(54) ФУГОВАЛЬНЫЙ СТАНОК

| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2041804C1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| УНИВЕРСАЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2060878C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1814613A3 |
| Бытовой комбинированный деревообрабатывающий станок | 1990 |
|
SU1781034A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
;.-..1
- Изобретение относится к Дёревбобрабатывающей промышленности, в частности к фугова 1ьным станкгим с роли- KOBfclM автоподатчиком.
Известен автоподатчик к фуговальному станку, включающий колонку, корпус, ролики/ механизм подъема и прижим 1.
Наиболее близким,по технической сущности к предлагаемому является фуговальный станок, включающий станину, передний и задний столы, ножевой вал с приводом, механизм подъема передйего стола, автоподатчик ,о подпружиненными рычагами подающих роликов и механизмами их подъема и с регулируемым приводом 2.
Однако такие устройства не обеспечивайт оптимальных режимов фрезерования без дополнительных затрат времени на регулирование и установку заготовок, что приводит или к ухудшению качества обработки, или к снижению производительности,
Цешь изобретения - повышение п зоизводительности и качестваобработки ,
Это достигается тем, что механиз подъема переднего стола кинематически связан с пружиной рычагаi переднего подающего ролика посредством кулачка и .убчато-реечной передачи, соединенной через гайку с тягой, причем в кинематическую связь введен гидроцилиндр с настроечным гидроцилиндром, при этом шток гидроцилиндра связан с тягой, а его полости
0 соединены с полостями настроечного гидроци.пиндра, который кинематически связан с регулируемым приводом, причем зубчато-реечная передача снабжена механизмами фиксации зубчатой рейки и шестерни, а гайка зубчато-рееч5ной передачи снабжена штурвалов, а тяга - стрелкой-указателем ширины обработки заготовки.
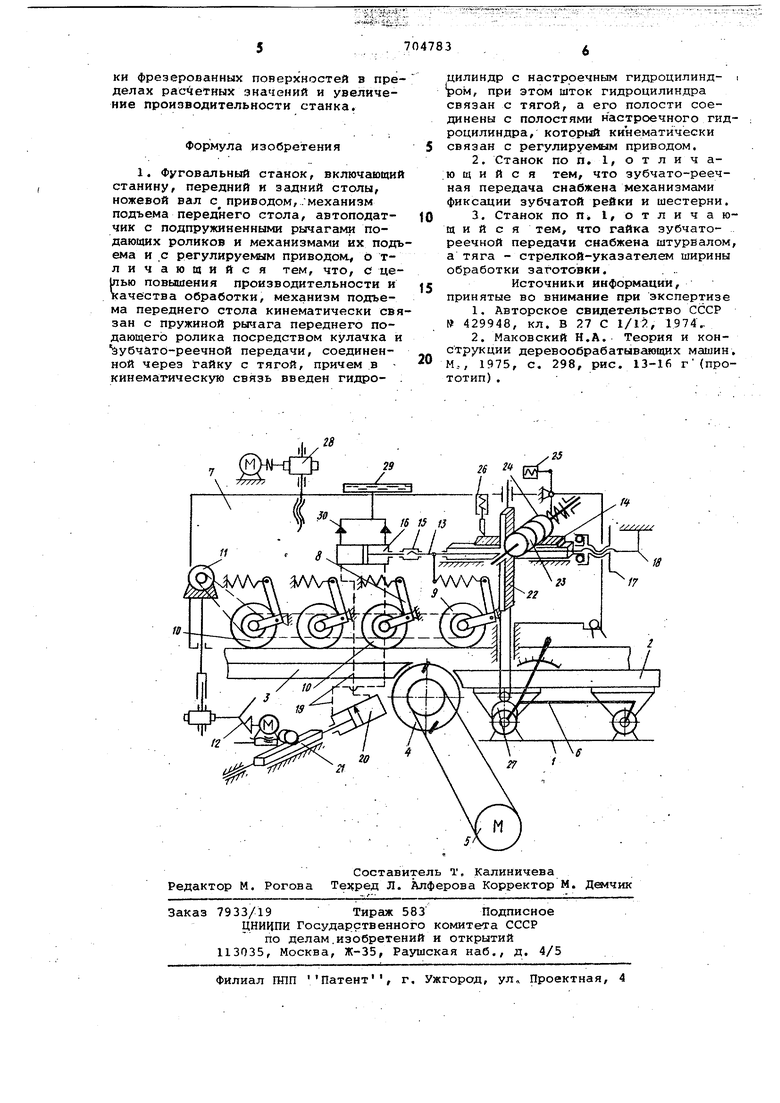
На чертеже дана кинематическая схема фуговального станка с ролико0вым автоподатчиком,
. Фуговальный станок имеет станину 1, на которой смонтированы передний 2 и задний 3 столы, ножевой вал 4 с приводом 5 f Механизм 6 подъема пе5реднего стола и автоподатчик 7. в корпусе автоподатчика размещены на подпружиненных рычагах 8 передний 9 и задние 10 подающие ролики, которые связаны цепной передачей с ведомьлм
0
валом il регулируемого привода 12. Пружина рычага переднего подающего ролика 9. соединена с тягой 13, которая, проходит через сквозное отверстие зубчатой рейки 14. Тяга 13 с одной стороны соединена регулировочной гайкой 15 со штоком гидроцилиндра 16, ас другой стороны имеет вин.товую нарезку, на которую навернута гайка 17, снабженная штурвалом и соединенная через концевой подшипни с зубчатой рейкой 14. На конце тяги 13 закреплена стрелка Указателя 18 ширины обработки.
