Изобретение относится к станкостре- нию, касается изготовления режущего инструмента и может быть использовано для заточки концевых фрез.
Цель изобретения - повышение качества заточки и расширение технологических возможностей путем обеспечения заточки радиусных скруглений зуба при переходе с
цилиндрической режущей части фрезы на торцевую.
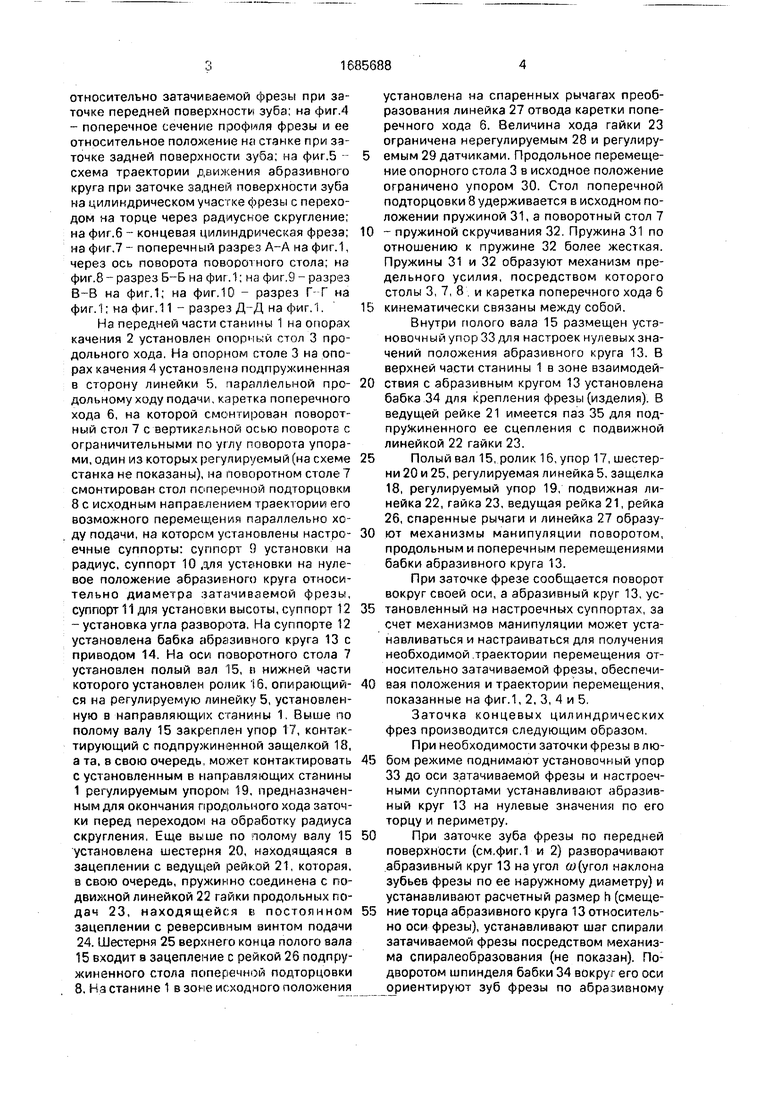
