Изобретение относится к материалам для электродуговой сварки и может быть использовано как покрытие электродов для сварки корневых, заполняющих и облицовочных швов неповоротных и поворотных стыков труб и соединений металлоконструкций из углеродистых и низколегированных сталей.
Известны электродные покрытия, содержащие карбонаты щелочно-земельных металлов, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, кварцевый песок, алюмосиликаты, легирующие и пластификаторы для сварки металлоконструкций и трубопроводов [Давыденко В.Д. Справочник по сварочным электродам. Ростовское книжное издательство. Ростов-на-Дону, 1961; Бондин И.Н. Справочник сварщика, М. - Л., 1965; И.А. Закс. Электроды для дуговой сварки сталей и никелевых сплавов: Справочник - пособие - СПб: WELKOME, 1996; РЕЦЕПТУРА ЭЛЕКТРОДОВ для дуговой сварки и наплавки. Основные паспортные данные. Киев, ИЭС им. Е.О. Патона, 1996].
Обеспечивая высокие механические свойства металла шва при низком содержании в нем диффузионного водорода и удовлетворительных сварочно-технологических свойствах, эти электроды обладают и некоторыми недостатками:
- не обеспечивают удовлетворительного формирования корневых швов без утяжки с обратным валиком, особенно в потолочном положении;
- корневые швы, выполненные ими, имеют неудовлетворительную (с большим наплывом) форму лицевой поверхности, что требует дополнительной ее зачистки для наложения следующего шва и приводит к повышенному расходу электродов при сварке;
- не обеспечивают содержание диффузионного водорода меньше 4,0-9,0 см3/100 г при стандартной (не вакуумной) прокалке электродов перед сваркой;
- не обеспечивают сварку на прямой полярности, при которой достигается большая проплавляющая способность электродов, необходимая для надежного проплавления корня соединений при стандартной и практически доступной точности разделки кромок стыка и его притупления;
- не обеспечивают из-за неудовлетворительной устойчивости горения дуги возможность сварки на низких (для электродов ⊘4 мм - 80...85А, ⊘3 мм - 60... 65А) по току режимах, требуемых для качественного наложения корневых потолочных швов;
- не обеспечивают требуемой стойкости против порообразования в корневых швах при сварке стыков труб.
Из-за указанных недостатков около 90% общего объема используемых в трубопроводном строительстве России электродов (а это не менее 30-35 тыс. т) - импортные, стоимость 1 т которых лежит в пределах 110-150 тыс. руб. и более, что обусловливает значительные валютные затраты страны.
Известно также электродное покрытие [а.с. 1066776], содержащее:
Мрамор - 43-49
Плавиковый шпат - 14-19
Ферротитан - 10-15
Ферросилиций - 1,5-4,0
Ферромарганец - 1,5-5,0
Кремнезем - 2-3
Магнезит обоженный - 3-7
Нефелин - 1,5-5,0
Наличие в этом покрытии обоженного магнезита в заявляемых пределах несколько улучшает формирование корня шва, но не обеспечивает требуемого их качества по форме обратного валика и лицевой его поверхности (провис), а система его раскислителей - легирующих не обеспечивает достаточной стойкости против порообразования в корневых швах трубопроводов.
Наиболее близким к предлагаемому является электродное покрытие, содержащие следующие компоненты, вес. % [патент РФ 2125927; ТУ 1272-001-41637695-98]:
Мрамор - 53-55
Плавиковый шпат - 15-17
Ферросилиций - 7-10
Ферросиликомарганец - 6-9
Кварцевый песок - 8-9
Тальк - 3,0-3,5
Сода кальцинированная - 1,0-1,2
Пластификатор - 1,3-1,5
Электроды с таким покрытием более технологичны в опрессовке, не имеют в своем составе импортного ферромарганца и дорогостоящего ферротитана, обеспечивают стабильные показатели механических свойств [сертификат об одобрении Морского Регистра Судоходства РФ СП 97-022-174).
