с поерхности его снять слой, рав.ный половИне диаметра проволоки. А если форма поперечного сечения проволоки, из которой оформляется рабочая поверхность, имеет сечение прямоугольника, то с р абочей поверхности для устраНёниЯ -Ступенчатости достаточно снять слой материала, равный высоте ступенек.
.Одной из характеристик, необходимых для любой оправки, является возможность сохранения оправкой заданной формы , т.е. ее жесткость. У гибкого элемента предлагаемой оправки она обеспечивается подбором материаMf площадью и формой поперчного сечения проволоки, ийущей на изготовле1ние его. Эта жесткость дополнительно увелйчив а етс я еще за счет несущего стержня 1.
Работа бправки осуществляется следующим образом.
На поверхность гибкого элемента 2 нанЬсят адгезионный слой. Это могут быть СМОЛЬ и пленки.
Затем в гибкий элемент: вставляют несущий стержень 1, так чтобы он плотно сел На расширяющий конус 3 : стержня. Ь таком.видеоправка устанавлцваетЬя на намоточный станок (не
показанный на фигурах}. С раскладчика станка.берут предварительно пропитанную и подсушенную ленту полимерного композиционного материала и закрепляют на несущем.стержне 1. Производят намотку материала на гибкий элемент 2 оправки. Далее собранный н оправке пакет изделия при нагревании под вакуумом в автоклаве или.гидроклаве подвергают полимеризации. После полимеризации гибкий элемент с несущим стержнем извлекают из внутренней полости отформованной трубы, для этого на конце отформованной трубы, со стороны паза 4 несущего стержня, надевают хомут 5 сзамком 6, так чтобы он не мог проворачиваться на изделии. После этого отогнутый конец проволзси гибкого элемента 2 крепят в замке б хомута 5. Вращая несущий стержень оправки относительно изготовленной трубь, изменяют, т.е.уменьшают диаметр гибкого элемента. При. этом происходит отрыв витков элемента 2 не по всей поверхности контакта с изделием, отрывается по очеред1И один виток за другим от контактирующей поверхности элемента, а следовательно отрью производится С усилием, не превышающим допустимой величины.
После отрьша гибкого элемента от .внутренней поверхности трубы отогнутый, конец пружины 2 заводится в паз несущего стержня. Затем несущий стержень с гибким элементом извлекают, из внутренней полости трубы.
Предлагаемая оправка проста в изготовлении и недорога по сравнению с известными. Она многократного использования.
Формула изобретения
Оправка для изготовления труб малого диаметра из композиционных материалов, содержащая несущий стержень и охватьтающйй его гибкий элемент, образующий рабочую поверхность оправки, отличающаяся тем, что, С целью обеспечения получения длинномерных труб малого диаметра и улучшения удобства в эксплуатации, охватьюающий гибкийэлемент выполнен в виде пружины растяжения, установленной на несущем стержне с. зазором не менее одного диаметра проволоки.
Источники информации, принятые во внимание при экспертизе
. т.ехнологии композиционно-волокнистых материалов. Пермское книжное издательство, 1974, т. 1, с. 250-254.
кл. 39 а 1/06, 1969 (прототип).
e,uSA
, Фиг.2