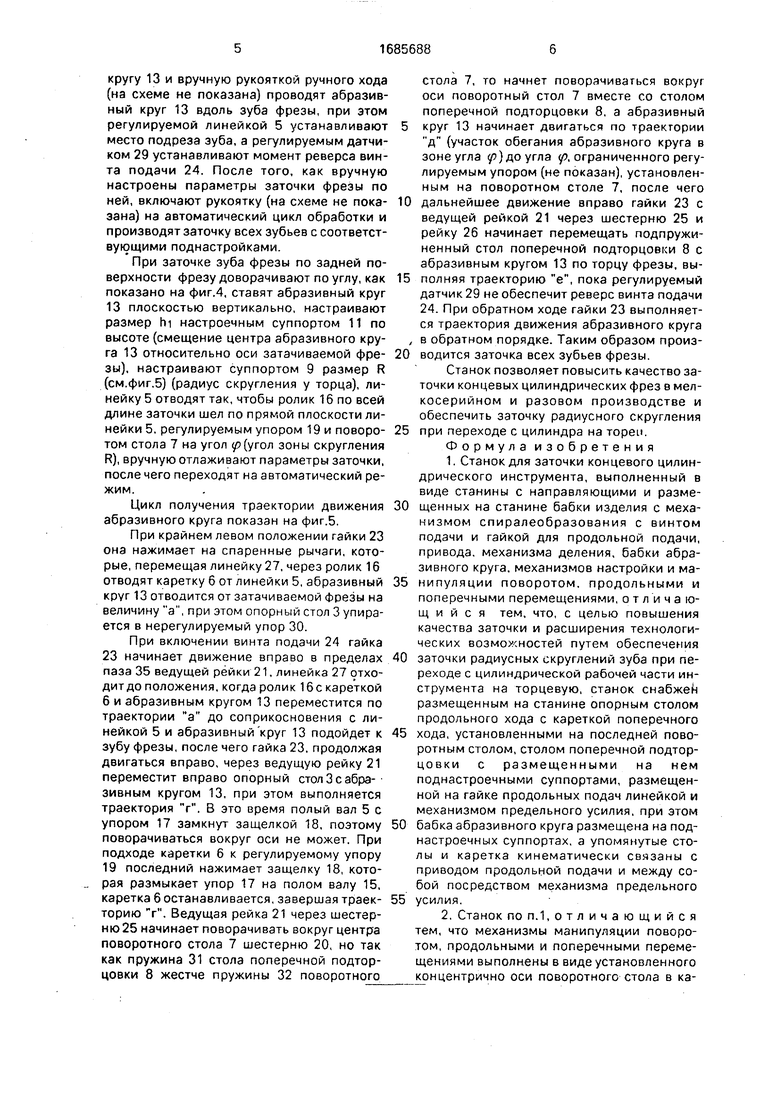
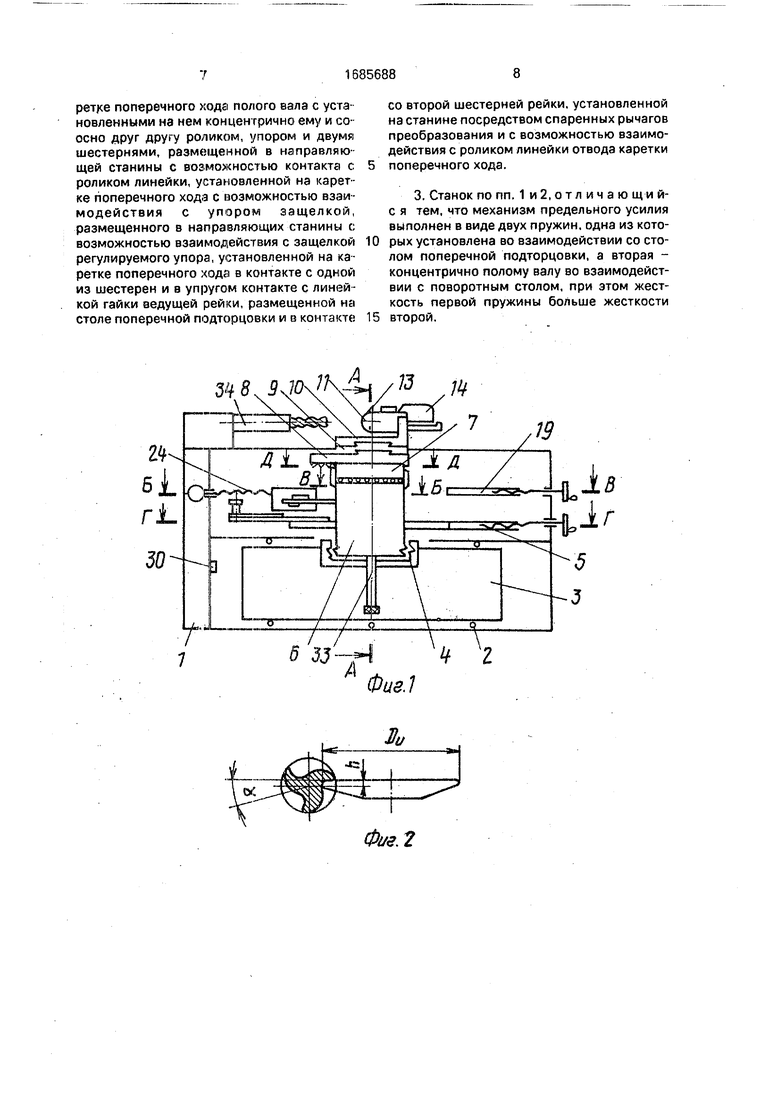
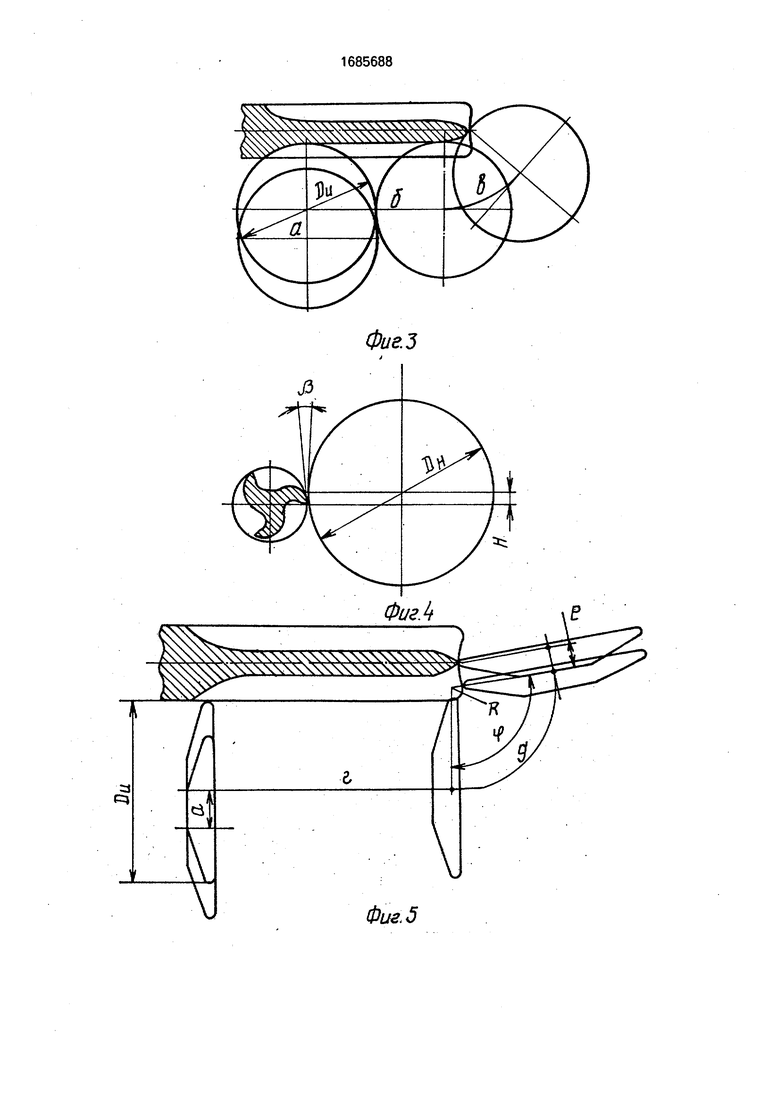
На фиг.1 показана схема общего вида станка; на фиг,2 - поперечное сечение профиля фрезы и ее относительное положение на станке при заточке передней поверхности зуба абразивным кругом; на фиг.З - схе- . ма траектории движения абразивного круга