Однако и им присущи указанные общие для известных фтористо-кальциевых электродов недостатки, а содержание диффузионного водорода в наплавленном металле лежит в пределах 5-8 мл/100 г.
Целью настоящего изобретения является снижение содержания диффузионного водорода в наплавленном металле, улучшение формирования обратного валика корневых швов односторонних соединений и устранение наплывов их лицевой поверхности, снижение склонности к образованию пористости, уменьшение значений требуемых для устойчивого горения дуги плотностей тока и обеспечение возможности сварки на прямой полярности.
Именно такие свойства обязательно предъявляются к электродам для сварки трубных соединений.
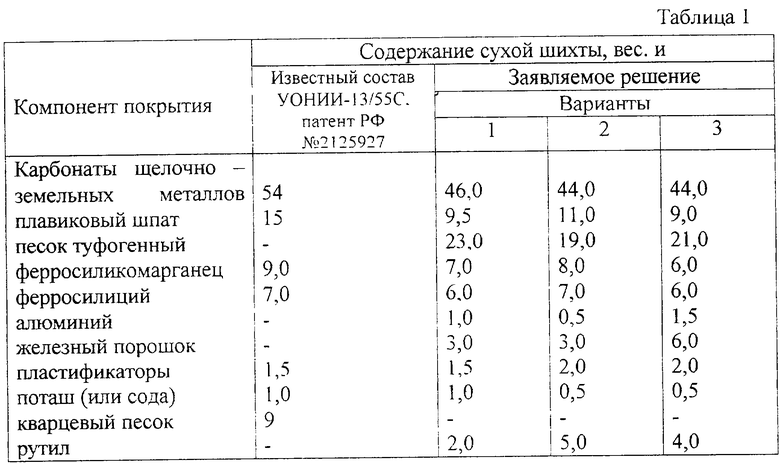
Поставленная цель изобретения достигается введением в покрытие песка туфогенного, алюминия, железного порошка и рутилового концентрата при следующих соотношениях компонентов, мас.%:
Карбонаты щелочно-земельных металлов - 44-46
Плавиковый шпат - 9-11
Ферросиликомарганец - 6-8
Ферросилиций - 6-7
Алюминий - 0,5-1,5
Песок туфогенный - 19-23
Рутиловый концентрат - 2-5
Железный порошок - 3-6
Поташ (или сода) - 0,5-1,0
Пластификаторы - 1,5-2,0
Для проведения контрольных испытаний были изготовлены электроды диаметром 3 мм с составами, предъявленными в табл. 1.
Количества жидкого стекла для всех вариантов было одинаково - 25...27%. Модуль стекла 2,8...3,0, плотность - 1,42...1,45 г/см3, вязкость - 600...800 сПз.
В качестве песка туфогенного использовался минерал Северной Осетии (ТУ 5717-001-53881940-00) состава, маc.%:
SiO2 в аморфной форме - не менее - 64
Аl2О3 - не менее 18
Fе2О3 - не более 5
Р - не более 0,015
S' - не более 0,015
Na2O+K2O - не менее 4
В качестве карбонатов щелочно-земельных металлов использовались мрамор по ГОСТ 4416-73, магнезит Саткинской группы месторождений по ТУ 14-8-64-73 и доломит Боснинского и Геландонского месторождений Северной Осетии по ГОСТ 23672-79.
Покрытие наносилось на металлические стержни ⊘ 3 мм из проволоки Св08А способом опрессовки.
В процессе изготовления электродов установили, что по технологии опрессовки они превосходят электроды УОНИИ-13/55 и электроды с покрытием-прототипом, что объясняется наличием в их составе SiO2 не в кристаллической, а в аморфной форме [патент 20496367].
Технологические испытания проводились на постоянном токе обратной и прямой полярности при сварке неповоротных стыков труб ⊘ 159*8 из стали 20. Стыки выполняли при горизонтальном положении оси труб (вертикальный стык) и вертикальном (горизонтальный стык). Электроды перед сваркой прокаливали при 320-350oС за не более 3-4 часа до испытаний.
