(54) УСТРОЙСТВО ДЛЯ РАЗДЖЧЙ ТРУБ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раздачи труб | 1978 |
|
SU679285A1 |
| Устройство для раздачи труб | 1977 |
|
SU638405A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБ | 2006 |
|
RU2335371C2 |
| Штамп для дорнования трубчатых деталей | 1982 |
|
SU1072959A1 |
| Устройство для раздачи концов труб теплообменников | 1990 |
|
SU1776478A1 |
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для дорнования отверстий трубы | 1988 |
|
SU1602711A1 |
1
Изобретение относится к раздаче диаметра труб обработкой давлением.
Известно устройство для раздачи труб, имеющее стержень, на конце которого закреплен дорн, выполненный в виде цилиндра с направляющим конусом илишлошного кольца 1.
Так как труба дорнируется при ходе стержней вперед, то стержни с закрепленными на концах дорнами работают на сжатие, а вследствие больщой длины (1500 мм) и малого диаметра (20 мм) стержней, применяемых при дорнировании труб (нагреватели конвектора по ГОСТ 20949-75), возникает явление продольного изгиба. Стержни быстро выходят из строя.
Известно также устройство для раздачи труб, содержащее ползун с приводом перемещения, установленный в ползуне стержень с цанговым дорном на конце и смонтированную в стержне с возможностью осевого перемещения разжимную оправг с коническим хвостовиком, взаимодействующим с дорном 2.
Но при разделении трубы наружный диаметр дорна изнащивается, что Приводит
К уменьшению дйШётра Трубы, а следовательно, и к некачественному закреплению пластин оребрения на трубах нагревателя конвектора. Вследствие допустимой ГОСТом разницы в толщине стенки трубы, ее диаметр при разделе изменяется, что приводит или к некачественному закреплению пластин оребрения, или к разрыву трубы и неоправданному увеличению мощности привода.
Цель изобретения - повышение качества раздачи.
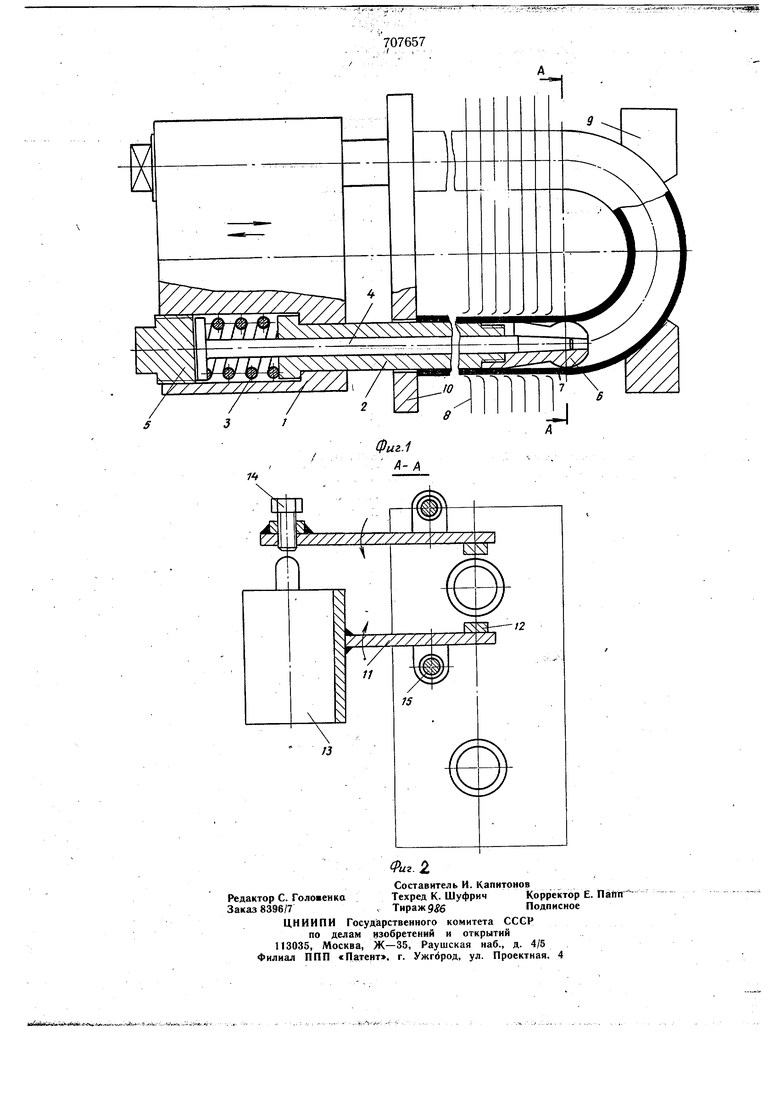
Поставленная цель достигается тем, что известное устройство снабжено механизмом контроля наружного диаметра трубы в процессе раздачи, электрически связанным с приводом перемещения ползуна, в KotopOM выполнено сквозное отверстие и в нем с возможностью осевого перемещения смбктирован стержень, при этом разжимная оправка снабжена фланцем, а ползун - регулировочной пробкой, ycтaнoвлeн roй в отверстии и ограничивающей перемещение оправки, а также распорной пружиной, размещенной между фланцем оправки и торцом стержня. На фиг. Г изображен общий вид устройства; на фиг. 2 -.сечение А-А фиг. 1. Устройство состоит из ползуна 1, к которому прикреш1ен стержень 2. Буртик стержня 2 скользит в отверстии ползуна I и прижимается пружиной 3 к ползуну. Пружиной 3 также прижат фланец оправки 4 к регулировочной пробке 5. На конце стержня 2 установлен цанговый дорн 6, который размещен в трубе 7 нагревателя конвектора с пластинами 8 оребрения. Труба 7 упирается с одной стороны в упор 9, а с другой - в упор 10, имеющий