относительно затачиваемой фрезы при заточке передней поверхности зуба; на фиг.4
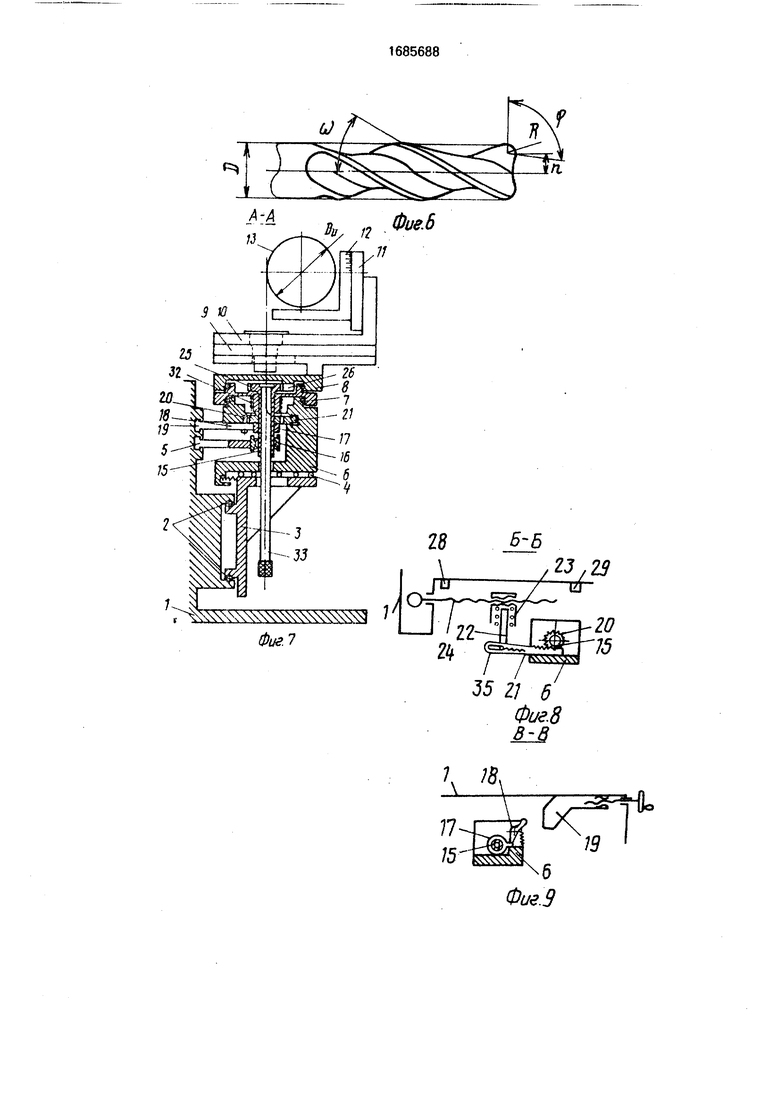
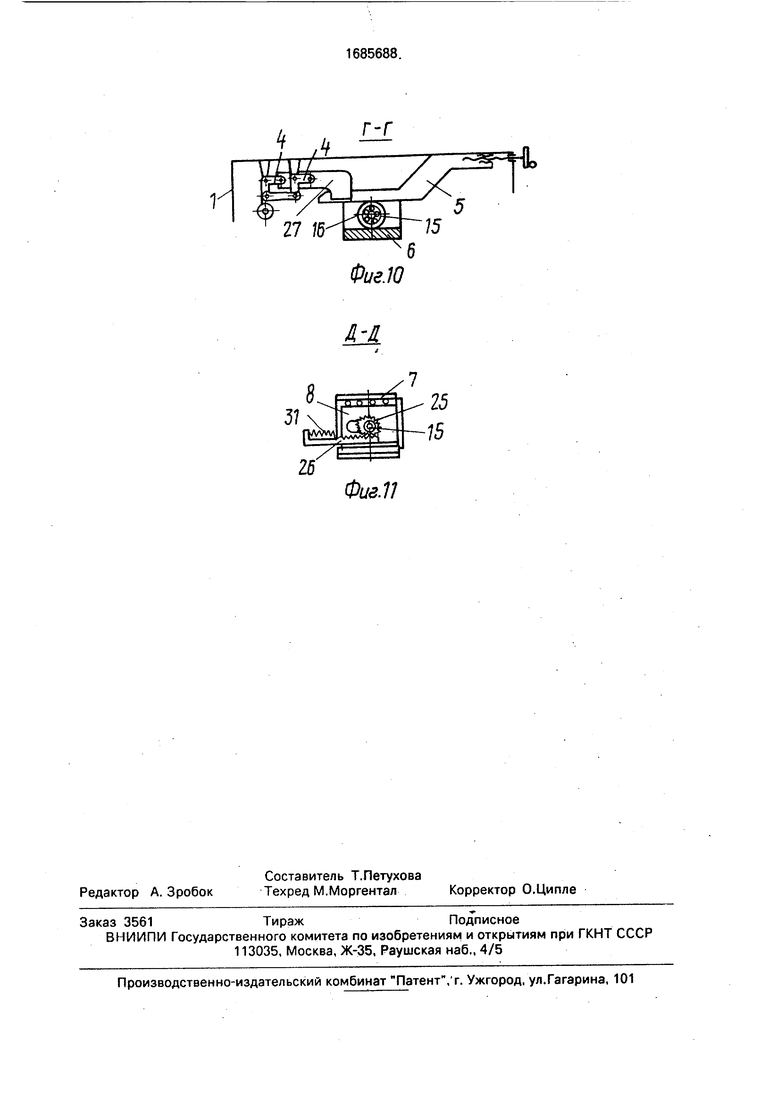
-поперечное сечение профиля фрезы и ее относительное положение на станке при заточке задней поверхности зуба, на фиг.5 схема траектории движения абразивного круга при загочке задней поверхности зуба на цилиндрическом участке фрезы с переходом на торце через радиусное скругление; на фиг.6 - концевая цилиндрическая фреза: на фиг.7 - поперечный разрез А-А на фиг.1, через ось поворота поворотного стола; на фиг.8 - разрез Б-Б на фиг. 1; на фиг.9 - разрез В-В на фиг.1; на фиг.10 - разрез Г Г на фиг.1: на фиг.11 - разрез Д-Д на фиг.1.