Полости гидроцилиндра 16 с помощью маслопровода 19 соединены с. соответствующими полостями настроечно гидроцилиндра 20, шток которого через зубчато-реечную пару 21 связан с механизмом настройки регулируемого привода 12 подающих роликов. Зубчатая.рейка 14 с тягой 13 и гайкой 17, заключенная в направляющих корпуса автоподатчика, кинематически соединена с ведомой зубчатой рейкой 22 с помощью шестерен 23 и 24, которые одновременно являются зубчатыми полумуфтами.
Шестерня 24 подпружийейа и постоянно находится в зацеплении с шестерней 23, свободно (на подшипнике) посаженной на оси. Для .расфиксации шестерен служит электромагнит 25, который связан с подпружиненной шестерней 24 через рычаг. Зубчатая рейка 14 имеет электромагнит 26. Зубчатая рейка 22, заключенная в направляющих корпуса, соединена с кулачком.27, который закреплен на эксцентриковом валу механизма 6 подъёма переднего стола 2.
Автоподатчик снабжен механизмом 28 подъема его над столами станка. Для заполнения гидросистемы Мс1слом на корпусе автоподатчика закреплена, ванна 29, соединенйая с гидроцилиндром 16 маслопроводами с обратными клапанами .30.
При подаче заготовки по переднему столу она попадает под подающие ролики 9 и 10 и фрезеруется ножевым валом 4.
Фуговальный станок работает сле. дующим образсгм.
. Регулируют скорость подачи и усилие прижима переднего ролика к заготовке, для этого необходимая скорос,рь подачи и усилие прижима переднего подающего ролика в зави.симости от ширины фрезеруемого слоя устанавливаются вращением штурвала . с гайкой 17 по указателю 18. При вращении штурвала с гайкой.17 перемещается тяг.а 13, которая одновременно воздействует через гидроци.лйндр 16, сообщающиеся, маслопрово.(ы 9, гидроцилиндр 20 и зубчатореёчную пару на механизм установки скорости подачи регулируемого привода и на пружину рычага 8 прижима переднего приводного ролика.
Установка скорости подачи по ширине фрезеруемого слоя осуществляется при установке переднего стола на толщину снимаемого слоя, равную нолю.
Установка скорости подачи и усилия прижима переднего подающего ролика в зависимости от толгчины фрезерованного слоя устанавливается автоматически при установке толщины фрезерного слоя. При установке толщины фрезеруемого слоя механизмом 6 подъема поворачивается кулачок, который через зубчатую рейку 22, шестерни 23 и 24 перемещает в направляющих зубчатую рейку 14 с тягой 13, которая одновременно воздейстует на механизм установки ckopocти . подачи регулируемого привода 12 и на пружину рычага переднего ролика 9.
Таким образом, применяемые в конструкции сообщающиеся между собой гидроцилиндры являются одновременно иловым элементом и сумматором установки скорости подачи по различным
параметрам.
Установка автоподатчика по высоте осуществляется путем включения механизма 28 подъема, при этом одновреенно включаются электромагниты 25 и 26. Электромагнит 25 через рычаг расфиксирует (разъединяет) шестерню 23 от шестерни 24 и позволяет ей свободно перемещаться по зубчатой рейке 22. Электромагнит 26, в свою очередь, зафиксирует зубчатую рейку 14 от свободного перемещения в момент расфиксации шестерен 23, 24 и перемещения автоподатчика.
Таким образом, предлагаемый фуговальный .станок позволит автоматизировать процесс установки оптимальных режимов фрезерования. Так, с . уменьшением ширины заготовок и толщины фрезеруемого слоя мощность привода 5 ножевого вала 4 убывает. Это создает возможность увеличения скорости подачи приводимых роликов и решения вопроса увеличения производительности станка и максимальной загрузки привода 5 по мощности. При этом установка оптимальной скорости подачи, соответствующей заданному классу шерохова.тости обработанной поверхности, осуществляется автоматически. Станочник управляет только рукояткой механизма .6 подъема перед-, него стола и штурвалом гайки 17.
Автоматическое регулирование оптимальных режимов фрезерования гарантирует получение качества обработ
