Изобретение относится к устройствам для изменения дцаметра полых изделий при обработке давлением и может быть использовано в машиностроении для дорнования крупногабаритных труб, обечаек и т.п.
Известен штамп для дорнования и редуцирования полых изделий, содержаш.ий оправку с дорном, имеюшим кольцевую выточку для фиксации, механизм фиксации дорна, выполненный в виде радиально расположенных подпружиненных стержней, и основание для установки заготовок 1.
Однако известный штамп предназначен для дорнования и редуцирования деталей небольших габаритов. Если деталь представляет собой крупногабаритную и длинномерную обечайку, то конструкция штампа на эту деталь становится металлоемкостной, громоздкой. Например, дорнуемая обечайка имеет внутренний диаметр d - 500 мм и длину Н-2000 мм. Так как длина дорна в известном штампе должна быть больше длины детали, то в данном случае дорн имеет длину более 2000 мм при диаметре 500 мм. Естественно он имеет весьма значительный вес. Нагрузку от веса этого дорна при ходе пресса вверх полностью несут штоки механиз.ма фиксации, расположенные на консольных кронштейнах. Ноэтому в известной конструкции кронштейны металлоемкие, а штоки механизма фиксации и цилиндры, приводяшие их в действие, имеют значительные габариты.
При работе на таком штампе заготовку каждый раз надо помещать над дорном, учитывая высоту дорна каждую новую за1отовку приходилось бы поднимать на высоту более 2000 мм. Извлечение готовой детали из ujTaMna усложнено. Для извлечения крупногабаритной детали из паза корпуса нужен специальный механизм.
