. . , 1 ,
Изобретение относится к обработке металлов давлением к может быть использовано при производстве прюфилей переменного сечения с применением продольной периодической прокатки.
Известен способ производства профилей переменного сечения путем продольной прокатки в профилированных валках 1 .
Известный способ не обеспечивает возможности получения профилей переменного по длине сечения с длиной периода, сзтцественно большей длины окружности бочки валка.
С целью обеспечения получения изделий, имеющих переменное положение выступов по ширине изделия с длиной периода, превышающей длину окружности бочки валка по предла гаемому способу в процессе прокатки заготовку перемещают параллельно осям валков.
В процессе прокатки изменяют угол между осями валков.
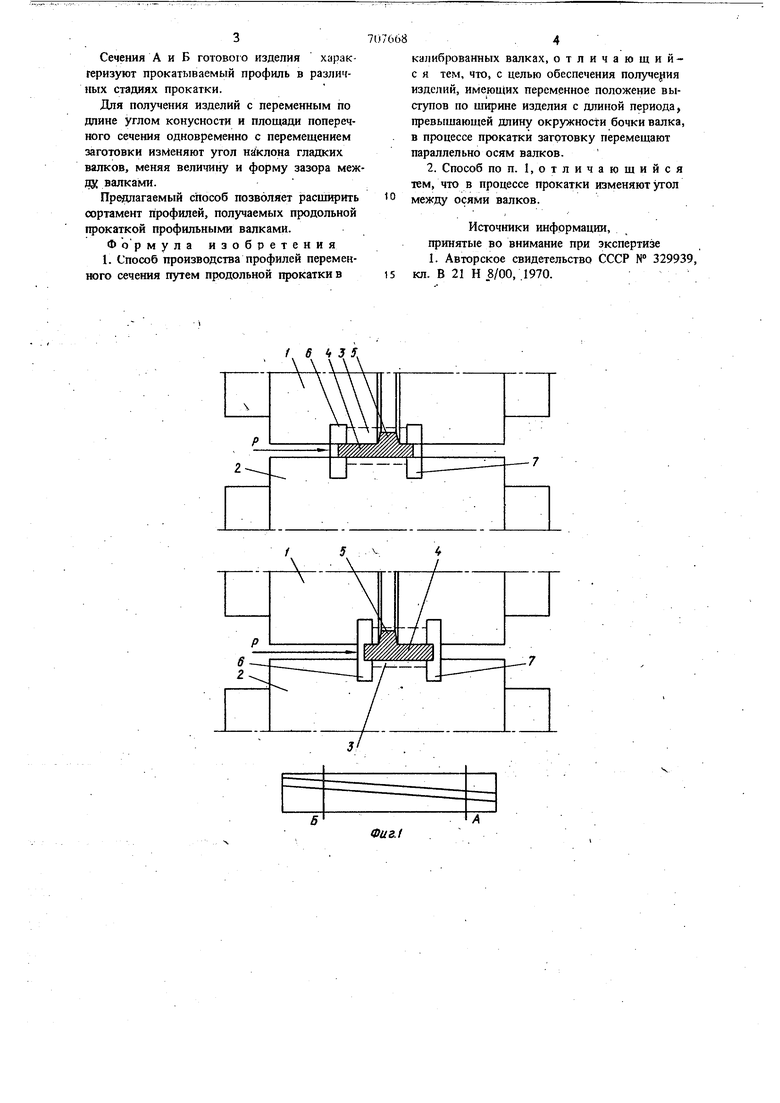
Способ поясняется чертежами, где на фиг. 1 дан пример его осуществления с одни:м гладким и одним профилированным валком; ча фиг. 2 - пример осуществления способа
при получении изделий с переменным по длине углом клиновидности.
Калиброванный валок 1 и гладкий валок 2 из заготовки 3 простой формы прокатывают полосу 4, имеющую выступ 5. Заготовку 3 от поперечного смещения на входе в валки удержвает вводная арматура, содержащая левую 6 к правую 7 линейки (или вводную коробку). С задней стороны валков раскат удерживают выводные линейки или коробки (на чертежах не прказань).
На фиг. 2 оба валка 1 и 2 выполнены гладкими.
Для осуществления процесса прокатки полосы с переменным положением выступа 5 относительно основной части полосы 4 вводную и выводную арматуру синхронно перемещают вдоль оси валков силой Р, достаточной для смещения раската в очаге деформации. Перемещение привалковой арматуры производят по любому заданному закону и в результате получают смещение выступа 5 относительно плоской части профиля в каждом последую щем сечении.
Сечения А и Б готовою изделия характеризуют прокатываемый профиль в различных стадиях прокатки.
Для получения изделий с переменным по длине углом конусности и площади поперечного сечения одновременно с перемещением заготовки изменяют угол наклона гладасих валков, меняя величину и форму зазора межДЭС валками.
Предлагаемый способ позволяет расширить сортамент профилей, получаемых продольной прокаткой профильными валками.
Ф о р мула изобретения
1. Способ производства профилей переменного сечения путем продольной прокатки в
07668,4
калиброванных валках, отличающийс я тем, что, с целью обеспечения получения изделий, имеюи1их переменное положение выступов по ширине изделия с длиной периода, превышающей длину окружности бочки валка, в процессе прокатки заготовку перемещают параллельно осям валков.
2. Способ по п. 1,отличающийся тем, что в процессе прокатки изменяют угол между осями валков.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 329939, 15 кл. В 21 Н 8/00, .1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |
| Способ прокатки клиновидных профилей | 1988 |
|
SU1616724A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| Способ крепления валковой арматуры прокатных станов | 1961 |
|
SU145518A1 |
| ПРОВОДКА ПРОКАТНОГО СТАНА | 2000 |
|
RU2182856C2 |
| Прокатная клеть для черновой прокатки фланцевых профилей | 1987 |
|
SU1542652A1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |

1 6 It 3 5.