Сварочно-технологические свойства оценивались экспертно по следующим критериям:
- первичное зажигание дуги;
- повторное зажигание дуги при холодном электроде;
- разбрызгивание;
- устойчивость горения дуги;
- минимально допустимый ток при сварке;
- равномерность покрытия шлаковой коркой наплавленного валика;
- форма наплавленного валика;
- отделимость шлака, прежде всего с корневого валика.
Контроль сплошности металла осуществлялся радиографированием стыков.
Содержание диффузионого водорода в наплавленном металле определялось по "карандашным" пробам в глицерине.
Оценка механических свойств сварных соединений выполнялась согласно ГОСТ 9466-75. Испытание металла шва на растяжение проводилось на образцах типа II по ГОСТ 6996-66, на ударный изгиб при положительных температурах - на образцах с круглым надрезом типа YI, а отрицательных - на образцах с острым надрезом типа IX по ГОСТ 6996-66.
В результате установили:
1) первичное и повторное зажигание дуги, равномерность покрытия шлаковой коркой наплавленного валика и отделимость шлака из разделки и на плоскости у заявляемых электродов и прототипа практически равнозначны;
2) разбрызгивание у предполагаемого электрода значительно ниже, чем у прототипа, а коэффициент потерь составляет 0,5-1,0% против 3-5%, характерных для известного электрода;
3) устойчивость горения дуги у предполагаемых электродов выше и допускает возможность сварки на минимально допустимом токе 60-65 А против 80-85 А для известного электрода, чему способствовало наличие в туфогенном песке не менее 4% окислов Na2O+K2O;
4) предлагаемый электрод обеспечивает возможность качественного наложения валика на прямой полярности, а известный электрод - нет, в результате достигается большая проплавляющая способность;
5) форма валика, наплавленного предлагаемым электродом на плоскость, имела более плавный, без подрубки переход от наплавленного металла к основному и более мелкую чешуйчатость, чем у известного электрода, и обусловливалось отличительной формой шлака - стекловидной для предлагаемого электрода;
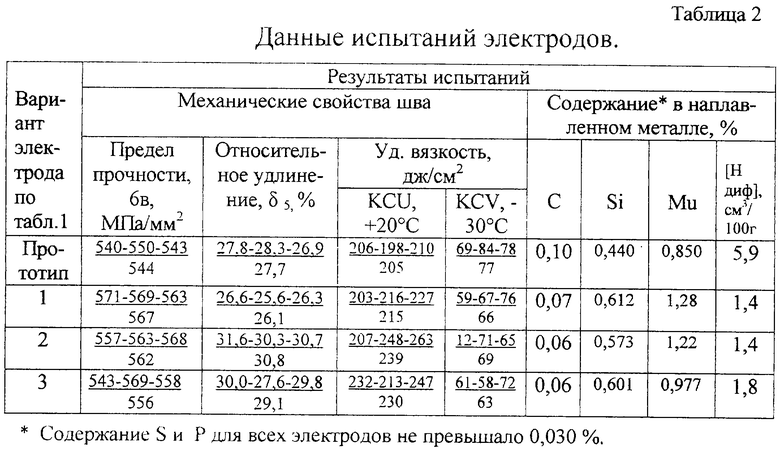
6) форма корневого шва неповоротного стыка у предлагаемого электрода имела обратный валик с равномерным усилием 2-3 мм и плавным переходом от наплавленного металла к основному по всему периметру стыка, с гладкой лицевой поверхностью без наплывов и не требовала дополнительной зачистки шлифкругом для наложения следующего слоя шва. Форма же корневого шва известного электрода была неравномерной по сечению с утяжками или наплывами с внутренней стороны стыка и наплывами металла лицевой его поверхности. Такое положение было обусловлено, в частности, стекловидной формой шлака у предлагаемого электрода и высоким (0,590-0,640%) содержанием Si (табл.2) в наплавленном металле;
7) данные рентгенографирования швов неповоротных стыков труб, выполненных предлагаемыми электродами, указали на отсутствие в них пористости и наличие таковой в корневых швах, выполненных известными электродами, для устранения которой требовалось, как минимум, прикрывать воздухонепроницаемыми перегодками с двух сторон торцы свариваемых труб, изолируя тем самым зону сварки от подсоса воздуха из атмосферы. Это устанавливает и подтверждает более высокую стойкость против порообразования у предлагаемых электродов при сварке в реальных условиях и, в частности, может быть объяснено более низким содержанием углерода (0,05...0,06%) против (0,09...0,11%) в наплавленном металле для известного электрода (табл.2), наиболее резко снижающего растворимость азота в расплаве железа [Гасик М.И. и др. Газы и примеси в ферросплавах. -М. : Металлургия, 1970, -151с.] и являющегося основной причиной образования пористости при сварке фтористо-кальциевыми электродами [Походня И.К. Газы в сварных швах. М.: Машиностроение, 1972].