Цель изобретения - обеспечение возможности дорнования крупногабаритных деталей.
Поставленная цель достигается тем, что штамп для дорнования трубчатых деталей содержащий оправку с дорном , имеющим кольцевую выточку для его фиксации, механизм фиксации дорна, выполненный в виде радиально расположенных подпружиненных стержней, и основание для установки заготовки, снабжен подпружиненным кулачком, контактирующигл со стержнями, размещенными Б основании по оси дорна, регулируемым по высоте упором, установленным с возможностью взаимодействия с торцом кулачка, при этом дорн свободно установлен на оправке, а кольцевая выточка выполнена на его внутренней поверхности, в оправке выполнены центральная полость, в которой размещен кулачок, и радиальные от1 ерстия для установки механизма фиксации дорна.
Кроме того, штамп снабжен установленной на торце оправки конической крышкой
для центрирования дорна и ограничения хода кулачка. Упор снабжен приводом осевого перемещения, например, пневмоцилиндром.
Выполнение дорна съемным позволяет 5 уменьшить нагрузку на стержни механизма фиксации, так как эти стержни нагружены только весом дорна, а не дорна с оправкой. Подпружиненный кулачок и регулируемый по высоте упор предназначены для
0 дистанционного управления крепления и съемом дорна с посадочного участка оправки.
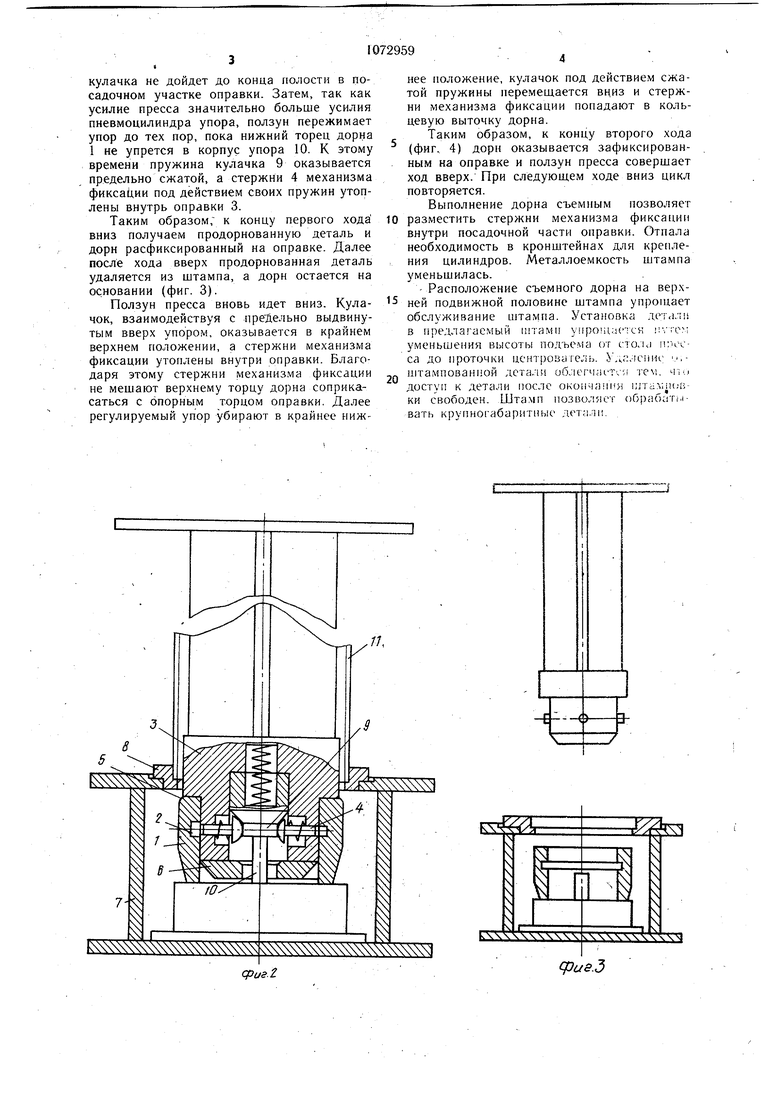
На фиг. 1. и 2 изображено положение деталей штампа в начале и конце первого хода пресса, соответственно; на фиг. 3
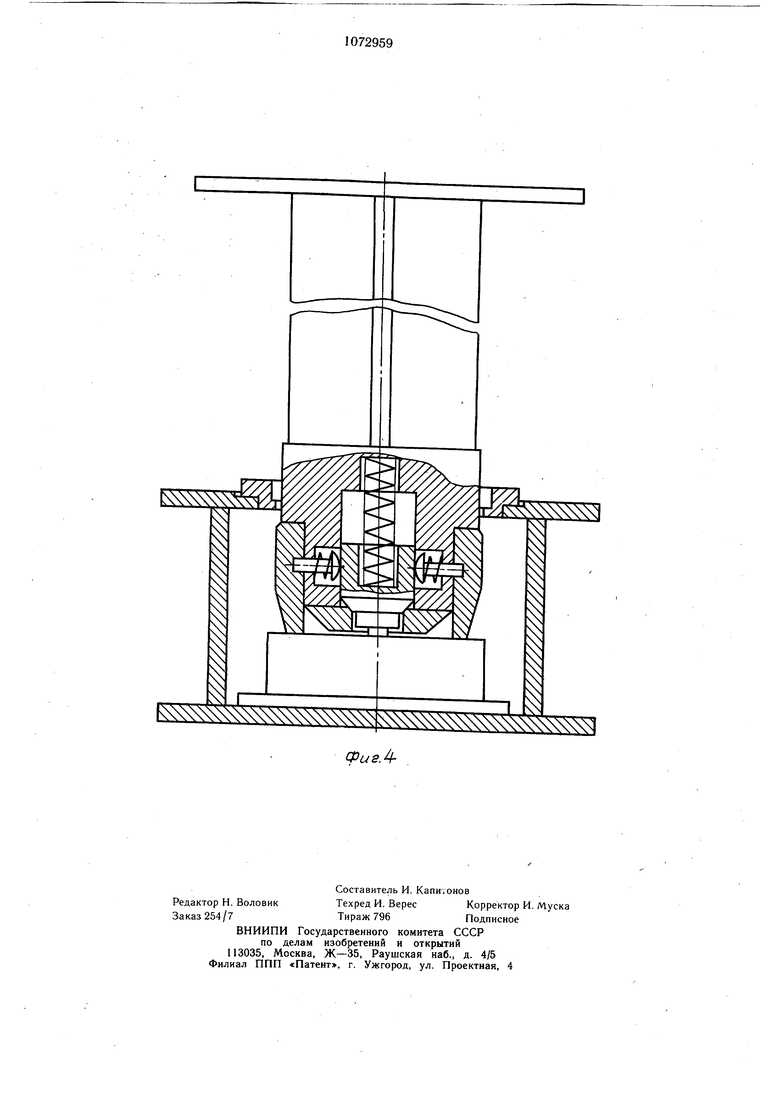
5 и 4 - то же, в начале и конце второго хода пресса.
