(54) ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОВРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349443C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349444C1 |
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2430826C2 |
Изобретение относится к хо/тЬДйбй -обработке металлов и сплавов Давлением и может быть использовано для; чистовой иупрочняющей обработки, цйлиндрических,эксцентрично расположенных поверхностей,а также цилиндрических и плоских поверхностёй во нсех , метал.пообрабатывак щих производс ё&Зс.
Известны инструменты для чгйсТОвой обработки деталей, содержащие расположенный в подшипниках на;,й6и/ закрепленной в вилкообразной держав-. ке, упруго установленной вкорпусе
fi ,. ::;/
Недостатком этой конструКцйи является невозможность создания возйрат но-поступательного движения рабсчено .инстр мента в радиальном направлении без специального прйвсзднбго устройства и невозможность-, однбврёменной обработки двух эксцен йчйо расположенных цилиндрических noBepkностей одним роликом.
Целью изобретения является создание инструмента без специального - прйводноГо устройства для образования возвратно-поступательного даижения рабочего инструмента в радиальнс ; направлений при обработке эксцентричг
но расположенных цилиндрических поверхностей., . . .. ,, . .
,Поставлемная цель достигается тем/ что ролик снабжен, по меньшей мере, Двумя рабочими поверхностями, выполненными эксцентрично относительно друг друга , причем величина этого .эксцентриситета превышает зксцентрйситет обрабатьов.аемой поверхности
0 в 1,5-3 раза.
Такое выполйенйё обкатника обеспечивает значительное увеличение интенсивности сглаживания и глубину распространения пластической дефор5мации при чиетбйой и упрочняющей обработки и возможность одновременной обработки двух эксцейтрично расположенных поверхностей одним роликом,
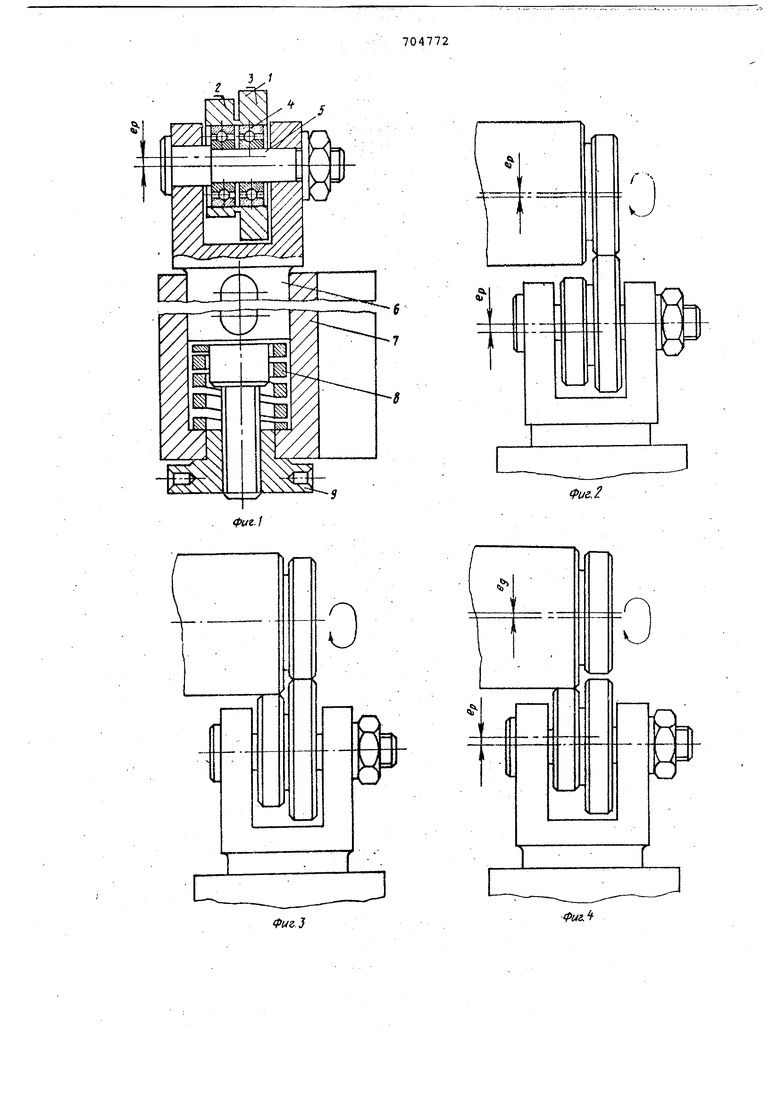
На фиг. 1 представлен общий вид
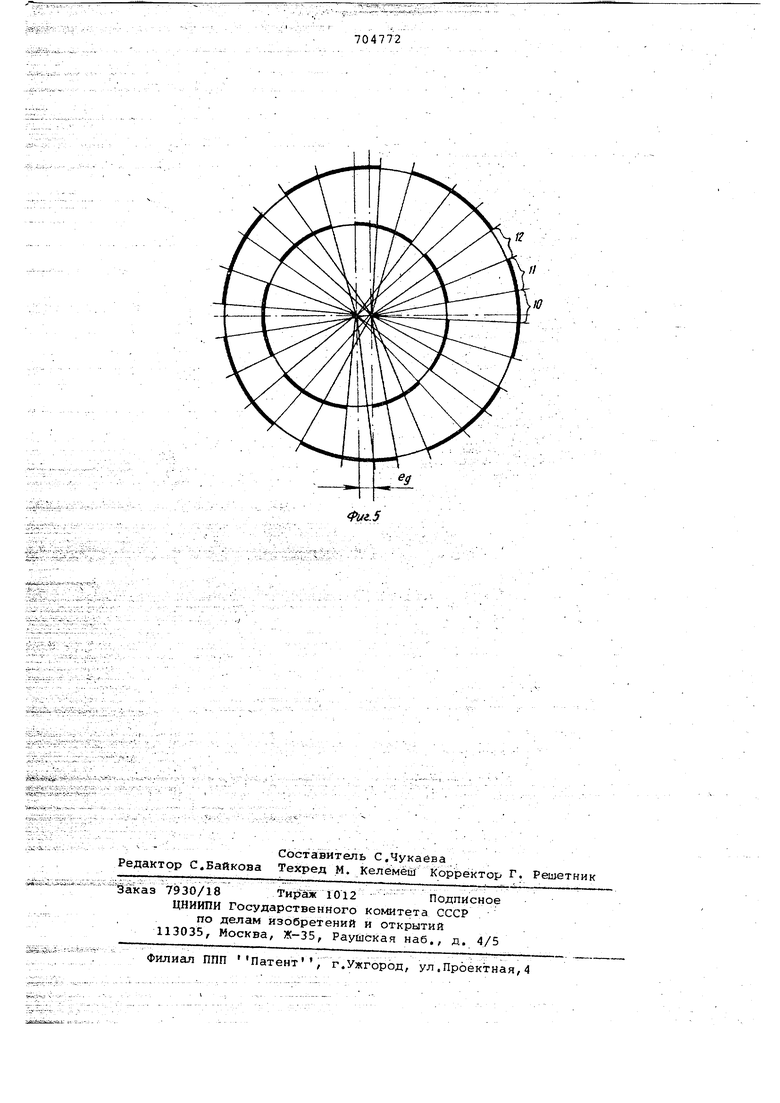
0 инструмента для oiSработки двух эксцентрично располо ёНнШ цилиндрических поверхностей; йа фиг. 2-4 - положения рабочих поверхностей ролика при обка тывании двух 3KcifeHTpH4H6 расположен5ных цилиндрических поверхностей; на фиг. 5 - схема контактирования рабочих поверхностей ролика с двумя эксцентрично расположенными поверхностями в поперечном сечении.
