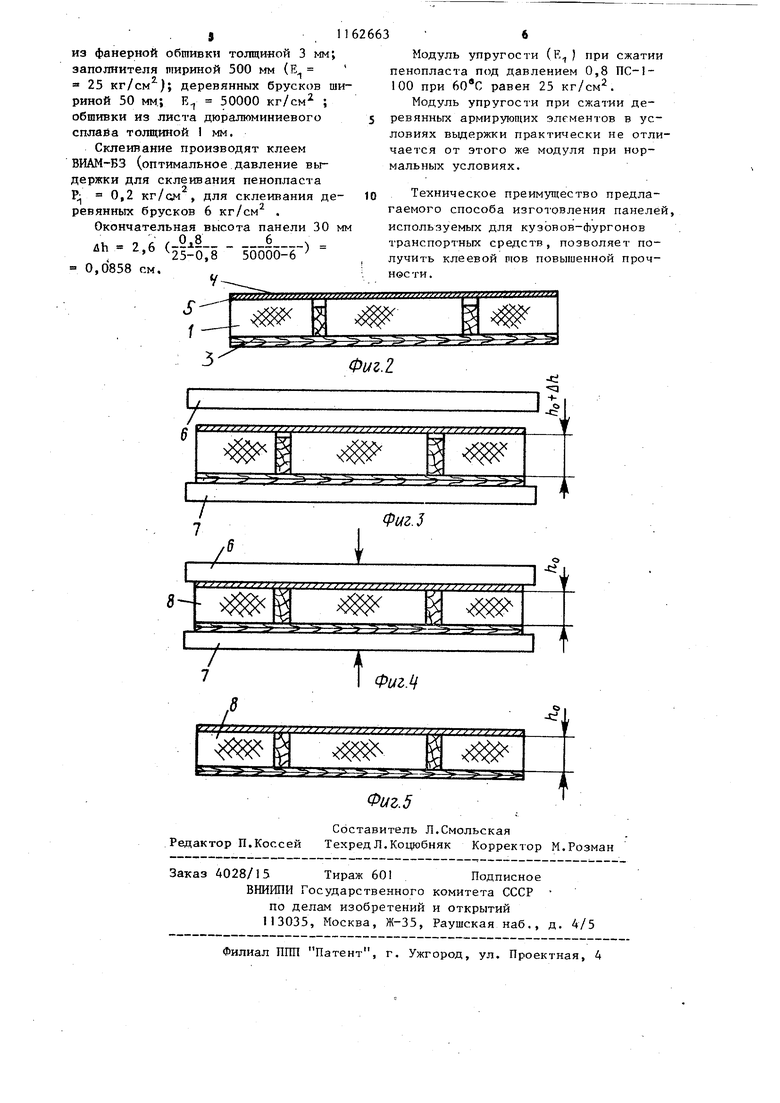
11 Изобретение относится к способам изготовления слоистых изделий, в частности к способам изготовления панелей, и может найти применение при изготовлении кузовов-фургонов транспортных средств. Изобретение может быть использовано преимущественно при изготовлении панелей с легким заполнителем, армированным, например, деревянными брусками,, Кроме того, изобретение может быть использовано при изготовлении различных панелей, средняя часть которых состоит по крайней мере из двух материалов с различными по величине модулями упругости при сжатии например в строительной отрасли. Известен способ изготовления слоистого пластика, состоящего из наружных облицовочных пленок изаключенной между ними прослойки из пенопластового заполнителя, заключающийся в дозированной подаче вспенивающейся композиции в зазор между облицовочными пленками и последуннцим вспениванием ее при непрерьгоном протягивании получаемого материала через формующую камеру О 3Недостатком данного способа является сложность изготовления прочных и жестких панелей с армированным заполнителем, а повьшение прочности па нели получают только увеличением удельного веса заполнителя или толщины обшивок, Одним из эффективных методов улуч щения или изменения свойств пенопластов в нужном направлении является введение в их состав древесных ма териалов в виде отдельных вклеенных полос, расположенных на определенном расстоянии друг от друга. Наиболее близким по технической сущности к изобретению -является способ изготовления слоистых панелей преимущественно для кузова транспорт ного средства, состоящих из двух обашвок и расположенных между ними заполнителя и армирующих элементов, включающий в себя изготовление обшивок, заполнителя и армирующих элемен тов , подготовку поверхностей к склеи ванию, нанесение клеевого-состава, создание температуры и давления выдержки и поддержание их в течение времени вьдержки 2, Недостатком известного способа яв ляется низкая прочность готовых па3нелей, так как прочность клеевого шва cyп ecтвeннo зависит от давления при вьщержке; Давление (вьщержка никогда не должно быть вьше указанного в документации на клей, так как это может повлечь за собой вытекание клея и образование голодного клеевого соединения. Так как для материалов с разными модулями упругости при сжатии эти давления различны, то оптимальные давления для каждого материала не получают. Цель изобретения является увеличение