В табл. 2 приведены данные механических испытаний, химанализов металла шва, выполненных электродами с заявляемым составом покрытия, и содержание диффузионного водорода в наплавленном металле.
Данные по водороду показывают, что его содержание для заявляемых электродов составило 1,4-1,8 см3/100 г и более чем вдвое ниже, чем для прототипа. Это указывает на более высокую стойкость против образования кристаллизационных трещин в соединениях, выполненных электродами с заявляемым составом покрытия, и на решение первой задачи изобретения, а также на перспективность дальнейшего усовершенствования на их основе электродов для сварки высокопрочных сталей.
Сравнение же данных по оценке сварочно-технологических свойств указывает на решение второй задачи изобретения - улучшения технологических свойств до уровня, требуемого для сварки трубопроводов.
Варьирование составом предлагаемого покрытия при его разработке показало, что только при выдерживании содержаний компонентов в заявляемых пределах обеспечиваются положительные показатели.
Так, увеличение содержания плавикового шпата приводило к ухудшению устойчивости горения дуги, ухудшало чешуйчатость и повторную возбудимость дуги при холодном электроде, нарушало сбалансированность между компонентами, а тем самым снижало показатели механических свойств. Снижение содержания плавикового шпата приводило к уменьшению показателей ударной вязкости наплавленного металла и росту в нем содержания диффузионного водорода.
Уменьшение содержания железного порошка приводило к ухудшению возбудимости дуги и устойчивости ее горения, а повышение - к ухудшению формирования обратного валика корневого шва, особенно лицевой поверхности (наплыв) и чешуйчатости наплавляемого металла, ухудшало равномерность покрытия валика шлаком при наплавке на плоскость, повышало жидкотекучесть последнего и обуславливало тенденцию его стекания к краям поперечного сечения валика.
Уменьшение содержания песка туфогенного приводило к потере стекловидной структуры шлака и вместе с этим к ухудшению формы корневого шва, в т.ч. обратного его валика, повышало вероятность образования в нем пористости, ухудшало чешуйчатость шва, а увеличение - приводило к чрезмерному укорочению шлака, ухудшению его отделимости и устойчивости горения дуги, ее возбудимости.
Повышение содержания рутилового концентрата приводило к повышению содержания диффузионного водорода в наплавленном металле, к чрезмерному закрытию шлаком сварочной ванны, мешая осмысленному ведению процесса наложения шва, а тем самым стабильности его качества. Уменьшение же содержания рутила ухудшало кроющую способность шлака, повышало его жидкотекучесть, что приводило к ухудшению формирования корневого шва, чешуйчатости валика и его формы при наплавке на его плоскость.
Изменение соотношений между раскислителями-легирующими приводило не только к ухудшению совокупности механических свойств шва и склонности к образованию в нем пористости, но и оказывало существенное влияние на формирование корневого шва. При этом уменьшение содержания Si в наплавленном металле до значений, меньших определенных величин, ухудшало форму обратного валика или приводило к невозможности его наложения при односторонней сварке.