0 - Инсг15умёнт ;р1я упрочнения поверх ности детали содержит ролик 1 (фиг.), имеющий две рабочие поверх ности 2 и 3 различных диаметров, соответствующие диаметрам обкатывае мых поверхностей. Эти. рабочие поверхности ролика I выполнены одна относительно другой с эксцентриситетом ер, причем, величина эксцен риситета ер больше эксцентричност обрабатываемых поверхностей детали en- в 1,5, ... 3,0 раза, при этом соотношение диаметров детали и ролика, обеспечивающее наибольший эффе составляет от 5 до 21. Ролик 1 установлен в подшипниках 4 на оси 5, закрепленной в вилке 6 с хвостовиком, которая установлена в корпусе 7. Для регулирования усилия обкатывания предусмотрены пр жина 8 и регулировочная гайка 9. При обкатывании поверхностей детали в контакте находятся то одна, то другая поверхность ролика (фиг,2 3.4) . Вначале в контакте с обкатываемо поверхностью находится поверхность малого диаметра ролика 1, а рабочая поверхность 3 большего диаметра не касается обка,тываемой детали (фиг.2 Когда ролик 1 поворачивается на уго ЭО по отношению к первоначальному положению, в контакте находятся обе рабочие поверхности 2 и 3 (фиг. 3) При повороте ролика на угол 180° по отношению к первоначальному положению в контакте с обкатываемой деталью находится рабочая поверхность 3 большего диаметра, а поверхность 2 малого диаметра ее не касается , (фиг. 4). Когда угол поворота будет 270°f в контакте с обкатываемой поверхностью снова будут находиться обе рабочие поверхности р олика 1 (фиг. 3), и при повороте ролика на 360 - полный оборот, в контакте . с,обрабатываемой поверхностью снова будет находиться рабочая поверхность 2 меньшего диаметра ролика 1 (фиг. 2). Затем весь цикл повторяется. На фиг. 5 показаны в поперечном сечении участки контактирования обкатываемых эксцентрично располояГ нных, поверхностей большего и малого диаметра детали с рабочими поверх нос т 1ми ролика, когда диаметры ролика значительно меньше диаметров обкатываемых поверхностей. Участок 10 соответствует положению, приведенному на фиг. 2 контакта обкатываемой повер сности с поверхностью 2 малого диаметра ролика 1. Участок 11 соответствует положению, приведенному на фиг. 3 контакта обкатывае1«5ой поверхности с рабочими поверхностями 2 и 3 ролика 1, Участок .12 соответствует положению, приведенному на фиг. 4 контакта обкатываемой поверхности с рабочей поверхностью 3 большего диаметра ролика 1 и т.д. Такое дробление обкатываемой поверхности на участки, дополнительное ударное воздействие рабочих поверхностей ролика на обкатываемые поверхности позволяет значительно увеличить интенсивность сглаживания, глубину распространения пластической деформации металла. При этом обеспечивается процесс одновременного обкатывания двух эксцентрично расположенных цилиндрических поверхностей одним роликом обкатника. Делая диаметры рабочих поверхностей ролика не кратными диаметрам обкатываемой заготовки,вся ее поверхность будет обработана полностью за .несколько оборотов за счет смещения, участков контактирования. Формула .изобретения Инструмент для чистовой и упрочняющей обработки поверхностей деталей, содержащий ролик, расположенный в подшипниках на оси, закрепленной в вилкообразной державке, упруго установленной в корпусе, о т л и ч а ющ и и с я тем, что, с целью одновременной обработки двух эксцентрично расположенных поверхностей, ролик. снабжен по меньшей мере двумя рабочими поверхностями, выполненными эксцентрично друг относительно друга, причем, величина этого эксцентриситета превышает эксцентриситет обра.батьшаемой. поверхности в 1,5-3 раза. Источники информации,принятые во внимание при экспертизе 1.. Авторское -свидетельство СССР 184280, В 24 В 39/00, 1965.
r
Ш
T
к
-V
т
TZZZZZ
V...
Л
-JtiiJ / /
f/
ГШХ/
(
И
П
Фиг..
G
iZ
