1 ..„
Изобретение относится к дозирующим. устройствам и может быть использовано в качестве машины для литья металлов под давлением.
Известно дозирующее устройство для литья металлов под давлением, содержащее соединенный с плавильной печью распределитель, связанный посредством труб с дозирующим цилиндром в виде стакана с подвижным дном и поршня для выталкивания жидкого металла из стакана в литейную форму fl3.
Наиболее близким к изобретению по технической сущности является дозирующее устройство к машине для литья пветНЬ1Х металлов под давлением, содержащее связанный с плавильной печью распределитель, выполненный в виде резервуара с подвижными запорными элементами отверстий в дне, соединенных трубопроводами -с несколькими линиями подачи жидкого металла, каждая из которых включает дозирующий стакан с подвижным дном и выталкивающий поршень .
Однако указанное устройство не обеспечивает регулирование хода поршня и его усилия, а также не обеспечивает одновременную подачу разных по величине доз.
Целью изобретения 5шляется обеспечение одновременного дозирования различных по величине доз и автЬматизапии их регулировки.
Для достижения этой «ели в устройстве каждая из линий снабжена пневмоприводом в виде двух поршневых цилиндров, первый из которых связан с вьгталкивающим поршнем, а второй - с дном стакана, при этом запирные элементы распределители выполнены в виде поворотных дисков с несколькими сквозными отверстиями разного диаметра, расположенных на выполненных в основании распределителя выступах с выпускными отверстиями.
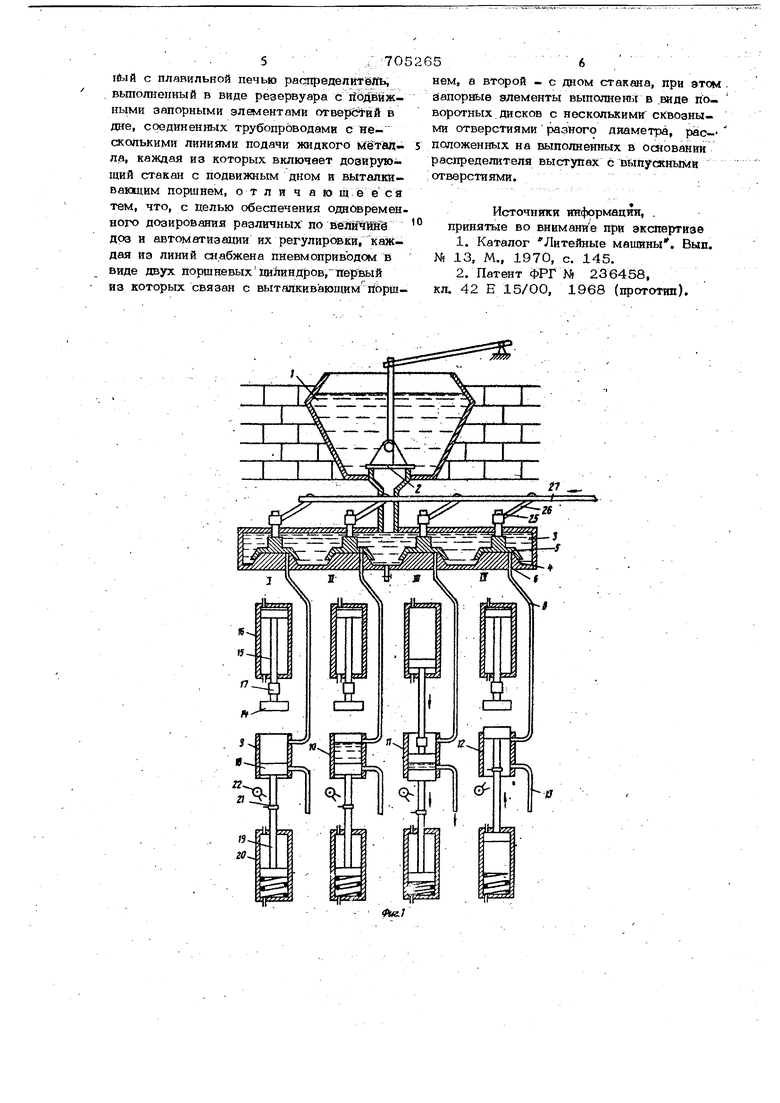
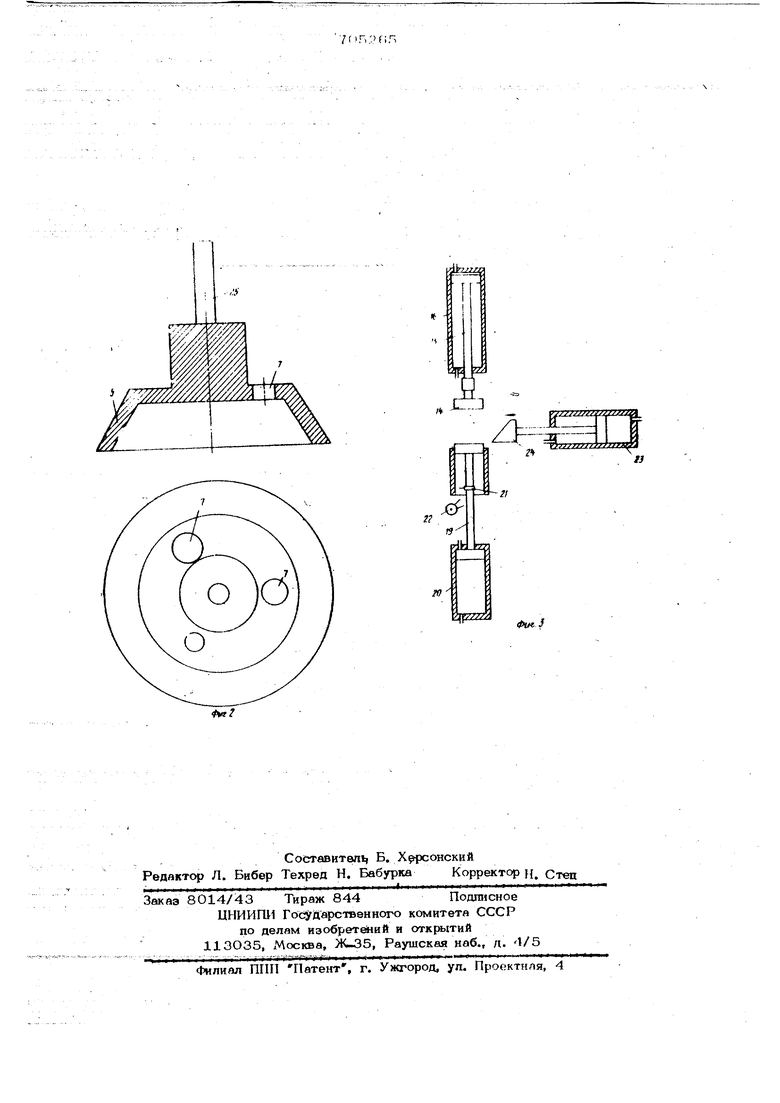
На фиг, 1 схематически показано предлагаемое дозирующее устройство (изобра« жены 4 рабочих стакана в последовательных стадиях работы устройства); на фиг. 2дозируюпшй орган распределителя в двух ,Г У - . З ; 7 проекциях; ня фиг. 3 - один из рабочих станков со скребковым устройством. Плавильная печь 1 (фиг. 1), снабженная клапаном 2, соединена с полым распределителем 3 (в качестве примера показан распределитель с четырьмя каналами). На выступах 4 установлены, дозирующие органы 5. Выступ 4 выполнен, например, в виде усеченного конуса и имеет отверстие 6. Дозирующий орган 5 (фиг. 2) выполнен по форме выступа 4, к KOTopoSij oii приле гает, в виде чащки и снабжен нескольким (на чертеже тремя) пропускными отверстиями 7. Распределитель соединен трубами 8с рабочими стакт ами 9, 10, 11 и 12 соо ветствуюишх линий подачи металла. Рабочие стаканы снабжены отводящими