(54) УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ КРУГЛОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспортирующее устройство | 1983 |
|
SU1098879A1 |
| Устройство для поперечного перемещения проката | 1980 |
|
SU921653A1 |
| Устройство для поштучной выдачи длинномерных изделий из пакета | 1990 |
|
SU1768482A1 |
| Устройство для поштучной разборки пакета проката | 1988 |
|
SU1687339A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1979 |
|
SU854847A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |
| ХОЛОДИЛЬНИК ПРОКАТНОГО СТАНА | 2001 |
|
RU2227075C2 |
| Устройство для поштучной поперечной передачи труб | 1982 |
|
SU1065056A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ РАСПЛАВА МЕТАЛЛА НА ТРУБЫ | 1996 |
|
RU2116375C1 |
Изобретение относится к прокатному производству и касается усовершенствования устройства для транспортировки и поштучного раэбора круглого проката.
Изобретение наиболее эффективно может быть использовано в линии отделки труб и круглого проката, где технологически требуется рассредоточить пакет проката в одну транспортную линию для дальнейшей задачи его в механиз ы и станки трубоотделкй.
Известно устройство для транспортировки и разбора пакета труб, содержащее вибрационный стол с системой рычагов и дозатор в виде двух регулируемых упоров, образующих со скосами поворачиваемых рычагов гнездо для приема одной штуки проката 1,
Недостатком этого устройства является сложность конструкции вибрационного стола с системой рычагов и дебалансным механизмом,что затрудняет наладку устройства.