прочности панелей. Указанная цель достигается тем, что согласно способу изготовления слоистых панелей, преимущественно для кузова транспортного средства, состоящих из двух обшивок и расположенных между ними заполнителя и армирующих элементов, включающему в себя изготовление обшивок, заполнителя и армирующих элементов, подготовку поверхностей к склеиванию, нанесение клеевого состава, создание температуры и давления вьщержки и поддержание их в течение времени выдержки, при изготовлении обшивок, заполнителя и армирующих .элементов слои заполнителя и армирующих элементов изготавливают различными по высоте с превышением высоты заполнителя, при этом разность высот определяют по формуле ЛЬ ЬЛ где &h разность толщин деталей заполнителя и армировки, (MM); hp - окончательная толщина деталей под давлением вьдержки, (мм1; Р - оптимальное давление вьщержки материала заполнителя, кг/см ; Pj - оптимальное давление вьщержки материала армировки, 3 кг/см ; Е - модуль упругости при сжатии материала заполнителя, кг/см ; EJ - модуль упругости при сжатии материала армировки, кг/см , Предлагаемый способ изготовления слоистых панелей с заполнителем, армировкой и обшивками, преимущественно кузовов-фургонов транспортных средств, содержит следующие операции; 3 изготовление обшивок, заполнителя и армирующих элементов; подготовку поверхностей к склеиванию заключающуюся, как правило,.в механической (зачистка, фугование, шлифование и T.nJ или химической (обезжиривание, нанесение разделяющего слоя и т.п. ) обработке; нанесение клеевого состава механическим или (для сложных деталей )ручным способом; создание дав ления и температуры выдержки и под держание их в течение времени выдержки с помощью гидро-(или пиевмо)пресса и электронагревателей. Кроме перечисленных существенных признаков, способ содержит следующий новый признак: при изготовлении обшивок , заполнителя и армирующих элементов слои заполнителя и армирующих элементов изготавливают различными по высоте с превышением высоты заполнителя, при этом разницу высот определяют по Формуле - ЛЬ h (--fl- ). I 1 -22 Ha фиг,1 изображены детали заполнителя (.пенопласт) и армирующих элементов (деревянные бруски ), расположенные на фанерной обшивке с нанесен ным клеевым составом, в разрезе; на фиг.2 - то же, поверх расположена вторая обшивка (лист из дюралюминиевого, сплава ); на фиг,3 - тО;же, дета ли расположены между ве.