Изменение содержания карбонатов щелочно-земельных металлов в сторону увеличения при неизменных количествах туфогенного песка приводило к потере шлаком стекловидной структуры и, как следствие, ухудшало формирование корневого шва, в т.ч. обратного валика, ухудшало опрессовываемость покрытия. Уменьшение же содержания карбонатов повышало содержание S и Р в наплавленном металле, приводило к ненужному росту Мn и Si в шве, снижало устойчивость горения дуги, повышало значение требуемых для ее горения плотностей тока.
Уменьшение содержания соды (поташа) ухудшало устойчивость горения дуги, повышало склонность к слипаемости электродов друг к другу в процессе их изготовления, а увеличение содержания вело к росту гигроскопичности покрытия, повышало содержание диффузионного водорода в наплавленном металле, увеличивало разбрызгивание.
Алюминий оказывал положительное влияние на стойкость против порообразования при сварке корневых швов, снижал содержание остаточного кислорода в наплавленном металле и улучшал чешуйчатость шва. Уменьшение его содержания резко снижало положительный эффект, а повышение приводило, прежде всего, к недопустимому падению пластических свойств металла шва.
Таким образом, изменение пределов содержания любого из компонентов заявляемого состава покрытия приводит к потере свойств электродов, определяемых целью изобретения. Следовательно, только заявляемая совокупность компонентов покрытия обладает существенными отличиями и обеспечивает достижение поставленной изобретением цели.
Опытные партии электродов с разработанным покрытием, которым присвоена марка ЛБ-52Т, испытаны на Новороссийском судоремонтном заводе и в ряде трубопроводостроительных организаций. По общей оценке они рекомендованы для сварки трубопроводов и по своим свойствам не уступают импортным аналогам.
Экономическим преимуществом электродов с разработанным покрытием является их значительно меньшая в сравнении с зарубежными аналогами стоимость, которая при существующем индексе цен на используемые компоненты их состава не превышает 35-40 тыс. руб. за 1 т против 110-130 тыс. руб. для импортных электродов с такими же свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2005 |
|
RU2353492C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2198774C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2381885C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2015 |
|
RU2630059C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2000 |
|
RU2201856C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2008 |
|
RU2399472C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2125927C1 |
| КОМПОНЕНТ ПОКРЫТИЙ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 2001 |
|
RU2198775C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2008158C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
Изобретение может быть использовано в электродах для электродуговой сварки корневых, заполняющих и облицовочных швов неповоротных и поворотных стыков труб и соединений металлоконструкций из углеродистых и низколегированных сталей. Покрытие содержит, мас.%: карбонаты щелочно-земельных металлов 44-46, плавиковый шпат 9-11, ферросиликомарганец 6-8, ферросилиций 6-7, алюминий 0,5-1,5, песок туфогенный 19-23, рутиловый концентрат 2-5, железный порошок 3-6, поташ или сода 0,5-1,0, пластификаторы 1,5-2,0. Состав обеспечивает повышенную стойкость против порообразования в корневых швах и содержание диффузионного водорода в наплавленном металле ≤2 см3/100 г. 2 табл.
Состав электродного покрытия для сварки корневых, заполняющих и облицовочных швов неповоротных и поворотных стыков труб и соединений металлоконструкций из углеродистых и низколегированных сталей, содержащий карбонаты щелочно-земельных металлов, плавиковый шпат, ферросилиций, ферросиликомарганец, поташ или соду и пластификаторы, отличающийся тем, что он дополнительно содержит песок туфогенный, алюминий, железный порошок и рутиловый концентрат при следующих соотношениях компонентов, мас.%:
Карбонаты щелочно-земельных металлов 44-46
Плавиковый шпат 9-11
Ферросиликомарганец 6-8
Ферросилиций 6-7
Алюминий 0,5-1,5
Песок туфогенный 19-23
Рутиловый концентрат 2-5
Железный порошок 3-6
Поташ или сода 0,5-1,0
Пластификаторы 1,5-2,0
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2125927C1 |
| Состав электродного покрытия | 1983 |
|
SU1090519A1 |
| Состав электродного покрытия | 1985 |
|
SU1283006A1 |
| Состав электродного покрытия | 1984 |
|
SU1303342A1 |