Штамп, состоит из съемного дорна 1 с кольцевой выточкой 2 для фиксации дорна на посадочном участке оправки 3. Фиксация дорна на посадочном участке оправки осуществляется с помощью подпружинен ных стержней 4 механизма фиксации. Посадочный участок оправки ограничен опорным торцом 5. Предварительное центрирование дорна может осуществляться коничес5 кой крышкой 6, которой оканчивается посадочный участок оправки. Ширина кольцевой вь1точки 2 выполняется больше диаметра стержней механизма фиксации. Поэтому при рабочем ходе дорн верхней торцовой поверхностью может взаимодейство0 вать с опорным торцом оправки, а штыри механизма фиксации в этом случае разгружены от технологического усилия.
Для установки детали в основании 7 штампа помещен центрователь 8.
Посадочный участок оправки выполнен
5 полым. Во внутренней полости .посадочного участка 9Правки, с возможностью перемещения вдоль оси штампа, помещен подпружиненный кулачок 9. Управление положением кулачка осуществляется регулируемым по высоте упором 10, выполненным, например, в виде штока пневмоцилиндра, расположенным в нижней части корпуса штампа. Дорнуемая деталь 11 устанавливается своим торцом в проточку центрователя 8.
5 Штамп работает следующим образом.
Заготовка детали 11 помещается в центрователь 8 основания 7. Оправка 3 с зафиксированным на ее посадочном участке дорном 1 крепится к ползуну гидравлического пресса.
0 При ходе ползуна пресса вниз осуществляется дорнование детали, при этом регу лируемый упор 10 предельно выдвинут вверх.
Так как усилие пневмоцилиндра упора 10 больше жесткости пружины кулачка 9, то после соприкосновения торцов кулачка
и упора, кулачок 9 останавливается , а ползун пресса с закрепленной на нем оправкой идет вниз до тех пор пока верхний торец кулачка не дойдет до конца полости в посадочном участке оправки. Затем, так как усилие пресса значительно больше усилия пневмоцилиндра упора, ползун пережимает упор до тех пор, пока нижний торец дорна 1 не упрется в корпус упора 10. К этому времени пружина кулачка 9 оказывается предельно сжатой, а стержни 4 механизма фиксации под действием своих пружин утоплены внутрь оправки 3. такиГобр аТоТ к концу первого хода вниз получаем продорнованную деталь и дорн расфиксированный на оправке. Далее после хода вверх продорнованная деталь мпяляется из штампа а дорн остается на 111 Lr Г Ползун пресса вновь идет вниз. Кулачок, взаимодействуя с .предельно выдвинутым вверх упором, оказывается в крайнем верхнем положении, а стержни механизма фиксации утоплены внутри оправки. Благодаря этому стержни механизма фиксации s-гт регулируемый упор убирают в крайнее нижнее положение, кулачок под действием сжатой пружины перемещается вн.