Изобретение относится к переработке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении криволинейных труб малого диаметра.
Известна оправка для изготовления изделий из композиционных материалов, выполненная в виде резинового дорна 1.
Однако применение такой оправки не обеспечивает получение изделий заданных геометрических размеров.
Наиболее близкой к изобретению по технической сущности является оправка для изготовления криволинейных труб малого диаметра из композиционных материалов, содержащая несущий стержень и надетую на него гибкую спираль, образующую рабочую поверхность оправки 2.
Однако при изготовлении криволинейных труб операция демонтажа известной оправки и съем изделия сложны.
Цель изобретения - упрощение процесса съема.
Эта цель достигается тем, что в оправке для изготовления криволинейных труб малого диаметра из композиционных материалов, содержащей несущий стержень и надетую на него гибкую спираль, образующую рабочую поверхность оправки, спираль выполнена из термобиметаллической ленты.
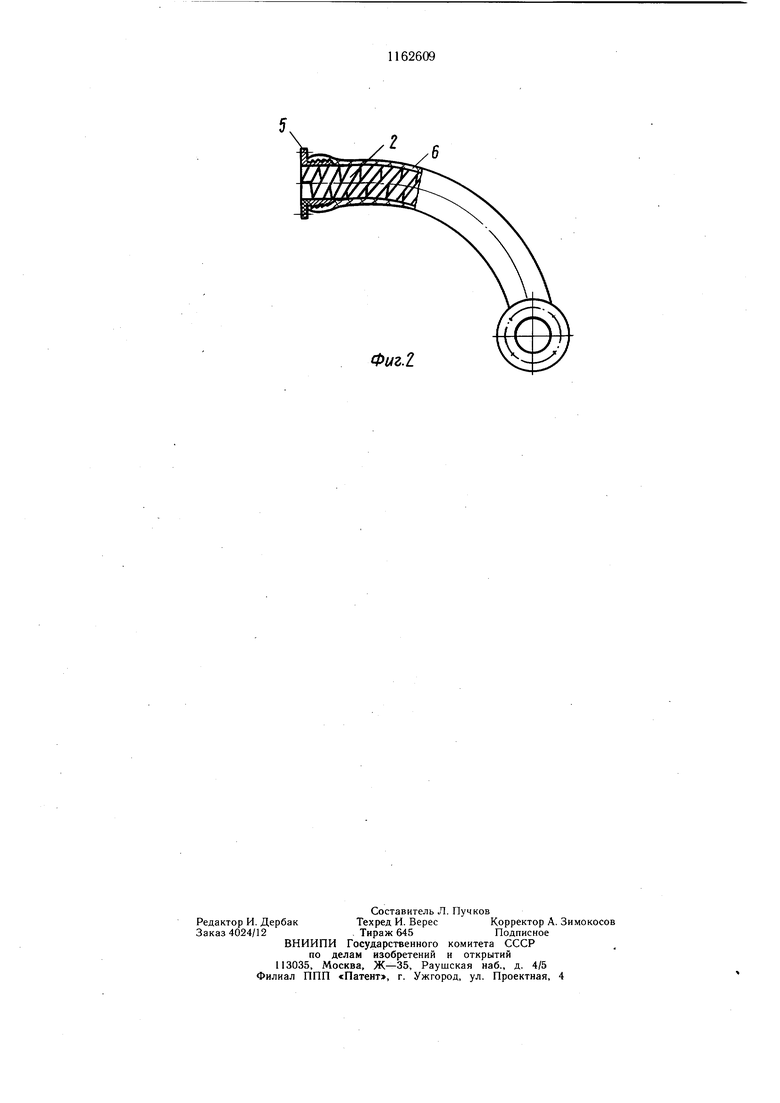
На фиг. 1 изображена оправка в процессе намотки; на фиг. 2 - то же, после окончания процесса изготовления трубы.
Оправка для изготовления криволинейных труб малого диаметра из композиционных материалов содержит несущий стержень 1 и гибкую спираль 2, закрепленную на стержне 1 при помощи фланцев 3 и гаек 4. Спираль 2 выполнена из термобиметаллической ленты, витки которой уложены плотно один к другому и образуют рабочую поверхность оправки. Ширина и толщина ленты определяются эксплуатационными требованиями, предъявляемыми к спирали 2.
Термобиметалл представляет собой материал, состоящий из двух жестко скрепленных (спаянных) слоев металлов (активного и пассивного) с различными коэффициентами линейного расщирения. При воздействии температурного перепада термобиметалл обладает способностью изгибаться под действием внутренних изгибающих моментов, возникающих за счет разности величин деформации активного и пассивного слоев. При воздействии температуры на
термобиметаллическую спираль происходит дополнительный изгиб (закрутка) ее витков и уменьшение их диаметра, что способствует Еободному извлечению спирали 2 из трубы. J Изготавливают спираль из термобиметалла (например, по ГОСТ 10533-63) в виде холоднокатанных лент и полос толщиной 0,1 - 2,5 мм и шириной И)-250 мм.
Использование оправки осуществляют следующим образом.