рхней и нижней плитой пневмопресса, на фиг.4 - то же, в условиях выдержки; на фиг,5 готовая склеенная панель. Не показаны приспособления, обеспечивающие фиксацию деталей заполнителя и армирующих элементов от перемещения в горизонатальной плоскости. Приме р. Изготавливают обшивки, заполнитель и армирующие элементы; производят подготовку поверхностей деталей заполнителя 1 армирующих элементов 2, фанерной обшивки 3 и обшивки А из дюралюминиевого сплава; наносят.клеевой состав 5 и устанавли вают детали заполнителя 1, армирующих элементов 2 и обшивок 3 и 4, при .этом детали 1. и 2 устанавливают,разной высоты, а разность высот определена по формуле Ь h.( - --Д-). 4 авливают детали между верхней ней плитами 6 и 7 пресса; соадавление Р и температуру вьщержподдерживают их в течение времездержки, при этом общее давление еделяют по формуле PiFi+PiFa общем виде 2. Pi Fi IF. Р - давление вьщержки всей панели, кг/см ; - оптимальное давление вьдержки для заполнителя, 3 кг/см ; - оптимальное давление вьщержки для армировки, кг/см ; .., - площадь заполнителя в сечении , перпендикулярном направлению воздействующей нагрузки, , - площадь армирующих элементов в сечению, перпендикулярном направлению воздействующей нагрузки, Fj - общая площадь склеиваемой панели в сечении, перпендикулярном направлению воздействующей нагрузки, см. казательством достижения цели тся тот Аакт, что Ь ЛЪ. - ЛЬ , й. - разность высот заполните-, ля и армирующих элементов, мм; лЬ - уменьшение высоты заполнителя в условиях выдержки, мм;й - уменьшение высоты армирующих элементов в условиях выдержки, мм. чит ho PI Ьо.Рг ( - - 1 2 . к ЛЬ Ё F извлекают готовую панель 8, ачестве конкретного примера с ственными величинами можно прирасчет при следующих исходных : изделие - панель, состоящая из фанерной обтивкн толщиной 3 мм заполнителя шириной 500 мм (Е 25 кг/см); деревянных брусков риной 50 мм,; R 50000 кг/см ; обшивки из листа дюралюминиевого сплайа толщиной 1 мм. Склеивание производят клеем ВИАМ-ВЗ (оптимальное давление выдержки для склеивания пенопласта Р- 0,2 кг/см , для склеивания д ревянных брусков 6 кг/см . Окончательная высота панели 30 ди - 7 А С дп - /,о .e 50000-6 0,0858 см. Модуль упругости (Е) при сжатии пенопласта под давлением 0,8 ПС-1100 при равен 25 кг/см. Модуль упругости при сжатии деревянных армирующих элементов в условиях вьщержки практически не отличается от этого же модуля при нормальных условиях. Техническое преимущество предлагаемого способа изготовления панелей, используемых для кузовов-фургонов транспортных средств, позволяет получить клеевой шов повышенной прочное ти. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТАЯ ПАНЕЛЬ | 1992 |