На передней части станины 1 на опорах качения 2 установлен опорный стол 3 продольного хода. На опорном столе 3 на опорах качения 4 установлена подпружиненная в сторону линейки 5. параллельной продольному ходу подачи, каретка поперечного хода 6, на которой смонтирован поворотный стол 7 с вертикальной осью поворота с ограничительными по углу поворота упорами, один из которых регулируемый (на схеме станка не показаны), на поворотном столе 7 смонтирован стол поперечной подторцовки 8 с исходным направлением траектории его возможного перемещения параллельно ходу подачи, на котором установлены настроечные суппорты: суппорт 9 установки на радиус, суппорт 10 для установки на нулевое положение абразивного круга относительно диаметра затачиваемой фрезы, суппорт 11 для установки высоты, суппорт 12
-установка угла разворота. На суппорте 12 установлена бабка абразивного круга 13 с приводом 14. На оси поворотного стола 7 установлен полый вал 15, в нижней части которого установлен ролик 16. опирающийся на регулируемую линейку 5, установленную в направляющих станины 1 Выше по полому валу 15 закреплен упор 17, контактирующий с подпружиненной защелкой 18, а та. в свою очередь, может контактировать с установленным в направляющих станины 1 регулируемым упором 19, предназначенным для окончания продольного хода заточки перед переходом на обработку радиуса скругления, Еще выше по полому валу 15 установлена шестерня 20, находящаяся в зацеплении с ведущей рейкой 21, которая, в свою очередь, пружинно соединена с подвижной линейкой 22 гайки продольных подач 23, находящейся в постоянном зацеплении с реверсивным винтом подачи 24. Шестерня 25 верхнего конца полого вала 15 входит в зацепление с рейкой 26 подпружиненного стола поперечной подторцовки 8, На станине 1 в зоне исходного положения
установлена на спаренных рычагах преобразования линейка 27 отвода каретки поперечного хода 6. Величина хода гайки 23 ограничена нерегулируемым 28 и регулируемым 29 датчиками. Продольное перемещение опорного стола 3 в исходное положение ограничено упором 30. Стол поперечной подторцовки 8 удерживается в исходном положении пружиной 31, а поворотный стол 7
0 - пружиной скручивания 32. Пружина 31 по отношению к пружине 32 более жесткая. Пружины 31 и 32 образуют механизм предельного усилия, посредством которого столы 3, 7, 8 и каретка поперечного хода 6
5 кинематически связаны между собой.
Внутри полого вала 15 размещен установочный /пор 33 для настроек нулевых значений положения абразивного круга 13. В верхней части станины 1 в зоне взаимодей0 ствия с абразивным кругом 13 установлена бабка 34 для крепления фрезы (изделия). В ведущей рейке 21 имеется паз 35 для подпружиненного ее сцепления с подвижной линейкой 22 гайки 23.
5Полый вал 15, ролик 16, упор 17, шестерни 20 и 25, регулируемая линейка 5. защелка 18, регулируемый упор 19, подвижная линейка 22, гайка 23, ведущая рейка 21, рейка 26, спаренные рычаги и линейка 27 образу0 ют механизмы манипуляции поворотом, продольным и поперечным перемещениями бабки абразивного круга 13.
При заточке фрезе сообщается поворот вокруг своей оси, а абразивный круг 13, ус5 тановленный на настроечных суппортах, за счет механизмов манипуляции может устанавливаться и настраиваться для получения необходимой траектории перемещения относительно затачиваемой фрезы, обеспечи0 вая положения и траектории перемещения, показанные на фиг.1, 2, 3, 4 и 5.
