Изобретение относится к прокатному производству, а именно к способам прокатки сортового металла, и может быть реализовано на непрерывных прокатных станах, осуществляющих вытяжку раската в рабочих клетях с гладкими валками.
Известен способ прокатки сортового металла, в котором вытяжку раската производят редуцированием его в гладких валках по большему размеру с обжатием, при котором соотношение его сторон меняется на обратное, оставаясь в пределах 1.5-2,5.
При таких соотношениях сторон раската естественная его устойчивость в процессе прокатки полностью отсутствует, что вынуждает применять соответствующие меры. В данном случае для обеспечения устойчивого положения при задаче раската в положении на ребро применены вводные центрирующие роликовые проводки с профилированными роликами, охватывающими раскат по контуру.
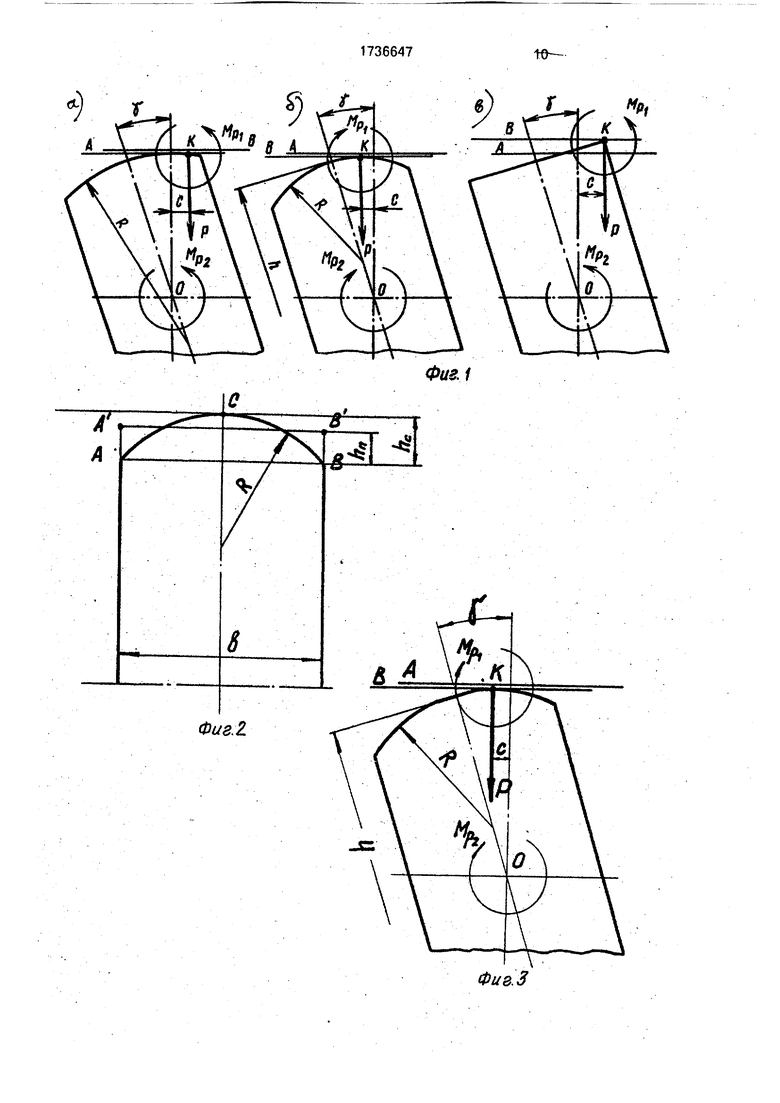
Редуцирование большего размера заготовки с обжатием, при котором соотношение ее сторон меняется на обратное, оставаясь после каждого прохода в пределах 1,5-2,5, сопровождается развитым внекон- тактным уширением, способствуюа им образованию на боковых поверхностях нелинейных контуров с малым радиусом кривизны. Поскольку встреча полосы с валками рабочих клетей практически всегда происходит под некоторым углом (строго вертикальный вход полосы в валки - это чисто теоретический случай), то в начальный момент захвата большего размера заготовки валками реализуется схема, показанная на фиг.1а, где линия А характеризует касание с валками заготовки при строго вертикальной задаче, а линии В - при задаче ее под углом у.
