(54) ЛИНИЯ ДЛЯ ОБРАБОТКИ НАПОЛНЕННЫХ ЖЕСТHffflK БАНОК
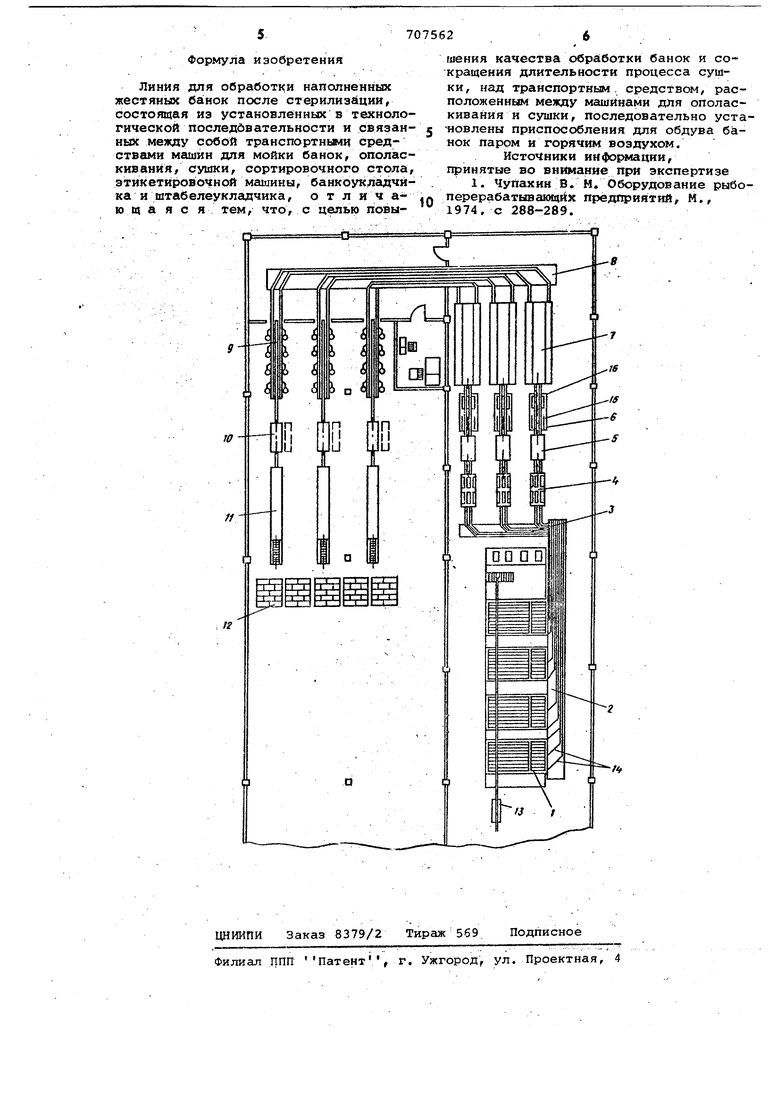
ПОСЛЕ СТЕРИШгЗАЦИИ назначен для создания двух организованных потоков банок, поступакндих от каждого разгрузчика, что необходймс для надежной работы последующего обо рУдования с максимальной производительностью. Так как разгрузчик айто гславкых корзин подает неравномерные порции банок, инспе :ционный транспорт тер вьтолняет роль аккумулятора перёДрегулирующим транспортером. йад лентой транспортера 2 уста:нЬвлены направляющие 14, которые разделяют поступающие банки от разгрузчика на два потока. . Регулирукадий транспортер 8, распо лоисенный между инспекционным транспортером 2 и машинами 4 для мойки ба нок, прёдназйачен для ограничения количества подаваемых банок к машиHaJM для мойкй и последующей операции Это обеспечивается определенной скоростью регулирующего транспортера. Приспособления 6 для обдува паром И воздухом смонтированы перёд ной машиной 7 И состоят из последовательно установленных с двух сторон течек перфорированных трубок 15 дли подачи пара и воздуховодов 16, подающих воздух от вентилятора высокого давления. . Пар и воздух подаются под углом к плоскости банок в пределах 15-20. За суигальной машиной 7 установлен распределительный транспортер 8, пре назначенный для вывода банок в друго помещение на последующие операции. Линия работает следуквдим образом. . Наполненная с помощью.электрической тали 13 банками автоклавная корзина подается в разгрузчик 1. Н,а горизонтальное полотно разгрузчика бан ки йыг ужаются из корзины по рциями регулируемым одним слоем, поступающим на наклонный транспортер (на схе ме не показано) , который выносит бан ки из разгрузчика на инспекционный транспортер 2. .,,..:., На транспортере производится разделение поступающих банок на лва потока. Вручную отбираются деформирО-ванные банки и контролируется органи зация потоков. Скорость инспекцион-. ного транспортера обеспечивает отвод . 6aHok, поступивших от разгрузчиков 1 для приема следующих порций банок. Инспекционный транспортер является также аккумулятором банЬк, так как регулирукадий транспортер имеет определенную пропускную способность, свя занную с производительностью оборудования, установленного в линии. Работа инспекционного 2 и регулирующего .3 транспортёров сглаживает неравномерность выдачи банок разгруз . чикам автоклавных корзин и позволяет максимально загрузить линию. В машине 4 банки моются щетками в мокхцем растворе и поступают в -)Прлас кивающую машину 5. Затем проходят че ез приспособления 6, где обдуваются аром из трубок 15. Эти трубки расоложены под углом к плоскости бани. Оставшиеся горячие капли от пар астично сдуваютсл горячим воздухом, одаваемы по воздуховодам 16, или робятся на несколько маленьких каель. , - Горячий воздух нагйетается вентилятором высокого давления, всасыающий которого забирает тработанный горячий воздух от суильной машины 1. ; Пройдя обработку паром и горячим оздухом, банки поступают в сушильную машину 7. Так как на поверхности банок остались лишь мелкие горячие капли, процесс сушки сократа.