Заточка концевых цилиндрических фрез производится следующим образом. При необходимости заточки фрезы в лю5 бом режиме поднимают установочный упор 33 до оси затачиваемой фрезы и настроечными суппортами устанавливают абразивный круг 13 на нулевые значения по его торцу и периметру,
0При заточке зуба фрезы по передней
поверхности (см.фиг.1 и 2) разворачивают абразивный круг 13 на угол ш(угоп наклона зубьев фрезы по ее наружному диаметру) и устанавливают расчетный размер h (смеще5 ние торца абразивного круга 13 относительно оси фрезы), устанавливают шаг спирали затачиваемой фрезы посредством механизма спиралеобразования (не показан). По- дворотом шпинделя бабки 34 вокруг его оси ориентируют зуб фрезы по абразивному
кругу 13 и вручную рукояткой ручного хода (на схеме не показана) проводят абразивный круг 13 вдоль зуба фрезы, при этом регулируемой линейкой 5 устанавливают место подреза зуба, а регулируемым датчиком 29 устанавливают момент реверса винта подачи 24. После того, как вручную настроены параметры заточки фрезы по ней, включают рукоятку (на схеме не показана) на автоматический цикл обработки и производят заточку всех зубьев с соответствующими поднастройками.
При заточке зуба фрезы по задней поверхности фрезу доворачивают по углу, как показано на фиг.4, ставят абразивный круг 13 плоскостью вертикально, настраивают размер hi настроечным суппортом 11 по высоте (смещение центра абразивного круга 13 относительно оси затачиваемой фрезы), настраивают суппортом 9 размер R (см.фиг.5) (радиус скругления у торца), линейку 5 отводят так, чтобы ролик 16 по всей длине заточки шел по прямой плоскости линейки 5. регулируемым упором 19 и поворотом стола 7 на угол р (угол зоны скругления R), вручную отлаживают параметры заточки, после чего переходят на автоматический режим.
Цикл получения траектории движения абразивного круга показан на фиг.5.
При крайнем левом положении гайки 23 она нажимает на спаренные рычаги, которые, перемещая линейку 27,через ролик 16 отводят каретку 6 от линейки 5, абразивный круг 13 отводится от затачиваемой фрезы на величину а, при этом опорный стол 3 упирается в нерегулируемый упор 30.
При включении винта подачи 24 гайка 23 начинает движение вправо в пределах паза 35 ведущей рейки 21, линейка 27 отходит до положения, когда ролик 16с кареткой 6 и абразивным кругом 13 переместится по траектории а до соприкосновения с линейкой 5 и абразивный круг 13 подойдет к зубу фрезы, после чего гайка 23, продолжая двигаться вправо, через ведущую рейку 21 переместит вправо опорный стол Зс абразивным кругом 13. при этом выполняется траектория г. В это время полый вал 5 с упором 17 замкнут защелкой 18, поэтому поворачиваться вокруг оси не может. При подходе каретки 6 к регулируемому упору 19 последний нажимает защелку 18, которая размыкает упор 17 на полом валу 15, каретка 6 останавливается, завершая траекторию г. Ведущая рейка 21 через шестер- ню25 начинает поворачивать вокруг центра поворотного стола 7 шестерню 20, но так как пружина 31 стола поперечной подтор- цовки 8 жестче пружины 32 поворотного
стола 7, то начнет поворачиваться вокруг оси поворотный стол 7 вместе со столом поперечной подторцовки 8. а абразивный
5 круг 13 начинает двигаться по траектории д (участок обегания абразивного круга в зоне угла у) до угла /), ограниченного регулируемым упором (не показан), установленным на поворотном столе 7, после чего
0 дальнейшее движение вправо гайки 23 с ведущей рейкой 21 через шестерню 25 и рейку 26 начинает перемещать подпружиненный стол поперечной подторцовки 8 с абразивным кругом 13 по торцу фрезы, вы5 полняя траекторию е, пока регулируемый датчик 29 не обеспечит реверс винта подачи 24. При обратном ходе гайки 23 выполняется траектория движения абразивного круга , в обратном порядке. Таким образом произ0 водится заточка всех зубьев фрезы.