отверстие, равйое наружному диаметру дорна, в котором размещен стержень 2. В зоне начала раздачи(начало изгиба трубы 7) устроен механизм контроля наружного диаметра трубы 7, выполненный в виде двух рычагов II, на одном плече которых установлены призмы 12, а на другом - конечный выключатель 13 и регулировочный винт 14. Рычаги 11 устроены с возможностью поворота вокруг оси 15. Устройство работает следующим образом., Набирают пакет пластин 8 оребрения. Перемещают ползун 1 вперед, который вводит в трубу 7 стержень 2 с цанговым дорном 6. Труба не раздается, так как наружным диаметрдорна 6 равен твнутреннейу диаметру трубы 7. Когда дорн 6 доходит до изгиба трубы 7, он останавливае№я, а ПШЗун продолжаег перемещаться вперед, ггажимая своей регулировочной пробкой 5 на оправку 4. Оправка 4, сжимая пружину 3, входит своей конической частью в коническое отверстие дорна 6 и разжййает его, увеличивая наружный диаметр трубы -7. Последняя давит на призмы 12, икактолько на}эужный диаметр труёы 7 дости.гнет „необходимой величины, болт 14 нажмёт на конечнь1Й выклк)чатель 13, и ползун 1 начнет перёме1цаться назад. Толкатель 4 удерживается в отверстии цангового дорна б силой , которая возникла на конической части толкателя 4 от усилия дорнования, а ползун захватит стержень 2 за его буртик и потянет назад. Происходит раздача трубы 7. Как только дорн б выйдет из трубы 7, усилие дорнирования исчезнет, а следовательно, исчезнет и сила, которая удерживала толкатель 4 в коническом отверстии дорна 6. Пружина 3 разожмется и вытолкнет оправку 4 из дорна 6 до упора в пробку 5. Готовый нагреватель конвектора убирается, и цикл снова повторяется. Регулировочными пробками 5 производят отладку на одновременность начала дорнования обоими дорнами 6, а регулировочным винтом 14 устанавливают величину наружного диаметра дорнованной трубы 7. Формула изобретения Устройство для раздачи труб, содержащее ползун с приводом перемещения, установленный в пол.зуне стержень с цанговым дорно на конце и смонтированную в стержне с возможностью осевого перемещения разжимную оправку с коническим хвосто виком, взаимодействующим с дорном, отличающееся тем, что, с целью повыщения качества раздачи, оно снабжено механизмом контроля наружного диаметра трубы в процессе раздачи, электрически связанным с приводом перемещения ползуна, а в ползуне выполнено сквозное отверстие и в нем с возможностью осевого перемещения смонтирован стержень, при этом разжимная оправка снабжена фланцем, а ползун - регулировочной пробкой, установленной в упомянутом отверстии и ограничивающей перемещение onpapjcH, а также распорной пружиной, размещенной между фланцем оправки и торцом стержня. Источники информации, принятые во внимание при экспертизе 1. Проскуряков Ю. Г. Упрочняюще-калибрующие методы обработки. М.. Мащиностроение, 1965, с. 92. 2. Авторское свидетельство СССР по заявке № 2183505, 1975 (прототип).
