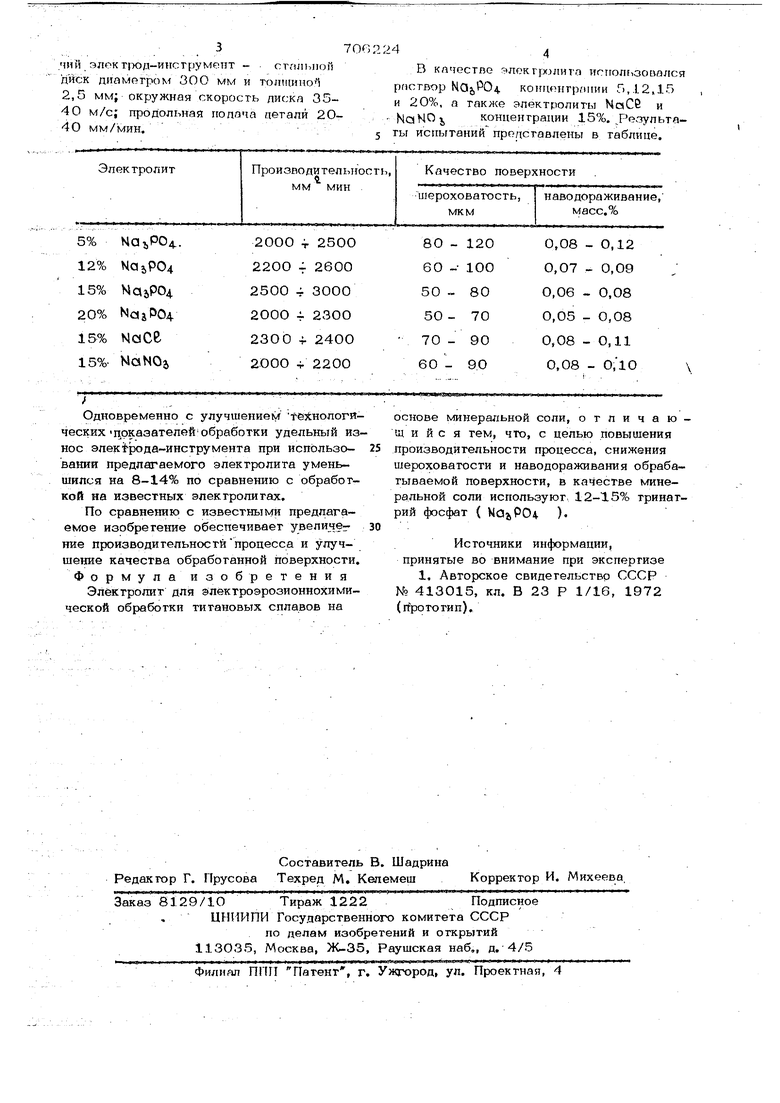
Изобретение относится к области машиносгроения и может быть использовано при электроэрозионнохимической обработк деталей из сплавов титана. Прогрессивный совмещённый процесс электроэрозионнохимическая обработка заключается в одновременном совмещении электрохимического растворения и эрозионного разрушения металла. Известны электролиты для злектроэрозионнохнмиче ской обработки металлов и сплавов, в то числе сплавов титана, на основе водных растворов минеральных солей, например, хлористого натрия, азотнокислого натрия концентрации 10-2О%. Известен электролит для электроэрозионнохимической обработки титановых сплавов на основе раствора хлористого натрия концентрации 12-15%. При параметрах процесса: напряжение 12В, ток 60А, технологическое время обработки (разрезания) деталей - трубок диаметром 10 мм и толщиной 1 мм составляет порядка -ISc. Как отмечалось выше. механическое применение для элекгроэрозионнохимической обработки электролитов, апробированных при электрохимической обработке, не обеспечивает высоких технологических показателей процесса. Целью изобретения является повышение производительности процесса, снижение шероховатости и наводоражнвания обрабатываемой поверхности. Поставленная цель достигаете я тем, , что в электролит входит раствор No jPO концентрации 12-15%. Пример. Предлагаемое изобретение было реализовано при электроэрозионнохимической обработке (разрезке) деталей из титановых сплавовВТ5Л, ВТ9Л и ТС6 на модернизированной полупромышленной установке на базе станка П11.1 30540. Параметры обработки были следующими: напряжение - постоянное 27 ЗОВ, .импульсное - 60-70В, частогя 400 Гц, подача электролита - ггруйионапорная совместно с центробежной; рпсход электролита 130-3 50 л/мпи,- . , . 370 чий . элекг|Х)д-инсгрумент - crnni noft диск днамогром 300 мм и тоищиио) 2,5 мм; окружная скорость диска 3540 м/с; продольная подача цеталй 2О40 мм/мин. . 224 В качестве элекг х лита исгюлв1Ооцался раствор . коипенграпии 5,12.15 и 2О%, а также электролиты NaC6 и NaNOj,концентрации 15%. Результа5 ты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для электрохимической обработки титановых сплавов | 1978 |
|
SU703294A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И СПЛАВОВ НА ЕГО ОСНОВЕ | 1991 |
|
RU2010895C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2357019C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ПЛАСТИНЧАТОГО ТОРСИНА НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА | 2014 |
|
RU2556251C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2355829C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2566139C2 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2007 |
|
RU2355828C2 |
| Электролит для размерной электрохимической обработки титана и сплавов на его основе | 1987 |
|
SU1465209A1 |
| Электролит для электрохимического маркирования титановых сплавов | 1990 |
|
SU1779494A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК ТУРБОМАШИН | 2022 |
|
RU2784942C1 |
Одновременно с улучшением технологических-показателейобработки удельный износ элек рода-инструмента при использовании Предлагаемого электролита уменьшился на 8-14% по сравнению с обработкой на известных электролитах.
По сравне гаю с известными предлагаемое изобретение обеспечивает увеличе ние производительностипроцесса и улучшение качества обработанной поверхности. Формула изобретения
Электролит для элёктроэрозионнохимической обработки титановых сплавов на
основе минерагшной соли, отличающийся тем, что, с целью повышения производительности процесса, снижения шероховатости и наводораживания обрабатываемой поверхности, в качестве минеральной соли используют 12-15% тринатрий фосфат ( NOiPOi )
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 413015, кл. В 23 Р 1/16, 1972 (фототип).