В начальный момент захвата со стороны валков на металл действует сила Р, приложенная на расстоянии с от вертикальной оси у и под углом «(угол захвата) к нелинейному контуру боковой поверхности заготовки. Вертикальная составляющая силы Р создает скручивающий момент Мг Рх с
сл
с
VI СО
с
о
N VI
вокруг точки 0, всегда действующий в сторону сваливания заготовки, т.е. увеличения угла у . Ему противодействует реактивный момент Мр, имеющий две составляющие МР1 и МР2, отражающие величину и характер противодействия скручиванию со стороны валков и роликов удерживающей арматуры соответственно. Для прямоугольной заготовки можно записать следующее выражение ДЛЯ Мр2.
МР2 T/8hb2,
где т- напряжение сдвига (кручения) в заготовке;
b, h - размеры короткой и длинной сторон заготовки;
/3- коэффициент формы сечения.
Из условия равновесия моментов вытекает, что напряжение скручивания заготовки равно
Рь с - МР2 г ь2
(1)
Поскольку в момент захвата заготовки валками по схеме, приведенной на фиг. 16, она вообще не обладает естественной устойчивостью, то в формуле (I) можно принять МР1 0.
Напряжения скручивания т производ- ны от силы прокатки Р и смещения центра ее приложения с. С увеличением обжатия полосы при заполнении металлом очага деформации увеличивается как сила прокатки Р, так и смещение с, что приводит к быстрому нарастанию напряжения скручивания т . В зависимости от геометрических размеров заготовки и-физических параметров прокатки к окончанию процесса захвата реализуются следующие условия для напряжения т .
Напряжения скручивания не достигают предела текучести на сдвиг гт даже на поверхности граней заготовки, т.е. г гтп , в связи с чем величина угла у не меняется и искажение формы заготовки обусловлено лишь величиной угла у. Этот случай характерен для крупных сечений (прокатка в первых клетях непрерывных заготовочных станов).
Напряжения скручивания достигают предела текучести на сдвиг на поверхности, незначительно распространяясь вглубь сечения заготовки, т.е. т - гтп. В результате развитой пластической деформации при прокатке в этих случаях происходит дополнительное увеличение угла у. и параметра с, что приводит к искажению формы заготовки и снижает эффективность последующей ее (заготовки) вытяжки из-за необходимости снижения параметра h/b. Эти случаи характерны для прокатки на непрерывных заготовочных станах и в первых клетях черновых групп непрерывных сортовых станов.
Напряжения скручивания достигают критических значений ткр , при которых
происходит потеря сечением несущей способности, т.е. т ттп ткр , что приводит к полному сваливанию полосы и окончательному браку. Эти случаи характерны для промежуточных и чистовых групп непрерывных
сортовых и проволочных станов.
Следовательно, при прокатке в реальных условиях существенно снижается эффективность удерживающей арматуры (проводки), что отрицательно сказывается
на устойчивости процесса прокатки в целом и может приводить к ухудшению качества проката. Причем вероятность возникновения случаев потери устойчивости раскатов в процессе прокатки возрастает во времени
за счет увеличения износа проводковой арматуры.
При прокатке раскатов с отношением сторон 1,5 основным параметром, определяющим форму боковой поверхности, является отношение д/ЬСр. Причем уменьшение этого отношения до 0,8 приводит к трансформации выпуклой поверхности в плоскую или близкую к плоской, что сопровождается увеличением ее радиуса до
бесконечно больших значений. Отношение |д/Ьср. 0,8 определяет границу одинарной вьтуклости и двойного бочкообразования, а при 1д/пСр. 0,8 однозначно указывает область существования двойного бочкообразования.
