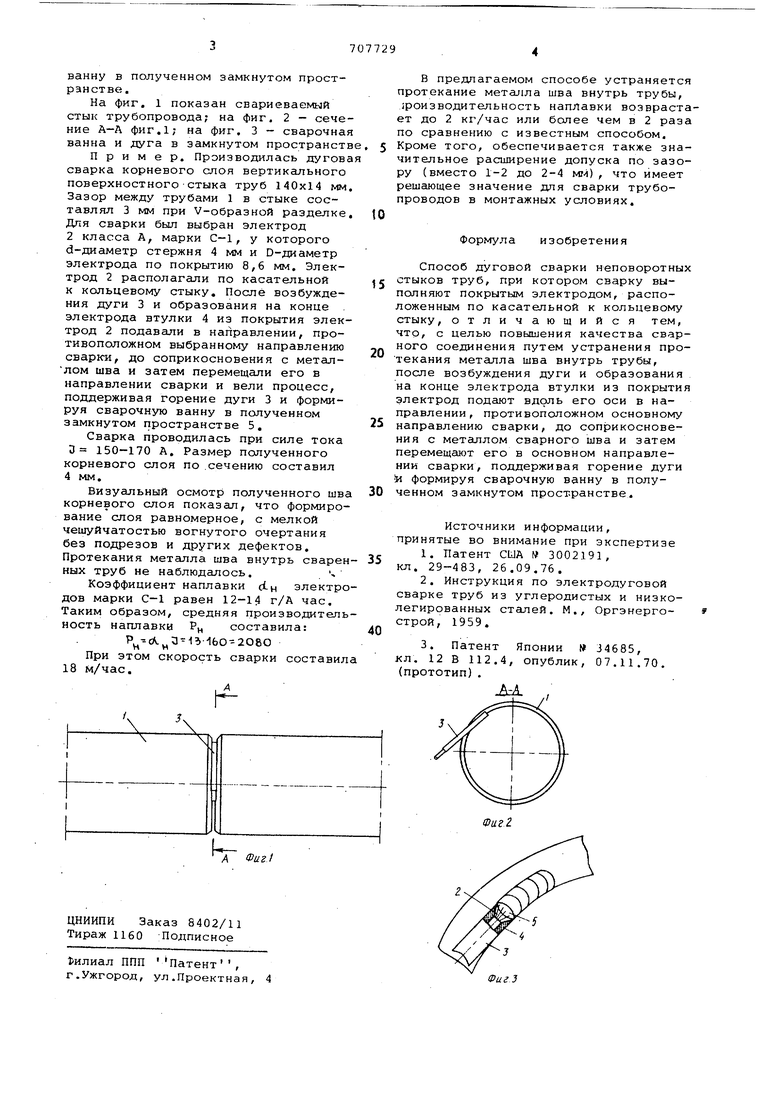
Изобретение относится к сварке, в частности к способам дуговой сварки стальных трубопроводов покрытыми электродами, и может быть применено в различных отраслях машиностроения. Известен способ дуговой сварки вертикальных стыков трубопроводов, характеризующийся тем, что в вергпину разделки стыка закладывается специально изготовленное кольцо, расплавлением которого образуется корневой слой 1, Однако такой способ требует приме нения прецизионного кольца, требующего весьма точной подгонки стыков трубопроводов. Б монтажных условиях такой способ не может быть применен, так как требуемая подгонка стыков значительно усложняет и удорожает сборку под сварку. Известен также способ дуговой сва ки неповоротных стыков трубопроводов со свободным формированием сварочной ванны корневого слоя покрытыми электродами 2. Но при известном способе не исключено протекание металла шва внутрь трубы, несмотря на ужесто чение допусков 1-2 мм на зазор. Кроме того, при этом способе весьма низ кая производительность наплавки, обусловленная применением обычных электродов, производительность наплавки которых, при диаметре 3 мм и марке электродов УОНИ-13 равна 0,8 кг/час. Наиболее близким к изобретению по технической сущности является способ дуговой