Станок позволяет повысить качество заточки концевых цилиндрических фрез в мелкосерийном и разовом производстве и обеспечить заточку радиусного скругления
5 при переходе с цилиндра на торен. Формула изобретения
1.Станок для заточки концевого цилиндрического инструмента, выполненный в виде станины с направляющими и разме0 щенных на станине бабки изделия с механизмом спиралеобразования с винтом подачи и гайкой для продольной подачи, привода, механизма деления, бабки абразивного круга, механизмов настройки и ма5 нипуляции поворотом, продольными и поперечными перемещениями, отличающийся тем, что. с целью повышения качества заточки и расширения технологических возможностей путем обеспечения
0 заточки радиусных округлений зуба при переходе с цилиндрической рабочей части инструмента на торцевую, станок снабжен размещенным на станине опорным столом продольного хода с кареткой поперечного
5 хода, установленными на последней поворотным столом, столом поперечной подтор- цовки с размещенными на нем поднастроечными суппортами, размещенной на гайке продольных подач линейкой и механизмом предельного усилия, при этом
0 бабка абразивного круга размещена на под- настроечных суппортах, а упомянутые столы и каретка кинематически связаны с приводом продольной подачи и между собой посредством механизма предельного
5 усилия.
2.Станок по п.1,отличающийся тем, что механизмы манипуляции поворотом, продольными и поперечными перемещениями выполнены в виде установленного концентрично оси поворотного стола в каретке поперечного хода полого вала с установленными на нем концентрично ему и со- осно друг другу роликом, упором и двумя шестернями, размещенной в направляющей станины с возможностью контакта с роликом линейки, установленной на каретке поперечного хода с возможностью взаимодействия с упором защелкой, размещенного в направляющих станины с возможностью взаимодействия с защелкой регулируемого упора, установленной на каретке поперечного хода в контакте с одной из шестерен и в упругом контакте с линейкой гайки ведущей рейки, размещенной на столе поперечной подторцовки и в контакте
со второй шестерней рейки, установленной на станине посредством спаренных рычагов преобразования и с возможностью взаимодействия с роликом линейки отвода каретки поперечного хода.
3. Станок по пп. 1 и 2, о т л и ч а ю щ и й- с я тем, что механизм предельного усилия выполнен в виде двух пружин, одна из которых установлена во взаимодействии со столом поперечной подторцовки, а вторая - концентрично полому валу во взаимодействии с поворотным столом, при этом жесткость первой пружины больше жесткости
второй.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU252874A1 |
| Станок для заточки режущего инструмента | 1988 |
|
SU1565654A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Устройство для заточки фрез | 1981 |
|
SU1096084A1 |
| Заточной станок | 1980 |
|
SU891348A1 |
| Станок для заточки зубьев пил | 1991 |
|
SU1808528A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для заточки концевых фрез Цель изобретения - повышение качества заточки и расширение технологических возможностей путем обеспечения заточки радиусных закруглений зуба при переходе с режущей цилиндрической части фрезы на торцовую На станине 1 станка установлен опорный стол 3 продольного хода, на котором размещена подпружиненная в сторону линейки 5 каретка поперечного хода 6 с поворотным столом 7, на последнем установлен стол поперечной подторцовки 8 с настроечными суппортами 9. 10. 11 и 12. Бабка абразивного круга 13 установлена на суппорте 12. Концентрично оси поворотного стола 7 в каретке б установ/ лен полый вал 15, снабженный в контакте с линейкой 5 роликом 16, упором 17, взаимодействующим с защелкой 18. Последняя установлена с возможностью контакта с регулируемым упором 19. Шестерня 20 находится в мцвплении с ведущей рейкой 21, соединенной с подвижной линейкой гайки, взаимодействующей с реверсивным винтом подачи. Шестерня 25 находится в зацеплении с рейкой 26 стола поперечной подторцовки 8. На спаренных рычагах установлена линейка (не показана) отвода каретки поперечного хода 6. Стол поперечной подторцовки 8 удерживается в исходном положении пружиной, а поворотный стол 7 - менее жесткой пружиной 32. Упомянутые пружины образуют механизм предельного усилия, а элементы, обозначенные поз 15,16.17.19.20,21,22,23,25.26.27,- механизмы манипуляции поворотом, продольным и поперечным перемещениями бабки абразивного круги 13. При заточке фрезе сообщают поворот вокруг своей оси, а абразивный круг 13 посредством механизмов манипуляции устанавливается и настраивается для получения необходимой траектории перемещения относительно затачиваемой фрезы. 2 з.п. ф-лы, 11 ил. сл с о 00 сл о 00 00
Фиг.2
Я
/л
з Э
Фие.3
Фиг А
Фиг. J
00 00 (О
ю со
(О
а
«« iQ
ю
I
Фиг.П
г-г
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