С увеличением радиуса кривизны боковой поверхности точка приложения силы Р смещается по образующей рабочего валка в сторону центра тяжести, проходит его, образуя плечо вертикальной составляющей силы Р, момент которой меняет знак, препятствуя сваливанию заготовки, т.е. уменьшения угла у. (фиг.1а). Однако неравномерность механических свойств и
температуры прокатываемого металла по длине, нарастающий износ рабочих валков и проводковой арматуры приводит к возникновению ассиметрии поперечного сечения, что снижает естественную устойчивость
раскатов и не исключает организацию дополнительных мероприятий, направленных на повышение поперечной устойчивости раскатов в очаге деформации и тем самым улучшению качества проката.
Целью изобретения является повышение качества проката за счет предотвращения скручивания раската в процессе прокатки.
Поставленная цель достигается тем, что при прокатке, на выходе из каждой пары гладких валков, на выпуклой боковой поверхности раската формируют плоскую грань обжатием, равным 0,1-0,3 уширения в гладких валках.
Предлагаемый способ обеспечивает схему захвата раската валками рабочей клети при редуцировании его большего размера на меньший, при котором соотношение его сторон меняется на обратное, оставаясь в пределах 1,5-2,5, как показано на фиг.1в. При любом отклонении сечения раската от вертикального положения, сила Р всегда способствует возвращению сечения раската в равновесное состояние, т.е. уменьше- нию угла у. При этом, когда у 0, начинает действовать реактивный момент Mpi со стороны валков, который также частично компенсирует скручивание заготовки, т.е. раскат в определенной мере реализует ее- тественную устойчивость.
На фиг.2 представлена схема, послужившая основой при определении пределов обжатий, и согласно которой достаточная величина обжатий обусловлена превраще- нием путем локальной пластической деформации сечения сегмента АСВ высотой hc и шириной b в равновеликий ему поямоуголь- ник той же ширины и высоты hn. При такой локальной деформации сила деформирова- ния недостаточна, чтобы произвести редуцирование большего размера полосы, в связи с чем заготовка не испытвает вытяжки, а ее ширина b (размер А8) в процессе формирования плоской грани остается не- изменной. Поскольку 2 he в этом случае и есть неконтактное уширение ДЬН. a 2hc-2hn - величина обжатия при формировании плоской грани Дпср, то при условии, что боковая поверхность описывается уравнением окружности, отношение AhCp/ AbH находится в пределах 0,21-0,33 при изменении hc/b от 0,05 до 0,50, в связи с чем в формулу изобретения следовало бы ввести, строго говоря, следующее определение: ...форми- руют плоскую грань обжатием равным 0,21- 0,33 неконтактного уширения раската в гладких валках.
На практике измерить неконтактное уширение затруднительно. В связи с этим обжатие ДпСр лучше отнести к полному уши- рению ДЬ, учтя при этом, что ДЬН/Д b 0,31-1,00. Кроме того, для компенсации влияния технологических особенностей при
формировании плоской грани, - перекоса валков и полосы, износа валков и др. целесообразно обжатие боковой поверхности назначать с максимальным коэффициентом ДЬср/ ДЬн 0,33.
Тогда .ср -%Ј- 0,33(0,31-1,00),
/ДОц/ЛР
ДпСр/ ЛЬ 0,1-0,3 и, следовательно, ДЬср (0,1 -0,3) ДЬ, что и отражено в формуле изобретения.
При назначении обжатий ДпСр 0,1 ДЬ отсутствуют условия образования плоской грани по всей высоте заготовки (фиг.З), что не обеспечивает возникновения восстанавливающего момента при прокатке в рабочих клетях и не препятствует сваливанию и скручиванию раската, т.е. не исключает возможного ухудшения качества проката.