из и стержни механизма фиксации попадают в кольцевую выточку дорна. Таким образом, к концу второго хода (фиг. 4) дорн оказывается зафиксированным на оправке и ползун пресса совершает ход вверх. При следующем ходе вниз цикл повторяется. Выполнение дорна съемным позволяет разместить стержни внутри посадочной части оправки. Отпала необходимость в кронштейнах для крегкле ния цилиндров. Металлоемкость штампа уменьшилась. .Расположение съемного дорна на верхней подвижной половине штампа упрощает обслуживание штампа Остановка дет... в гфедлагаемыи штамп унроы.е.сь ..., уменьшения высоты подъема от сто.:d и,ч.са до проточки центрователь. i --- - : штампованной дста.-1и оолегчипс-. - ,.,г..;;й™: вать крупногабаритные леть.и.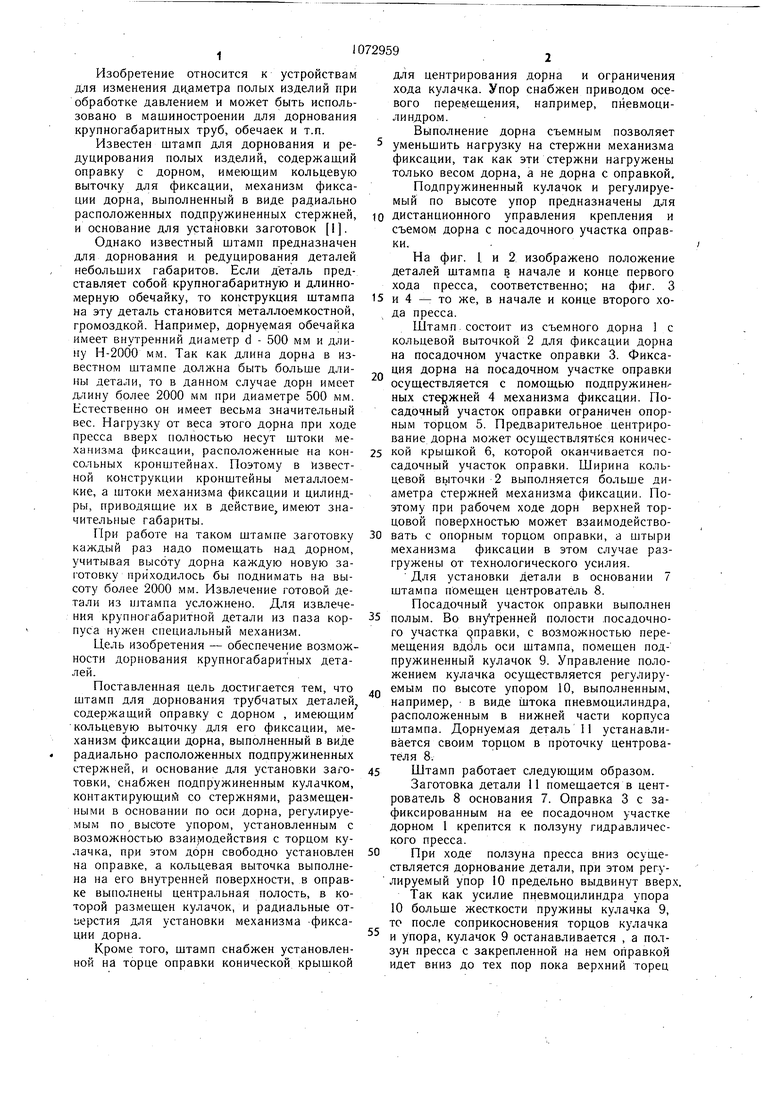
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для дорнования и редуцирования полых изделий | 1978 |
|
SU727313A1 |
| Устройство для выталкивания | 1977 |
|
SU680911A1 |
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
| Устройство для дорнования деталей | 1986 |
|
SU1366372A1 |
| Устройство для дорнования деталей | 1987 |
|
SU1504073A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ САЛЬНИКОВ | 2020 |
|
RU2731350C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 2015 |
|
RU2585577C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для сборки буровых коронок | 1974 |
|
SU516500A1 |
1. ШТАМП ДЛЯ ДОРНОВАНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ, содержащий оправку с дорном, имеющим кольцевую выточку для его фиксации, механизм фиксации дорна, выполненный в виде радиально расположенных подпружиненных стержней, и основание для установки заготовки, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения возможности обработки крупногабаритных деталей, он снабжен подпружиненным кулачком, контактирующим со стержнями, размещенными в основании по оси дорна, регулируемым по высоте упором, установленным с возможностью взаимодействия с торцом кулачка, при этом дорн свободно установлен на оправке, а кольцевая выточка выполнена на его внутренней поверхности, в оправке выполнены центральная полость, в которой размещен кулачок, и радиальные отверстия для установки стержней механизма фиксации дорна. 2. Штамп по п. 1, отличающийся тем, что он снабжен установленной на торце оправки конической крышкой для центрирования дорна и ограничения хода кулачка. . 3. Штамп по п. 1, отличающийся тем, что упор снабжен приводом осевого перемещения, например пневмоцилиндром.
сриг.2
cpus.d
Фи8.4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для дорнования и редуцированияпОлыХ издЕлий | 1979 |
|
SU827219A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