сварки неповоротных стыков труб, при котором сварку выполняют покрытым электродом, расположенным по касательной к кольиевот у стыку 3. Но такой, способ не обеспечивает высокого качества сварного соединения из-за сквозного проплавления кромок разделки и протекания металла внутрь свариваемых труб. Цель изобретения - повышение качества сварного соединения путем устранения протекания металла шва внутрь трубы. Для этого после возбуждения дуги и образования на конце электрода втулки из покрытия электрод подают вдоль его оси в направлении, противоположном основному направлению сварки, до соприкосновения с металлом сварного шва и затем перемещгиот его в основном направлении сварки, поддерживая горение дуги и формируя сварочную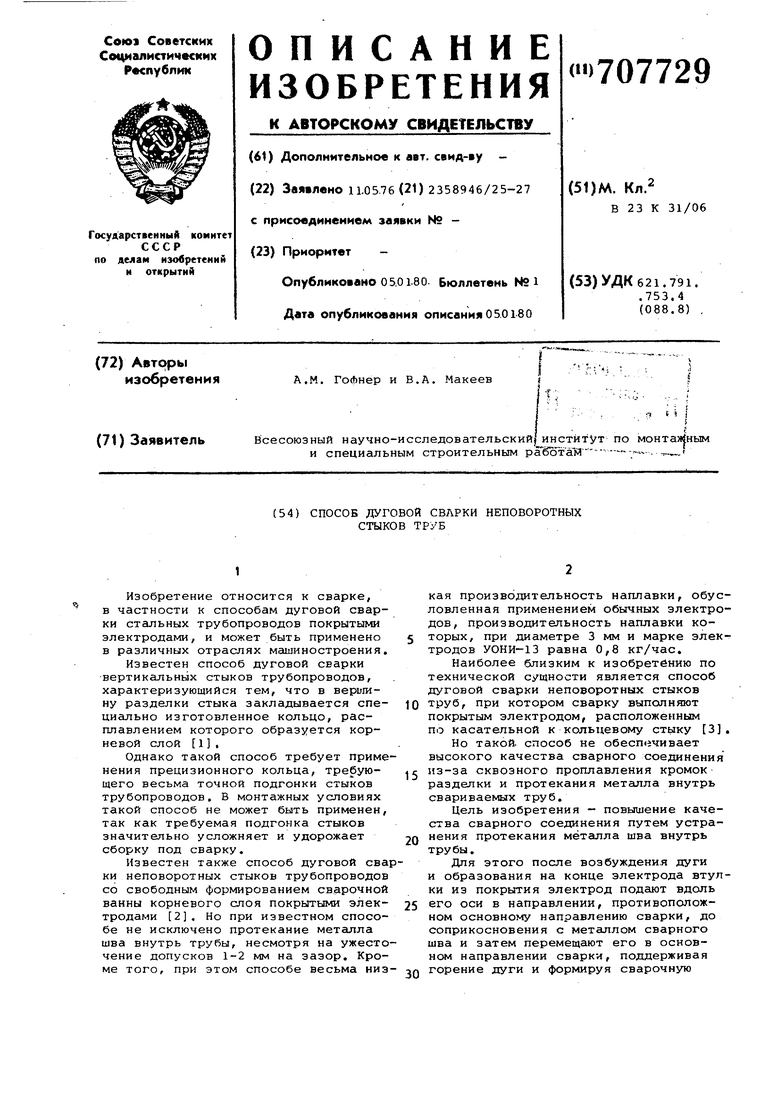
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ СВАРКИ ТРУБ ИЗ СТАЛЕЙ С АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ В ТРУБОПРОВОД | 1998 |
|
RU2155655C2 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1986 |
|
SU1466899A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2220833C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| СПОСОБ АДАПТИВНОЙ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ | 2008 |
|
RU2410216C2 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