|
RU2029037C1 |
| Способ изготовления слоистых панелей | 1978 |
|
SU706377A1 |
| СИЛОВАЯ КОМПОЗИЦИОННАЯ ПАНЕЛЬ | 2022 |
|
RU2794604C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| Трехслойная панель | 1981 |
|
SU1004563A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ ЗВУКОПОГЛОЩАЮЩЕЙ ПАНЕЛИ | 2012 |
|
RU2504477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| ИНТЕГРАЛЬНАЯ ПАНЕЛЬ МИНИМАЛЬНОЙ МАССЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ДЛЯ ОБВОДООБРАЗУЮЩИХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2013 |
|
RU2542801C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 2017 |
|
RU2678814C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
СПОСОБ ИЗГОТОВЛЕПИЯ СЛОИС,ТЫХ ПАНЕЛЕЙ преимуп;ественно для кузова транспортного средства, состоящих из двух обшивок и расположенных между ними заполнителя и армирующих элементов, включающий в себя изготовление обшивок, заполнителя и армирующих элементов, подготовку поверхностей к склеиванию, нанесение клеевого состава, создание температуры и давления вьщержки и поддержание их в течение времени вьдержки, отличающийся тем, что, с целью увеличения прочности, панели. при изготовлении обшивок, заполнителя и армирующих элементов слои заполнителя и армирующих элементов изготавливают различными по высоте с превышением высоты запапнителя, при этом разность высот определяют по формуле Р2 Pi ), Ah h(; ,,-Р, .где ДЬ - разность высот деталей заполнителя и армирующих эле-ментов, мм; hjj - окончательная высота деталей под давлением вьщержки, мм; Р - оптимальное давление вьщерж(Л ки для материала заполнителя, кг/см ; Р. - оптимальное давление вьщержки для материала армирующих элементов, кг/см ; Е - модуль упругости при сжатии в условиях вьщержки материала заполнителя, кг/см ; Е. - модуль упругости при сжатии в условиях вьщержки для материала армирующих элементов, кг/см.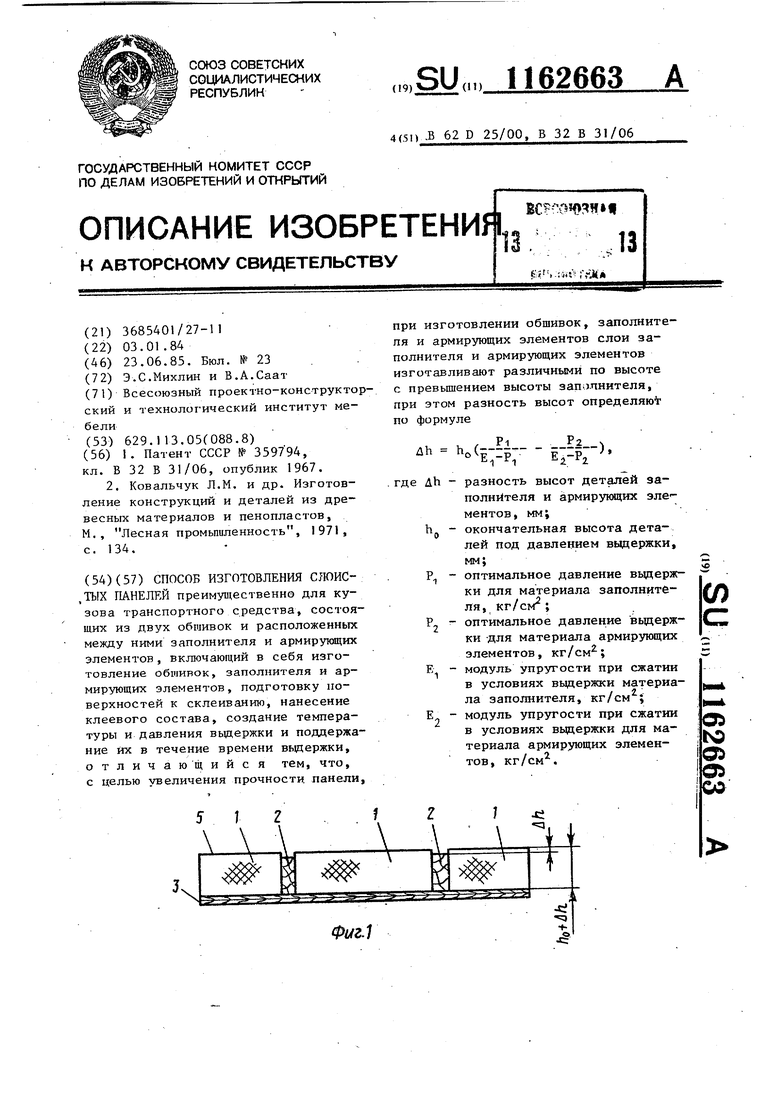
Фиг.:5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО ПЛАСТИКА | 0 |
|
SU359794A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ковальчук Л.М | |||
| и др | |||
| Изготовление конструкций и деталей из древесных материалов и пенопластов, М | |||
| , Лесная промьпиленность, 1971, с | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