Обжатие больше О,З ДЬ-приводит к образованию наплывов в углах раската за счет смещения объемом металла, превышающих необходимые значения, что при прокатке в последующей рабочей клети вызовет образование закатов по всей длине раската, т.е. ухудшит качество продукции.
Второе отличие способа состоит в том, что плоскую грань на боковой стороне раската формируют путем пропуска его через неприводной универсальный калибр.
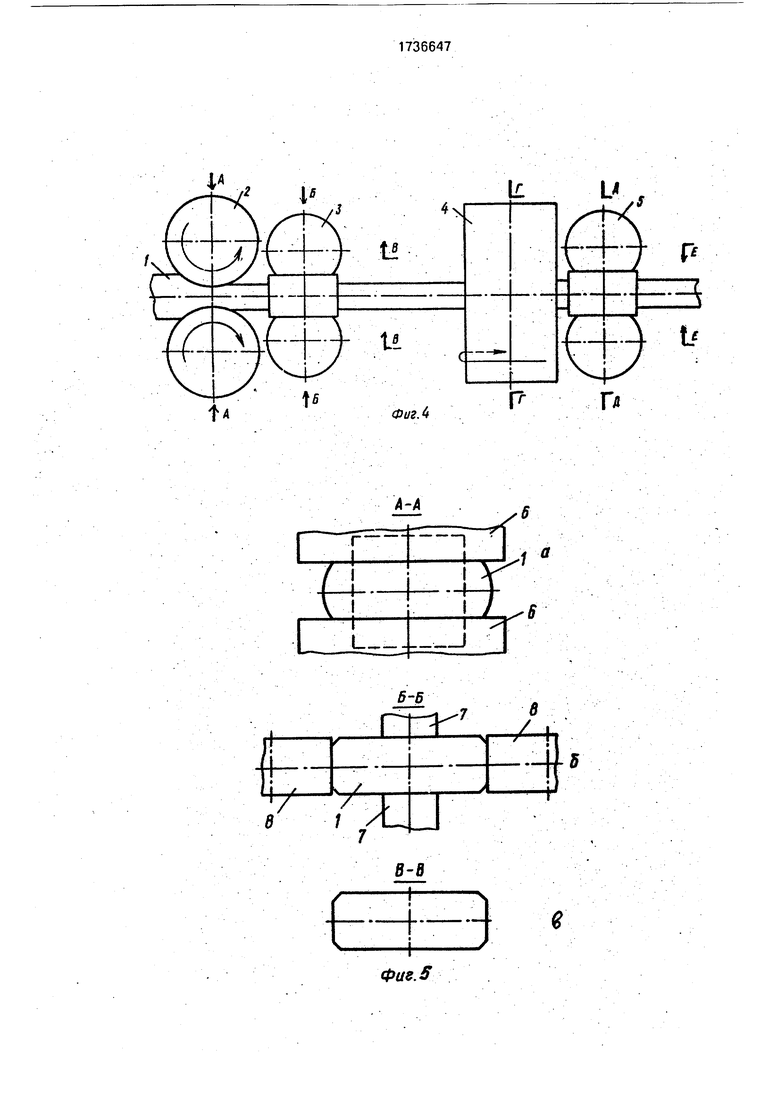
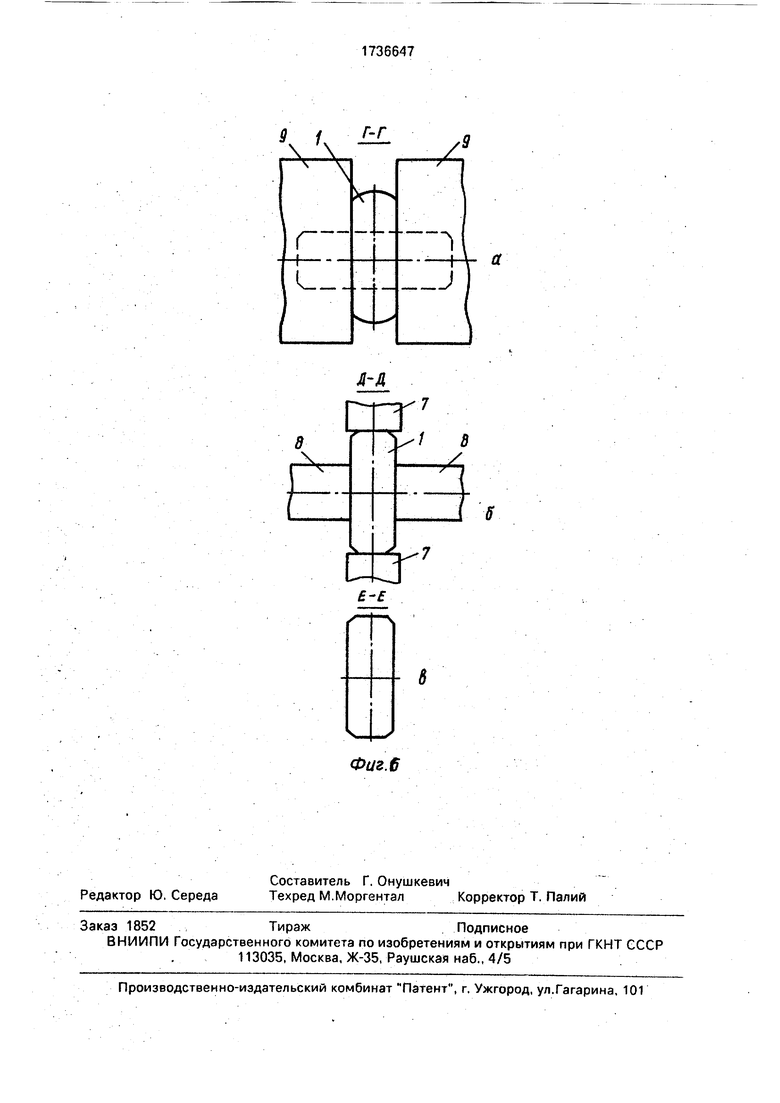
На фиг.4 представлен фрагмент технологической схемы предлагаемого способа прокатки; на фиг.5 - сечения: А-А (а) -.схема формоизменения металла при прокатке в валках с гладкой бочкой в горизонтальной клети; Б-Б (б) - схема неприводного универсального калибра, формирующего плоские боковые грани раската, вышедшего из горизонтальной клети; В-В (в)-сечение раската после пропуска через неприводной универсальный калибр, установленный после горизонтальной клети; на фиг.6 представлены сечения: Г-Г (а) - схема формоизменения металла при прокатке в валках с гладкой бочкой в вертикальной клети; Д-Д (б) - схема неприводного универсального калибра, формирующего плоские боковые грани раската, вышедшего из вертикальной клети; Е- Е (в) - сечение раската после пропуска через неприводной универсальный калибр, установленный за вертикальной клетью.
Способ осуществляют следующим образом.
Исходную заготовку 1 задают в первую клеть 2 непрерывного прокатного стана. Посредством усилия, развиваемого этой рабо-. чей клетью, раскат проталкивается через неприводной универсальный калибр 3 за счет резервных сил трения, возникающих в
процессе деформации в рабочей клети 2 до захвата переднего конца полосы валками следующей клети 4, которая, в свою очередь, проталкивает раскат 1 через следующий неприводной универсальный калибр 5, а после выхода заднего конца раската из предыдущей клети 2, извлекает его из неприводного универсального калибра 3.