Кроме того, при работе, этого устройства наблюдается повышенный шум.
Наиболее близким техническим решением к предложенному является устройство для транспортировки круглого проката, содержащее наклонный стеллаж, расположенные за ним винтовые шнеки с постоянным магом витков, их привод вращения и отводящий рольганг 2,
Цель изобретения - снижение шума при поштучной разборке лежащего на стеллаже проката.
.Для достижения этой цели в уст0ройстве для транспортировки труб, содержащем наклонный стеллаж, расположенные за ним винтовые шнеки, их привод вращения и отводящий рольганг, витки на шнеках выполнены с увеличи5вающимся в направлении перемещения проката шагом, а отводящий рольганг выполнен в виде пос71ёдовательно расположенных пар приводных роликов, нижний из которых - конусный и одна
0 его образующая размещена горизонтально, а верхний - цилиндрический и его ось составляет острый угол с осью конусного ролика.
Переменный шаг витков винтового
5 шнека позволяет нижний ряд проката растягивать быстрее, чем верхние i ряды. При этом верхние ряды опускаются вниз, сохраняя ориентированный ряд и снижая тем cawt-iM иум при по0
Штучной разборке пакета, а указанное выше выполнение рольганга за счет изменения угла между коническим и цилиндрическим роликами обеспечивает подачу проката с заданным технологическим интерваломо
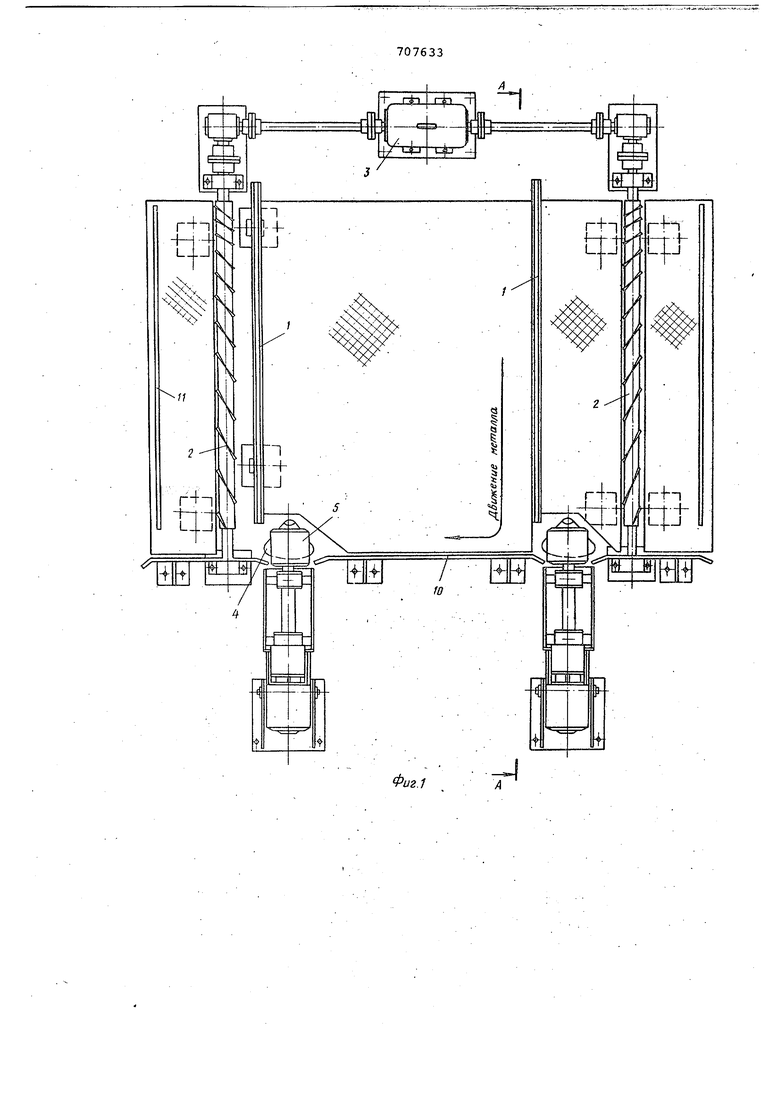
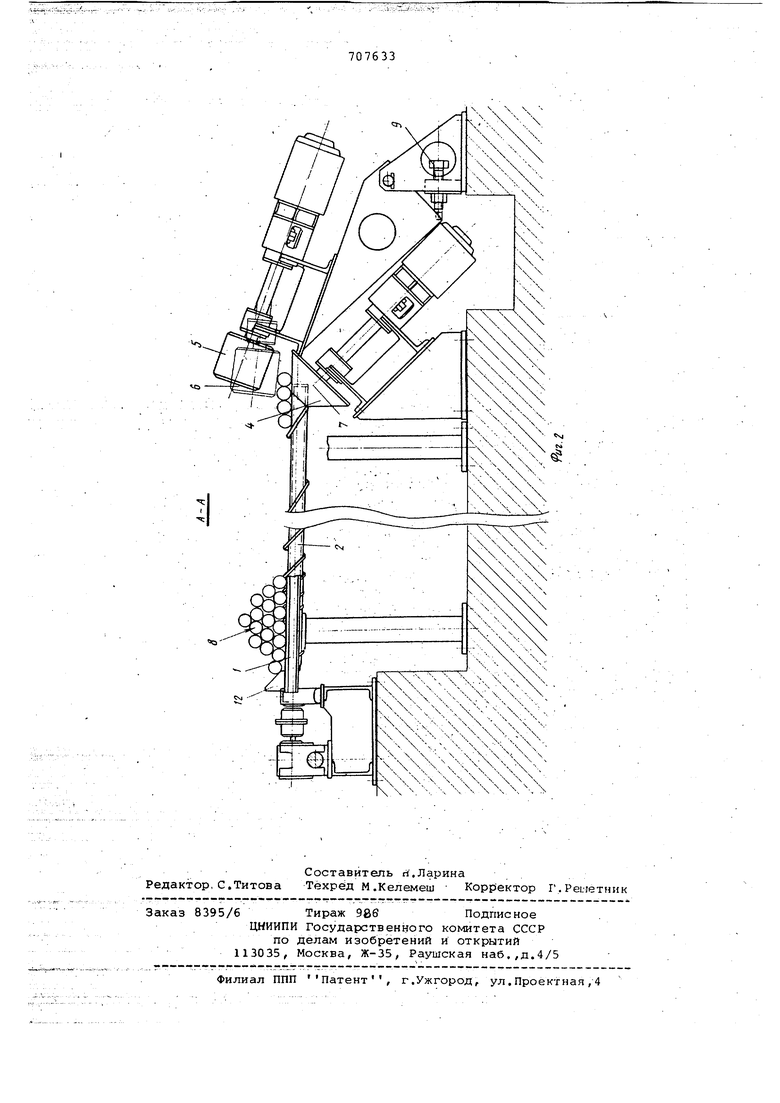
На фига 1 изображено предлагаемое устройство,, вид в плане; на фиг, 2 - разрез- А-А фиг, 1.