трубами 13. Поршни 14 рабочих стаканов закреппфгк н штоках 15 пневмощлйндров 16. Штоки 15 снабжены регулировочными гай ками 17 для установления исходного положения поршней 14. Дно 18 kaждoгo из рабочих стаканов выполнено подвижным и закреплено на штоке 19 пнёвможлиндра 20. Последний снабжен пружиной, установленной в части. На штоках 19 закреплены так же выступы 21, взаимодействующие в пр цессе работы с пневморегуляторами 22, которые на фиг. 1 показаны условно. Пне морегуляторы 22 связаны с пневмовдлинд рами 23 (. 3), на штоках которых за креплёны скребки 24. Пневмоцилиндры 23 Смонтированы так, что перемещения их штокбв перпендикулярны ходу подёижного дна 18 рабочих стаканов. На осях 25 дотирующих органов 5 закреплены кронштейны 26, соединенные шарнирно с шатуном 27, совершающим возвратно-поступательное движение. Устройство работает следующим образом. В исходном положении (фиг. 1 положение Г) отверстие 6 на выступе 4 перекр то дозирующим органом 5. Поршень 14 выдвинут из рабочего стакана и находится, в наивысшем своем положении. Дно is стакана находится в положении, когда своей боковой цилиндрической поверхностью перекрывает отверстие отводящей трубы 13. При перемещении шатуна 27 влево (как это указано на чертеже стрелкой) ж поворачивает кронштейн .26 сав54, дозирующий 5 BOKpyi cjujeft оси на определенШ)1й ут-ол. n portycKHoe отверстие 7 проходит над отверстием О, и в Т( чении времени этого прохождения происходит дозированное поступление ЖИДКОГО металла в рабочий стакан (фиг. 1, положение /7 ). Сжатый воздух: поступает- в пневмоодлиндр 16 и выдригает поршень 14, который проходит в рабочий стакан ((|вг. 1, положение .Щ ) и создает давление на жидкий металл. Под действием этого давления дно 18 перемеацается, как это показано стрелкой, настолько, что отверстие отводящей трубы 13 открывается и жидкий металл под давлени ем поступает в литформу. При этом пружина в пневмоцилиндре 20 сжимается. После окончания операади литья порщень 14 возвращается в исходное положение, сжатый воздух поступает в нневмоцилиндр 2О и выдвигает штоком 19 дно 18 стакана (как это показано стрелкой на фиг. 1, положение /7 , . При перемещении штока 19 вверх закрепленный на нем кулачок 21 взаимодействует с пневморегулятором 22, по всрачивает его и, тем самьгм, включает пОДаЧу сжатого воздуха в пневмоцилиндр 23 (фиг. З). При выдвижении штока пневмоцилиндра ,23 скребок 24 очищает поверхность дна 1.8 от оставшихся, затвердевших остатков Металла (прессостатка). Возврат скребка 24 в