В процессе деформации при интенсивном обжатии в валках с гладкой бочкой горизонтальной клети 2 боковая поверхность раската 1 вследствие поперечного перетекания металла приобретает выпуклую форму (фиг.5а). Если раскат 1 такого сечения сразу задать в вертикальную клеть 4, возможно сваливание раската в- процессе деформации в этой клети в искажение его формы и размеров. Чтобы не допустить этого по выходу раската из горизонтальной клети 2, его пропускают через неприводной универсальный калибр 3, выполненный в виде двух пар (горизонтальной 7 и вертикальной 8, фиг.56) роликов с регулируемым зазором, оси которых расположены в одной плоскости,
После деформации в неприводном универсальном калибре 3 раскат 1 (фиг.4 и 56) с поперечным сечением в виде прямоугольника со скругленными углами поступает в рабочую вертикальную клеть 4, где обжимается в противоположном направлении, Кроме того, эта клеть 4 после выхода заднего конца раската 1 из предыдущей приводной клети 2 извлекает его из неприводного универсального калибра 3, расположенного на выходе из предыдущей горизонтальной клети 2, а также проталкивает раскат 1 через установленный на ее выходной стороне неприводной универсальный калибр 5. Деформацию в этом калибре 5 также ведут с обжатием, равным 0,1-0,3 уширения в предыдущей вертикальной клети 4.
Поперечное сечение выходящего из неприводного универсального 5 раската 1, как и в предыдущем случае, представляет собой прямоугольник со скругленными углами.
Таким образом, с применением неприводных универсальных калибров, раскат 1 прокатывается во всех подготовительных клетях непрерывного стана, за исключением клетей, в калибрах которых формируется необходимое сечение готового профиля,
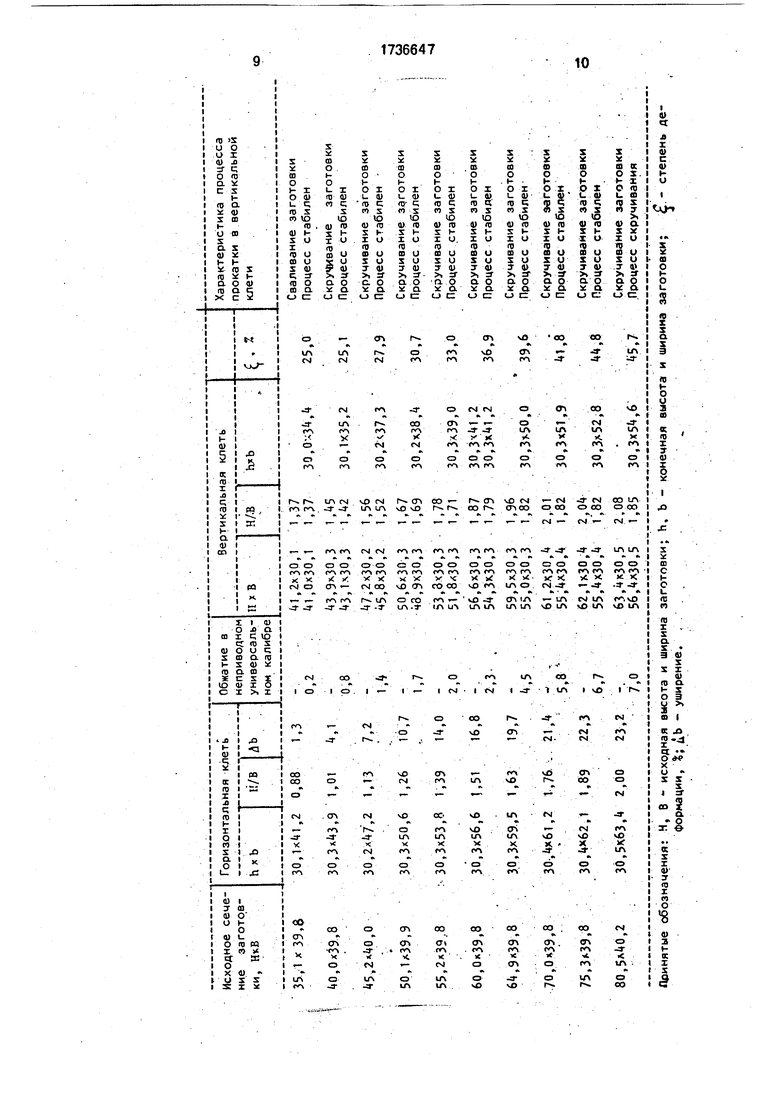
Пример. Предлагаемый способ опробован на универсальном лабораторном стане 280, состоящем из горизонтальной и вертикальной клетей. В промежутке между ними, на выходной стороне горизонтальной клети устанавливался неприводной универсальный калибр с диаметром валков 120 мм
(горизонтальные) и 100 мм (вертикальные). Нагретая до температуры 1100°С прямоугольная заготовка сечением 35-80x40x800 мм поступала в первую по ходу прокатки горизонтальную клеть.