ется вдвое (до двух минут). Сушка осуществляется потоком горя чего воздуха, подаваемого вентилятором через калориферы. Дополнительно (на случай падения давления пара) установлены электрические нагреватель- . ные элементы (в частности инфракрасные лампы). . работа моёчно-сушильных машин сопровождается большими паровыми, тепловыми выделениями и большим шумом от вентиляторов. Поэтому в целях улучшения условий труда рабочих, занятых на сортировке банок и последующих операциях, банки из сушильной машины 7 направляются на распределительный транспорTepj который выводит банки в другое помещение и подает к сортировочному столу 9. На столе производится отбор бракованных банок по закаточному шву и другим дефектам, а также объединение двух потоков в один, который поступает при необходимости, на этикетировОчную машину или по течке к банкоуклад ику 11 и на штабелеукладчик 12. Ытабелирование производится на поддон, а затем .электропогрузчиком поддоны отправляются в склад на выдержку. . В линии предусмотрены электрическая и механические блокировки всех механизмов. В случае остановки одного из них останавливаются все предыду- . щие механизмы, что исключает завал ,; баржами неисправного механизма. Предлагаемая линия для обработки наполненнкк жестяных банок после стерилизации по сравнению с аналогичными линиями надежна в работе. Качество обрабатываемых консервцых банок соответствует ГОСТу. Линия позволяет увеличить производительность йдвое, увеличить условия труда обслуживающего персонала, обеспечить экономический эффект, составляющий 79 тыс.руб.
Формула изобретения
Линия для обработки наполненных жестяных банок после стерилизации, состоящая иэ установленных в технологической последйвательности и связанных между собой транспортньмч средствами машин для мойки банок, ополаскивания/ сушки, сортировочного Стола, этикетйровочной машины, банкоукладчйка и штабелеукладчика, о т л и ч аю щ а я с я тем, что, с целью повышения качества обработки банок и сокращения Длительности процесса сушки, над транспортным средством, расположенным между машинами для ополаскивания и сушки, последовательно установлены приспособления для обдува банок паром и горячим воздухом,
Источники информации, принятые во внимание при экспертизе
1. Чупаккн В. М. Оборудование рыбоперерабатывающих предприятий, М.. 1974, с 288-289.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сушки жестяных банок после мойки | 1975 |
|
SU729119A1 |
| МАШИНА ДЛЯ МОЙКИ БАНОК | 1971 |
|
SU418446A1 |
| Устройство для разгрузки автоклавных корзин | 1988 |
|
SU1634241A1 |
| ЛИНИЯ ПРОИЗВОДСТВА ПЮРЕОБРАЗНЫХ КОНЦЕНТРАТОВ ИЗ ПЛОДОВ, ЯГОД И ОВОЩЕЙ | 2008 |
|
RU2372819C2 |
| Линия для производства компотов из плодов | 1972 |
|
SU523685A1 |
| УСТРОЙСТВО для МОЙКИ и СУШКИ ВАВОК | 1970 |
|
SU281192A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЛЮКВЫ В САХАРНОЙ ПУДРЕ | 1995 |
|
RU2084167C1 |
| МАШИНА ДЛЯ МОЙКИ СТЕКЛЯННЫХ БАНОК | 1969 |
|
SU249956A1 |
| Машина для разгрузки автоклавных корзин с жестяными консервными банками | 1960 |
|
SU142517A1 |
| Машина для мойки стеклянных банок | 1959 |
|
SU133362A1 |