Устройство для транспортировки круглого проката содержит наклонный стеллаж, образованный решетками i, винтовые шнеки 2, ось которых расположена нихсе наклонных решеток, приво 3 винтовых шнеков и отводящий рольганг. Отводящий рольганг выполнен в виде последовательно расположенных пар приводных роликов 4 и 5, нижний 4 , из -которых - конусный и однаего образующая размещена горизонтально и параллельно оси шнеков, а верхний ролик 5 - цилиндрический и его ось 6 составляет острый угол с осью 7 конусного ролика 4,
Винтовые шнеки 2 выполнены с переменным шагом витков, увеличивающимся в направлении перемещения проката Последние витки шнеков выступают за конец наклонных решеток 1 и расположены так,что транспортируемый прокат 8 с последних витков шнеков попадает непосредственно на конусные ролики 4 отводящего рольганга
Цилиндрические ролики 5 рольганга являются прижимныьш. Угол менаду осями 6 .и 7 роликов 4 и 5 выбирается в зависимости от диаметра транепорти.руемого проката 8. и может быть установлен с помощью винта 9,
Наклонный сте,плаж снабжен ограничивающими подвижными упорами 10 и 11 и неподвижным упором 12, смонтированным на наклонной решетке 1.
При транспортировке прокат в виде пакета труб укладывается на наклонные решетки 1 стеллажа у края, где расположен неподвижный упор .12. При этом, так как ось винтового шнека.2 расположена ниже наклонной регаетки, нагрузка от веса пакета действует только на наклонную решетку Включением привода 3 приводятся во вращение винтовые шнеки 2 о Так как шнеки выполнены с переменным шагом витков, увеличивающимся в направлении перемещения проката, то витки шнеков, расположенные выше уровня наклонных решеток, захватывая нижний ряд пакета труб, растаскивают его в сторону
отводящего рольганга от места загрузки быстрее, чем верхние ряды. Верхние ряды при этом плавно опускаются вниз, занимая место предыдущего растранспортируемого ряда. С последних витков винтового шнека прокат попадает на конусные ролики 4 отводящего рольганга. Прижимные цилиндрические ролики 5 настроены в это время так, что на рольганг может подаваться только один ряд труб.
Попав на ролики 4 рольганга трубы по мере продвижения по образующей-этого ролика, набирают скорость и под действием ролика 5, вращаемого в сторону противоположную вращению конусного, ролика, происходит поштучная выдача труб. Скорость выдачи регулируется положением подвижного упора 10, определяющим местонахождение проката на образующей конусного ролика либо наклоном прижимного ролика. В результате этого, поперечная выдача труб может осуществляться с заданным технологическим интервалом.
Предложенное устройство для транспортировки проката, имея простое конструктивное выполнение, надежно в работе и позволяет производить с минимальным шумом ориентированный развал пакета и ускоренную поштучную выдачу проката.Формула изобретения
Устройство для транспортировки круглого проката, содержащее наклонный стеллахс, расположенные за ним винтовые шнеки, их привод вращения и отводящий рольганг, о т л и ч а ющ ё е с я тем, что, с целью снижения шума при поштучной разборке лежащего на стеллаже проката, витки на шнеках выполнены с увеличивающим:;я в направлении перемещения проката шагом/ а отводящий рольганг выполнен в виде последовательно расположенных пар
.приводных роликов, нижний из KOTOpbilXконусный и одна его образующая размещена горизонтально, а верхний - цилиндрический и его ось составляет острый угол с осью конусного ролика,
Источники информации, принятые во внимание при.экспертизе
2,Патент ФРГ № 122331,
кло 7а, 43/00, 1962 (прототип). к
«о