0 На несущий стержень 1 надевают гибкую спираль 2 с установленными на ней концевыми элементами 5 изготавливаемой трубы 6. Спираль 2 при помощи фланцев 3, упирающихся в концевые элементы 5, и гаек 4 фиксируется на стержне 1 таким образом, чтобы витки спирали были плотно подогнаны один к другому. Затем поверхность спирали 2 покрывают антиадгезионным составом и производят намотку композиционного материала, формируя на рабочей поверхности
0 заготовку изготавливаемой трубы 6.
По окончании процесса намотки оправку разбирают. Для этого раскручивают гайки 4, удаляют фланцы 3 и извлекают стержень 1. После чего заготовку трубы 6 вместе со спиралью 2 подвергают гибке, крутке и так
далее для придания ей заданной конфигурации, которая фиксируется при помощи специальных приспособлений (не показаны). Затем осуществляют процесс полимеризации связующего.
После полимеризации удаляют фиксирую0щие приспособления и извлекают спираль 2 из трубы 6. Для этого создают определенный перепад температур между окружающим воздухом и спиралью 2.
Перепад температур определяется типом
, используемого связующего. Если связующее не требует применения подогрева, то спираль 2 выполняют из термобиметалла с наружным активным слоем. В этом случае спираль 2 после окончания полимеризации нагревают. Если для полимеризации связующего необходимо воздействие температуры, то спираль 2 выполняют с пассивным наружным слоем, при этом перепад температур осуществляют при охлаждении трубы 6 и спирали 2. При создании определенного перепада температуры происходит уменьшение диамет5ра витков спирали 2, что способствует свободному удалению ее из трубы 6.
Таким образом, применение предлагаемой оправки позволяет значительно упростить операцию съема изделий с оправки.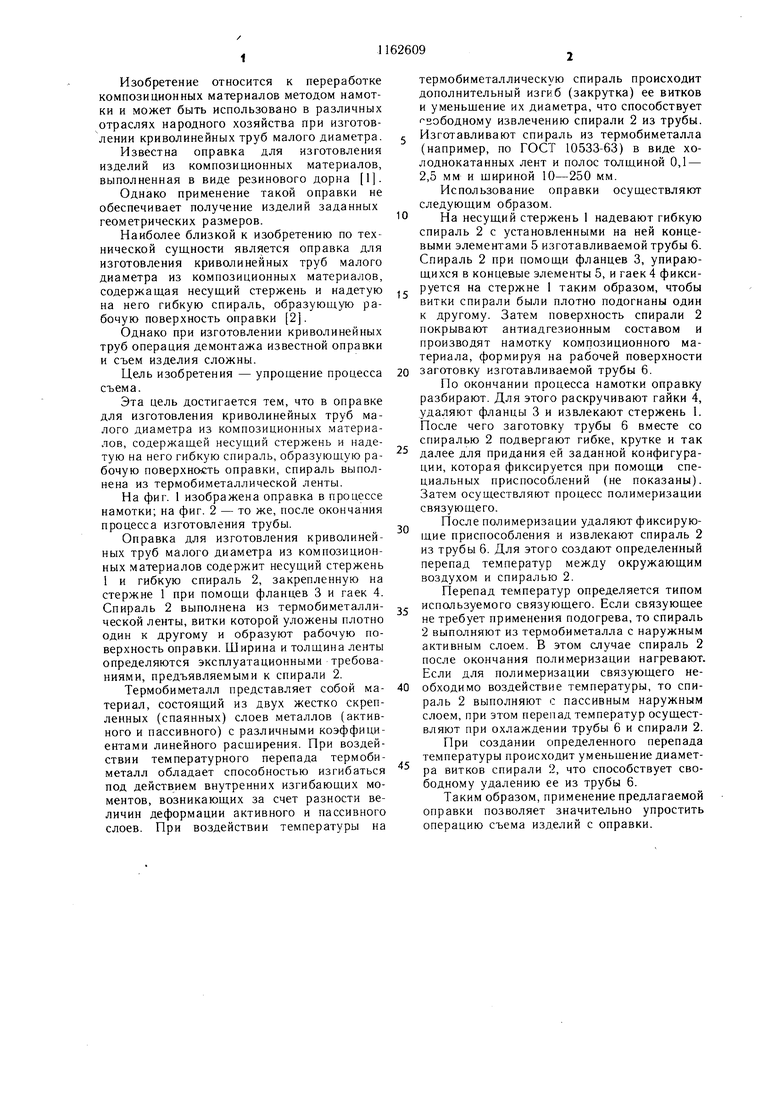
ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ МАЛОГО ДИАМЕТРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, содержащая несущий стержень и надетую на него гибкую спираль, образующую рабочую поверхность оправки, отличающаяся тем, что, с целью упрощения процесса съема, спираль выполнена из термобиметаллической ленты. (Л о: 1C О5 О СО
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления прямых и криволинейных труб из слоистых стеклопластиков | 1959 |
|
SU129813A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Оправка для намотки трубчатыхиздЕлий | 1979 |
|
SU821173A1 |
| Солесос | 1922 |
|
SU29A1 |