Для определения технологичности разработанного способа проведено десять серий экспериментов при различных отношениях высоты полос к ширине, задаваемых в вертикальную клеть стана. Варьирование степени деформации осуществлялось за счет поддержания одинакового и равного 30 мм зазора между валками рабочих клетей. Зазор между
горизонтальными (направляющими) валками неприводного универсального калибра также поддерживался постоянным. Зазор между вертикальными (деформирующими) валками неприводного универсального калибра в каждой серии опытов устанавливали в полном соответствии с формулой изобретения.
Кроме того, в каждой серии опытов прокатывали образцы без использования неприводного универсального калибра.
Изменение основных параметров процесса прокатки представлено в таблице.
Как видно из приведенных в таблице данных, режим деформации металла в горизонтальной клети выбран таким образом, что во всех сериях обеспечивается получение одинарной выпуклости боковой поверхности прокатываемых полос, причем неконтактное уширение последовательно
растет, Тем не менее, трансформация выпуклой боковой грани раската в плоскую обеспечивает устойчивый процесс прокатки в рабочих валках вертикальной клети без Сваливания раската, в том числе и при высоких отношениях высоты полосы к ее ширине
Формула изобретения
1.Способ прокатки на непрерывных станах, включающий деформацию раската в
гладких валках с редуцированием в каждом пропуске большего размера заготовки на меньший размер, отличающийся тем, что, с целью повышения качества проката за
счет предотвращения скручивания раската при прокатке, на выходе из каждой пары, гладких валков на выпуклой боковой поверхности раската формируют плоскую грань обжатием, равным 0,1-0,3 уширения раската в гладких валках.
2.Способ по п. 1,отличающийся тем, что формируют плоскую грань на боковой стороне раската путем пропуска его через неприводной универсальный калибр.
Ъ гпф
9
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ С ДИФФЕРЕНЦИРОВАННЫМИ ПРОЧНОСТНЫМИ СВОЙСТВАМИ | 1997 |
|
RU2112613C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННОЙ ЗАГОТОВКИ ФОРМЫ "СОБАЧЬЯ КОСТЬ" ИЗ НЕПРЕРЫВНО ЛИТОГО СЛЯБА | 2018 |
|
RU2677808C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| СИСТЕМА КАЛИБРОВ НЕПРЕРЫВНОГО СТАНА | 1999 |
|
RU2157282C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
Использование: прокатка сортового металла в черновых группах непрерывных станов с чередованием пар вертикальных и горизонтальных гладких валков и редуцирование в каждом пропуске большего размера заготовки на меньший, Сущность изобретения: на выходе из каждой пары гладких валков на выпуклой стороне раската формируют плоскую грань обжатием, равным 0,1-0,3 уширения раската в гладких валках, преимущественно путем пропуска раската через неприводной универсальный калибр. 1 з.п. ф-лы, 6 ил., 1 табл
ГёПф
Ч
-
&
Е
л.
t
P
U
l
ФигЛ
9 1
г-г
/1
гтт7
у -7
ttr
ilЈ
rn
Ш
Фаг.С
| Способ прокатки металлического прутка | 1974 |
|
SU871724A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