исходное положение происходит, когда шток 19 перемещается вниз и установленный на нем кулачок 21 переводит пневморегулятор 22 в первоначальное положение. Таким образом, управление работой пнезмоцилиндра 23 осуществляется кулачком 21 1ФИ работе пневмоцилиндра 20, а управление работой пневмощлйндров 16 и 20 осуществляется от отдельного не показанного на чертежах устройства уп-. равления, работа которого связана с перемещениями шатуна 27. Для переналадки распределителя оспа1бляют кронштейн 26, до йрующйй орган 5 переставляют в другое положение и вновь закрепляют кронштейн 26. Теперь уже при работе устройства над отверстием 6 будет проходить отверстие 7 с другим диаметром. Формула изобретения . :. : Дозирующее устройство для литья металлов под давлением, содержащее связан.
5 ,;;70
с плавильной печью pacnpeflenHfeffb, вьшолненный в виде резервуара с йбДЁйжными запорными элементами отверйгий в дне, соединенных трубопроводами с несжопькими линиями подачи жидкого метйдла, каждай из которых включает дозирующий стакан с подвижным дном и выталкивающим поршнем, от л и ч а ю щ.ё е ся тем, что, с целью обеспечения однОвременного дозирования различных по ВёЩЗДнё дрз и автоматизации их регулировки, каждая из линий снабжена пневмоприводом в виде двух поршневых1ш 1Индров,тпгервьШ из которых связан с вытялкив ающим й6р1а 656
нем, а второй - с дном стакана, при этом йапорные элементы выполнешл в .виде поворотных дисков с несколькими сквозными отверстиями разного диаметра, полож8ннь1х на выполненных в основании распределителя выступах с выпускными
отверстиями.
Источники информации, принятые во внимание при экспертизе
1.Каталог Литейные машины. Вып. W 13, М., 1970, с. 145.
2.Патент ФРГ NJ 236458,
кл. 42 Е 15/00, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Пресс с безмуфтовым включением ползуна | 1991 |
|
SU1811951A1 |
| ДЕЛИТЕЛЬНО-ЗАКАТОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БАРАНОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2433592C1 |
| Электролизер для получения алюминия | 1988 |
|
SU1560636A1 |
| Карусельная установка для штамповки жидкого металла | 1973 |
|
SU445521A1 |
| Предохранительный клапан | 1987 |
|
SU1717795A2 |
| Переносной манипулятор доения коров | 2023 |
|
RU2801542C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Дозатор быстрополимеризующихся жидкостей | 1985 |
|
SU1317284A1 |
| СПОСОБ НАДДУВА В ЦИЛИНДР ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2509901C2 |
Z-Д
Т
tea
J
rtj
Z
я TZZZZZZZZZZ
w
рй-Л
г
Я7
ч /
